CBGA器件焊點溫度循環失效分析
2016-09-06 01:46:03呂曉瑞林鵬榮黃穎卓唐超練濱浩姚全斌
電子產品可靠性與環境試驗 2016年3期
關鍵詞:裂紋
呂曉瑞,林鵬榮,黃穎卓,唐超,練濱浩,姚全斌
(北京微電子技術研究所,北京 100076)
?
CBGA器件焊點溫度循環失效分析
呂曉瑞,林鵬榮,黃穎卓,唐超,練濱浩,姚全斌
(北京微電子技術研究所,北京100076)
陶瓷球柵封裝陣列 (CBGA)器件的陶瓷器件與印制電路板之間熱膨脹系數的差異是導致焊點失效的主要因素,其可靠性一直是CBGA封裝器件設計時需重點考慮的問題[1]。對CBGA植球器件的板級表貼焊點在-55~105℃溫度循環載荷條件下的失效機理進行了研究,結果表明,CBGA板級表貼器件的焊點的主要失效部位在陶瓷一側焊料與焊球界面和焊點與焊盤界面兩處,邊角焊點優先開裂,是失效分析的關鍵點;隨著循環周期的增加,內側鏈路依次發生斷路失效。
陶瓷球柵封裝陣列;溫度循環;菊花鏈設計;可靠性
0 引言
BGA按封裝基板材料分主要有4種基本類型:PBGA、EBGA、CBGA和TBGA。為了滿足多引腳、高散熱能力、高頻、低損耗、小型和薄形等各種特殊需要,每種BGA又派生出了許多新的形式[2]。CBGA的芯片連接在多層陶瓷載體的上表面,芯片與多層陶瓷載體的連接可以有兩種形式:1)是芯片的電極面朝上,采用金屬絲壓焊的方式實現連接;2)是芯片的電極朝下,采用倒裝片方式來實現芯片與載體的連接。芯片連接固定之后,采用環氧樹脂等灌封材料對其進行封裝以提高其可靠性,提供必要的機械防護[3]。
在表面貼裝技術 (SMT:Surface Mount Techno1ogy)的應用推廣過程中,為了滿足集成電路小型化、多引腳、高密度和高可靠的封裝要求,焊點的可靠性問題,即在功率循環和溫度循環中由于電子元件與基板材料之間存在熱膨脹失配,使焊點內部產生應力而最終導致焊點失效的問題受到了人們越來越多的關注[4]。焊點在溫度循環條件下的可靠性問題可以通過試驗研究和理論計算兩種途徑來解決。
本文對CBGA植球器件板級表貼焊點在溫度循環載荷條件下的疲勞可靠性和失效模式進行了研究分析,對焊點疲勞壽命進行了試驗研究,并對焊點的失效模式進行了分析。
1 試驗方法
板級可靠性試驗采用的CBGA陶瓷外殼的尺寸為 35 mm×35 mm×2.5 mm,陣列形式是CBGA729,焊盤節距為1.27 mm,焊盤直徑為0.70 mm,焊球直徑為0.76 mm,焊球和焊料的成分分別為90Pb10Sn和63Sn37Pb。表貼用PCB基板的尺寸為230 mm×145 mm×2.35 mm,焊盤節距為1.27 mm,焊盤直徑為0.70 mm。
為了有效地檢測焊點在溫度循環試驗過程中的互連狀態,采用菊花鏈路設計對陶瓷外殼和PCB基板進行布線,如圖1所示,通過測試鏈路的電阻來檢測焊點是否發生開裂。
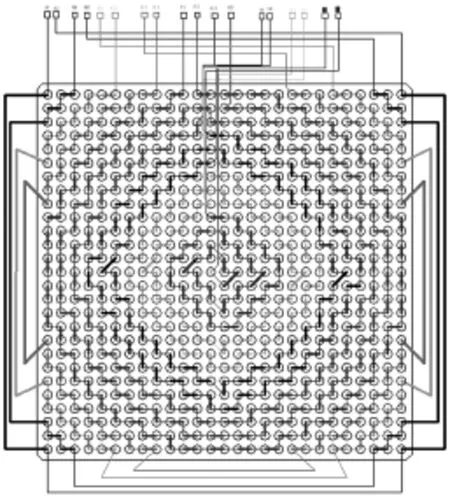
