冷軋高端電鍍鉻基板表面粗糙度控制研究
2016-09-12 02:49:38李紅雨伏思保楊軍榮丁燕勇劉英明鞍鋼股份有限公司冷軋廠遼寧鞍山40鞍鋼股份有限公司產品發展部遼寧鞍山40
鞍鋼技術 2016年4期
李紅雨,伏思保,楊軍榮,丁燕勇,劉英明(.鞍鋼股份有限公司冷軋廠,遼寧 鞍山40;.鞍鋼股份有限公司產品發展部,遼寧 鞍山40)
研究與開發
冷軋高端電鍍鉻基板表面粗糙度控制研究
李紅雨1,伏思保1,楊軍榮1,丁燕勇2,劉英明1
(1.鞍鋼股份有限公司冷軋廠,遼寧 鞍山114021;2.鞍鋼股份有限公司產品發展部,遼寧 鞍山114021)
根據高端電鍍鉻基板后步工序的要求,結合鞍鋼冷軋現有設備,研究了軋機軋輥粗糙度配置、軋輥磨削、干平整等工藝對于鋼板表面粗糙度的影響,使得平整后表面粗糙度達到了0.1 μm以下,表面光澤度達到了400,表面反射亮點滿足要求,成功開發出具有鞍鋼特色的高端電鍍鉻冷軋基板。
電鍍基板;表面粗糙度;表面光澤度;平整工藝
電鍍鉻板即在鋼板表面進行電解鉻酸鹽處理,使鋼板表面沉積一層金屬鉻以及鉻的水合氧化物。鍍鉻板產品具有低成本、附著力強、耐高溫性好、抗硫性強等特點。目前高端鍍鉻板產品的主要缺陷是表面孔隙率較高,這直接影響到鍍鉻板表面耐蝕性的好壞,研究表明,鍍鉻基板表面形貌對孔隙的形成有著重要的影響[1]。
鍍鉻基板的表面形貌以麻面、光亮表面和特別平滑表面最為普遍,鞍鋼的光亮表面和特別平滑表面鍍鉻基板已能常規生產。近年來,高端電鍍鉻基板趨向于要求超低粗糙度和高光澤度 (≤0.1 μm,光澤度400),鞍鋼因此而加大了對此類產品的開發研究。本文通過對軋制工藝、光亮退火及平整工藝的研究,基本可滿足生產高端電鍍鉻基板的特殊要求。
1 試驗材料及方案
選用厚度為3.5 mm的熱軋SPCC普碳鋼為原料,其化學成分如表1所示。

表1 化學成分(質量分數) %
李紅雨,碩士,工程師,1999年畢業于北京科技大學鋼鐵冶金專業。E-mail:lhy@ansteel.com.cn
鋼板軋制及處理過程如下:酸洗→5機架連軋→清洗機組脫脂→全氫罩式爐退火→4機架平整機組平整,軋機和平整工作輥磨削粗糙度方案如表2所示。

表2 軋機和平整工作輥粗糙度方案 μm
為降低帶鋼表面粗糙度,設計了三種生產方案,軋機潤滑條件為乳化液,試驗方案1和2選用濕平整,試驗方案3選用干平整方式。生產完成后,利用100X MICROSCOPE觀察帶鋼表面形貌,用TR201手持式粗糙度測量儀測試帶鋼表面粗糙度,用BYK4430光澤度儀測量帶鋼表面光澤度。
2 試制結果及分析
2.1軋后帶鋼表面形貌
圖1為軋后帶鋼的表面形貌。經過連續5機架軋制后,帶鋼表面凹坑和輥痕的尺寸已逐漸減小,帶鋼表面光潔度逐漸提高[2],帶鋼經過5機架時,帶鋼與軋輥表面的實際接觸面積增加。經不同方案軋制,帶鋼表面形貌存在較大差異,軋輥粗糙度對帶鋼表面形貌有較大影響。

圖1 三種試驗方案軋后帶鋼表面形貌
圖1(a)中,帶鋼表面輥痕缺陷較為明顯,輥痕不規則,粗細深淺不一,表面反射亮點多;圖1(b)中,帶鋼表面輥痕缺陷明顯,輥痕線條均勻,但深淺不一,表面反射亮點較多;圖1(c)中,帶鋼表面輥痕缺陷不明顯,輥痕線條粗細深淺均勻,表面反射亮點較少。