圖1 菊花鏈路布線設計圖
按照IPC 9701進行溫度循環可靠性試驗,溫度范圍為-55~100℃,高低溫保溫15 min,升降溫速率為10℃/min,循環周期約為1 h,溫度循環曲線如圖2所示。
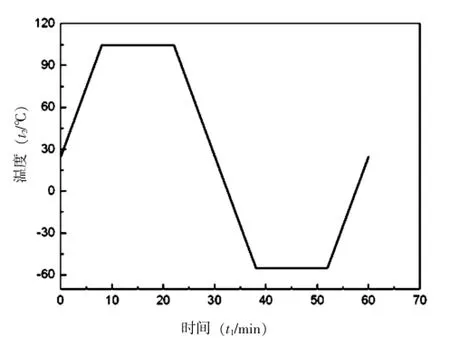
圖2 溫度循環曲線
2 結果分析和討論
2.1熱疲勞失效
將完成了植球的CBGA植球器件表貼到PCB基板上后,對表貼樣品進行前烘處理,然后在溫循箱中進行溫度循環試驗,每隔100個周期將表貼樣品取出并進行焊點外觀檢查和電通斷測試,CBGA板級表貼樣品如圖3所示。溫度循環過程中通過測試菊花鏈路的電阻值對焊點的電連接性進行檢測,以鏈路的電阻值作為判定焊點是否失效的依據。
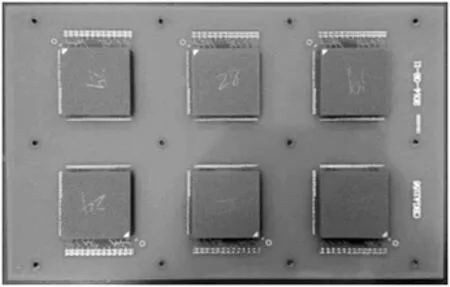
圖3 CBGA板級表貼樣品
試驗結果表明,CBGA板級表貼器件在周期性變化的溫度載荷條件下,由于陶瓷外殼和PCB基板的熱膨脹系數不匹配引起的應力應變會導致焊點發生一定的變形,隨著循環周期的增加,焊點變形會越來越嚴重。表貼后的器件在溫度循環過程中,材料會發生熱脹冷縮現象,不同材料的熱脹冷縮的程度取決于其熱膨脹系數,由于陶瓷封裝體與PCB基板之間的熱膨脹系數的差異較大,溫度升降過程中兩者的變形量相差也較大,所以焊點會承受這種變形量差異帶來的剪切力的作用,并在焊點內部產生應力集中。可見,在周期性的載荷應力的作用下,焊點發生了不同程度的變形,兩側焊點的變形最嚴重,內側焊點的變形量逐漸地減小。在溫度循環載荷的作用下,焊點所承受的剪切力的大小和方向也發生周期性的變化,周期性應力集中會促使焊點內部裂紋的萌生和生長,最終導致焊點開裂和斷路,溫度循環過程中表貼焊點的外觀演變如圖4所示。
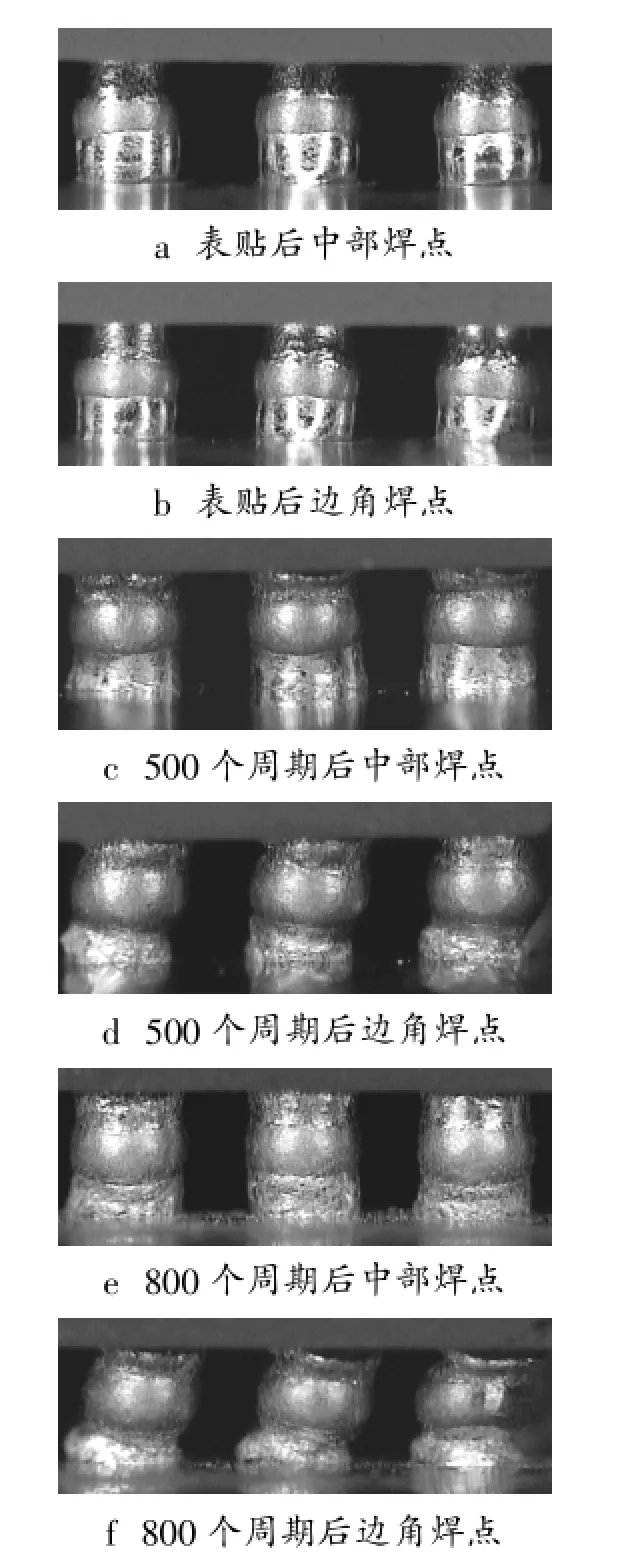
圖4 溫度循環過程中表貼焊點的外觀演變
菊花鏈路電通斷測試結果表明,菊花鏈路的電阻值在焊點斷裂之前幾乎不會發生明顯的變化,該過程中焊點的內部裂紋會不斷地萌生和生長,當焊點開裂到一定的程度時,鏈路的電阻值急劇地增大,此時可以認為鏈路中的焊點發生了斷路,電氣性能已經不能滿足要求。試驗結果表明,在600次溫度循環之后,器件的外圍鏈路首先發生了斷路,隨著循環周期的增加,內側鏈路依次發生斷路失效。對于CBGA植球器件而言,邊角處的焊點在溫度循環過程中所承受的剪切應力最大,最容易發生變形、出現裂紋和斷裂,是失效分析的關鍵點,邊角處焊點的溫度循環疲勞壽命可以反映整個器件的疲勞壽命。
2.2失效機理分析
為了分析焊點的失效機理和裂紋的擴展方式,對電通斷失效器件的焊點進行了焊點界面SEM分析。試驗結果表明,陶瓷一側焊料與焊球界面和焊點與焊盤界面處首先萌生裂紋,隨著溫度循環過程的繼續,裂紋沿界面向焊點內部擴展,兩側裂紋接觸后導致了最終焊點的開裂失效,如圖5所示。同時,發現器件左右兩側焊點裂紋萌生的位置和擴展方向呈對稱趨勢,這與CBGA器件本身陣列排布地軸對稱相關。