根據陳金山等[3]對冷軋過程中軋輥表面粗糙度對帶鋼表面粗糙度和表面微觀缺陷率影響的研究,隨軋輥粗糙度的增大,帶鋼表面微坑缺陷增多、表面粗糙度逐漸增大,帶鋼表面質量惡化,圖1(a)產生原因為第4機架軋輥粗糙度偏高,復印到帶鋼表面的輥痕較多;而按試驗方案2軋制時,因第4機架軋輥粗糙度偏低,出現軋制不穩打滑現象,使帶鋼橫向軋制力不均,而出現帶鋼表面輥痕線條深淺不一,如圖1(b)中所示;試驗方案3中,第4機架軋輥粗糙度與福田國夫試驗曲線軋輥表面粗糙度0.26 μm相近,軋輥咬入入口處通過軋輥上較粗的磨紋的谷處軋制油被擠出,使微小缺陷的油膜厚度變薄從而使微小缺陷平滑化,使得軋后帶鋼表面微小凹坑缺陷大幅減少,表現出反射亮點很少,如圖1(c)所示。
2.2平整后帶鋼表面形貌
軋制后帶鋼鋼卷經脫脂烘干,進入全氫罩式退火爐中進行再結晶退火,此過程消除了軋制時的加工硬化,保證后續平整時軋輥粗糙度的復印,另因帶鋼表面油脂和鐵粉的去除,使帶鋼表面光澤度得到進一步提高。
圖2為平整后帶鋼表面形貌。從圖中可看出,三種方案平整后帶鋼表面輥痕和反射亮點缺陷均較大減少。圖2(a)中,帶鋼表面輥痕缺陷較為明顯,輥痕有深淺現象,表面反射亮點多;圖2(b)中,帶鋼表面輥痕缺陷不明顯,表面反射亮點較多;圖 2(c)中,帶鋼表面輥痕缺陷不明顯,輥痕線條粗細深淺均勻,表面反射亮點較少。圖2(c)為干平整生產,表面反射亮點較濕平整生產的圖2(a)、(b)大幅度減少。
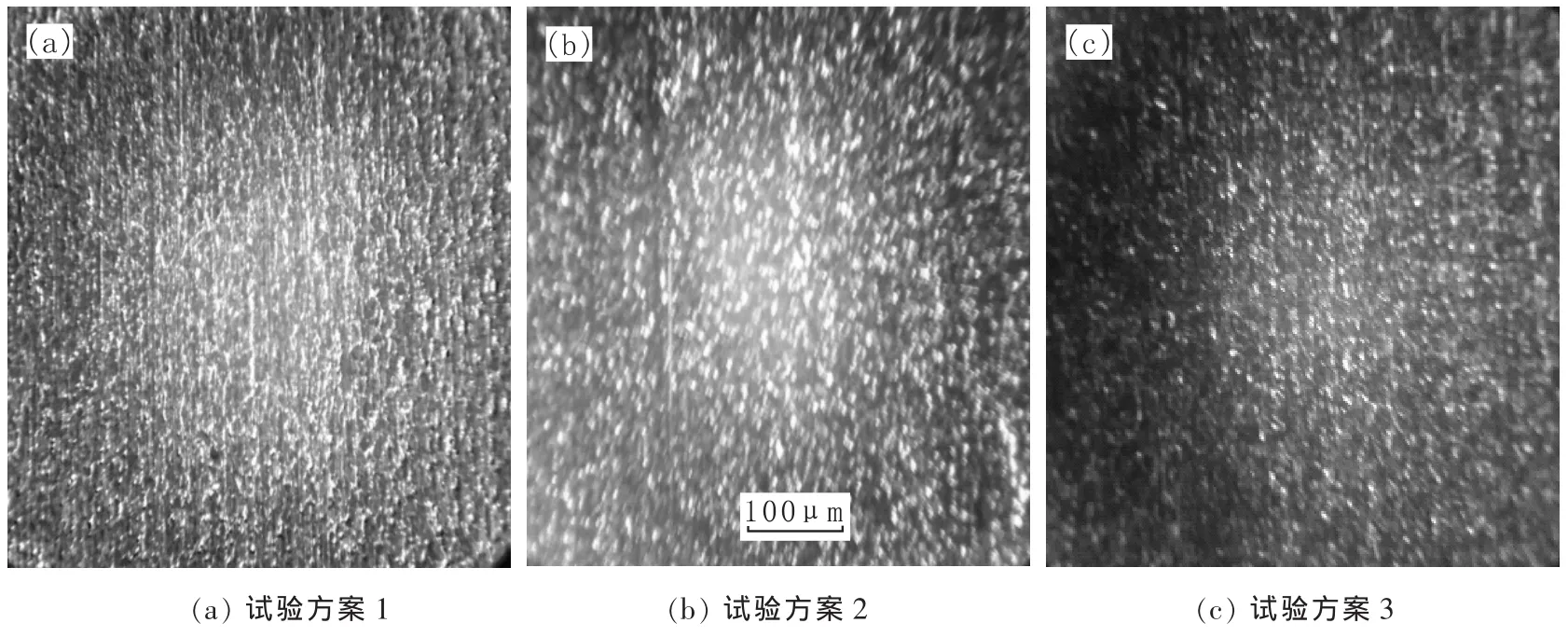
圖2 平整后帶鋼表面形貌
由圖1和圖2對比可看出,軋后帶鋼表面形貌對平整的效果影響很大,減少軋后帶鋼反射亮點及不規則輥痕可明顯降低平后反射亮點及輥痕。
2.3帶鋼表面粗糙度及光澤度
平整軋制前后帶鋼表面粗糙度和光澤度變化如表3、4所示。
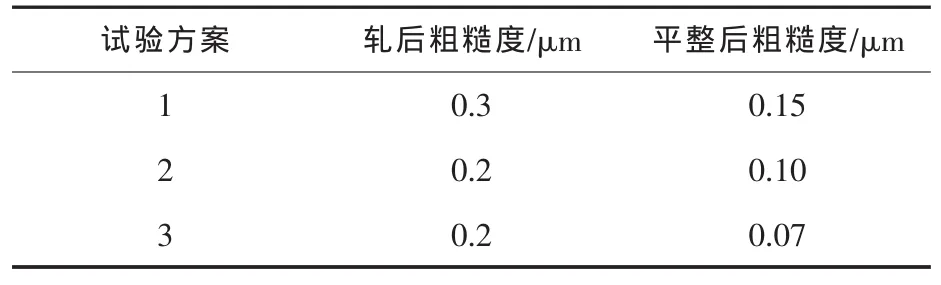
表3 平整軋制前后帶鋼表面粗糙度變化
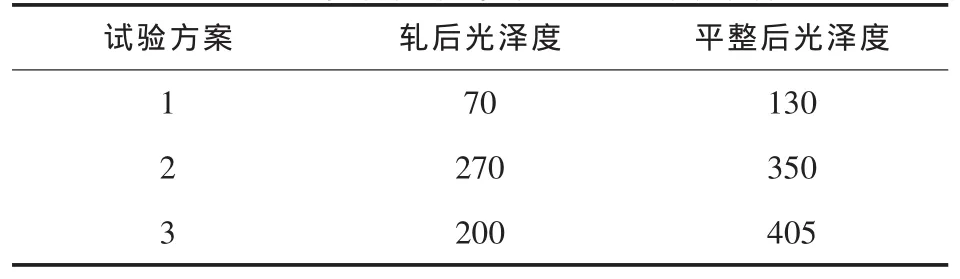
表4 平整軋制前后帶鋼表面光澤度變化
冷軋帶鋼表面光澤度在實際生產中是用粗糙度進行控制的,試驗方案2濕平整后表面粗糙度達到0.1 μm,而試驗方案3干平整后表面粗糙度低于0.1 μm,干平整對表面粗糙度的調整較濕平整稍好。試驗方案2干平整后表面光澤度達到350,而試驗方案3干平整后表面光澤度達到405,因此干平整對提高帶鋼表面光澤度效果更好。
2.4分析
通過三種生產方案對比,方案1效果不好,帶鋼成品粗糙度和光澤度均不能滿足要求;方案2生產不穩定;方案3的效果最好,干平整后帶鋼粗糙度降低到0.1 μm以下,表面光澤度達到了405,且帶鋼表面反射亮點滿足電鍍鉻要求,達到了國外產品的質量水平。
3 結論
(1)大幅度降低4機架和5機架工作輥粗糙度,對改善帶鋼表面形貌的效果不佳,軋制不穩定,試驗失敗。
(2)采用平整軋制,使帶鋼成品表面形貌更好,粗糙度降低,光澤度提高。
(3)試驗方案3為較為合理的工藝,產品已達到用戶使用要求。通過更深入研究,電鍍鉻基板表面形貌控制水平將進一步提高。
[1]唐超,徐冬梅,張裕海,等.鍍鉻板表面孔隙率的研究[J].上海金屬,2015,37(5):15-19.
[2]井玉安,臧曉明,商秋月,等.不同潤滑條件下帶鋼冷軋后表面形貌演變規律研究[J].軋鋼,2015,32(6):18-23.
[3]陳金山,李長生,曹勇.軋輥粗糙度對不銹鋼板帶表面和工藝參數的影響[J].機械工程學報,2013,49(4):30-36.
(編輯 袁曉青)
Study on Control of Surface Roughness of High-end Cold Rolled Black Plate with Eletrodeposited Chromium
Li Hongyu1,Fu Sibao1,Yang Junrong1,Ding Yanyong2,Liu Yingming1
(1.Cold Rolled Strip Steel Mill of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning,China;2.Product Developing Department of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning,China)
According to the requirements of subsequent production processes for producing a high-end cold rolled steel plate with electrodeposited chromium and the existing cold rolled equipment in Ansteel,the effect of such technologies as the roughness configuration technology for the rolls of a rolling mill,the roll-grinding technology and the dry temper technology on the surface roughness of a steel plate was studied.Based on the study,the surface roughness reached up to the value of 0.1 μm while the surface gloss was 400 after finishing the temper rolling process.And what's more the surface reflection highlight met the requirements required by the steel plate.So the high-end cold rolled black plate with electrodeposited chromium was developed successfully in Ansteel.
electroplated black plate;surface roughness;surface gloss;temper rolling technology
TG174
A
1006-4613(2016)04-0039-03
2016-07-01