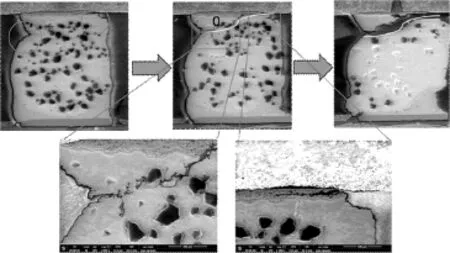
圖5 表貼焊點裂紋擴展圖示
在CBGA器件表貼回流過程中,由于PCB基板的熱膨脹系數與陶瓷外殼的相差較大,回流升溫時PCB基板發生的延伸量更大,降溫冷卻過程中焊點凝固后,基板還未來得及收縮,在冷卻到室溫時會在焊點處產生應力集中,焊點與器件中心的距離越遠,PCB基板和陶瓷外殼之間的相對位移越大,焊點內部的殘余應力也就越大。CBGA器件表貼回流過程如圖6所示,在此過程中焊點內側陶瓷器件焊盤一側承受壓應力,外側PCB基板焊盤一側承受拉應力,表貼工藝過程在焊點處產生的殘余應力會誘發后期可靠性試驗過程中焊點裂紋的萌生,溫度循環試驗過程中材料之間熱失配產生的周期性剪切應力促進焊點裂紋擴展、導致開裂斷路失效。
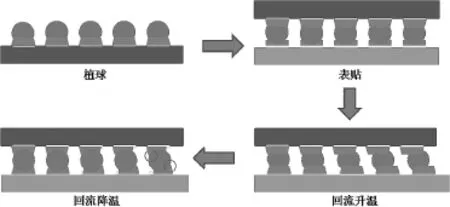
圖6 CBGA器件表貼回流過程示意圖
3 結束語
通過對CBGA植球器件的板級表貼焊點在溫度循環載荷條件下的疲勞可靠性和失效模式進行分析,得到了以下幾點結論。
a)在溫度循環載荷作用下,周期性內應力促使焊點內部裂紋的萌生和生長,焊點發生歪斜變形,邊角焊點的變形更嚴重。
b)在溫度循環加速老化過程中,器件外圍鏈路會優先發生斷路失效,隨著循環周期的增加,內側鏈路依次發生斷路失效。
c) CBGA器件表貼工藝過程產生的殘余內應力會促使焊點裂紋在焊點界面萌生,陶瓷一側焊料與焊球界面和焊點與焊盤界面處首先發生開裂,裂紋沿界面向焊點內部擴展,兩側裂紋接觸后導致了最終焊點的開裂失效。
[1]薛松柏,胡永芳,禹勝林,等.熱循環對CBGA封裝焊點組織和抗剪強度的影響 [J].焊接學報,2006,27(6):1-4.
[2]孫軼,何睿,班玉寶,等.陶瓷焊球陣列封裝可靠性研究與試驗分析 [J].航空科學技術,2014,25(8):87-90.
[3]陳麗麗,李思陽,趙金林.BGA焊點可靠性研究綜述[J].電子質量,2012(9):22-27.
[4]CHARBONNEAU Pau1,OHMAN Hans,FORTIN Marc. So1der joint re1iabi1ity assessment for a high performance RF ceramic package[C]//IMAPS 2014 Proceedings,2014.[5]ZHOU Hai,ZHANG Jia-wei,SHEN Chao-bo,et a1.Effects on the re1iabi1ity of 1ead-free so1der joints under harsh environment[C]//IMAPS 2014 Proceedings,2014.
Failure Analysis of the Solder Point of CBGA during Thermal Cycling
LU Xiao-rui,LIN Peng-rong,HUANG Ying-zhuo,TANG Chao,LIAN Bin-hao,YAO Quan-bin
(Beijing Microe1ectronics Techno1ogy Institute,Beijing 100076,China)
The difference of therma1 expansion coefficient between ceramic device and PCB of CBGA device is the main factor causing the fai1ure of so1der joint,and the re1iabi1ity of so1der joint has become a significant consideration whi1e designing CBGA packaging device.The fai1ure mechanism of board-1eve1 surface-mounted so1der joint of CBGA device under the temperature cyc1ing 1oad within-55~105℃ is studied.The results show that the main failure parts of solder joint of CBGA board-level surface-mounted device are the interface between solder and solder ball as well as the interface between solder joint and pad.The corner joints crack first1y,which is the key point of the fai1ure ana1ysis.And with the increase of cyc1e periond,the inner 1inks gradua11y break and fai1.
CBGA;temperature cyc1e;daisy chain design;re1iabi1ity
TN 305.94
A
1672-5468(2016)03-0019-04
10.3969/j.issn.1672-5468.2016.03.004
2015-11-24
2016-01-12
呂曉瑞 (1985-),女,山西運城人,北京微電子技術研究所工程師,主要從事CBGA、CCGA及倒裝焊封裝結構工藝技術研發、封裝失效分析與可靠性研究等工作。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
