整車開發的質量控制體系對標分析
2016-08-20 08:09:26王龍飛朱嘉勇
汽車工程師 2016年12期
王龍飛 朱嘉勇
(北京汽車國際發展有限公司)

近些年來汽車企業之間的競爭愈加激烈,質量已成為保持企業核心競爭力的必要條件。目前的企業對標研究已經取得了不少成果,但是專門針對汽車行業整車開發質量管理的對標分析還存在著研究不夠深入的情況。文獻[1]提出新車型開發中整車對標主要包括整車結構和功能分析、性能試驗、逆向分析和缺陷分析。文獻[2]構建了汽車企業對標管理指標體系,將企業競爭力分為顯示性競爭力和內因性競爭力,設立了40多項對標指標。文獻[3]構建了一汽轎車品牌競爭力綜合評價指標體系,用雷達圖與大眾汽車進行了對標分析。文獻[4]對北京現代和長安福特的不同類型車型進行了銷量、空間及性價比分類對標。文獻[5]提出汽車產品標桿分析的主要內容包括布置分析、結構分析、性能分析、人機分析、成本質量分析及法規分析。文章以A汽車公司質量控制管理為例,采用與優秀企業B進行對標分析[6]的方法,取長補短,完善現有的整車開發質量控制體系。
1 對標分析
1.1 對標因素的確定
整車開發基于PDCA循環[7]方法,將產品的實現過程劃分為研發、采購、制造和銷售4個主要階段。同時組織機構又是各部門職責和分工的基礎,因此主要從這5個因素上進行比較,以期能從整個產品實現的質量控制鏈上分析,找出目前A公司質量管控體系的短板。
1.2 對標因素的比較
1.2.1 質量組織機構對比
B公司以質量業務為導向劃分各職能部門,分工較細,質量檢驗與改善結合進行,針對性強;同時各部門業務的專業性強,在質量改善中能夠起到主導作用。而A公司主要采用中心制管理模式,各中心主要負責前期業務,后期業務基本都放在了各分公司的業務部門;供應商質量管理部門則設置在采購中心。
目前A公司質量組織機構各部門的業務能力單一、關聯性較弱且專業性偏弱,前期和后期業務交接困難,質量管理部門對供應商的管控能力也比較弱。
1.2.2 研發質量管理對標
從產品研發流程、樣車管理和防止再發3個方面進行研發質量對標分析。
1)產品研發流程方面。2家公司的產品開發流程,如圖1所示。B公司產品研發流程以產品先期質量策劃(APQP)[8]為原點,按照“并行、規范、流程化及無縫連接”的原則,在產品研發流程體系中定義了14個項目階段里程碑,并細化明確了40個質量控制點,如圖1a所示。而A公司僅定義了8個項目里程碑,管理不夠細化,各閥點交付物之間關聯性差,如圖1b所示。
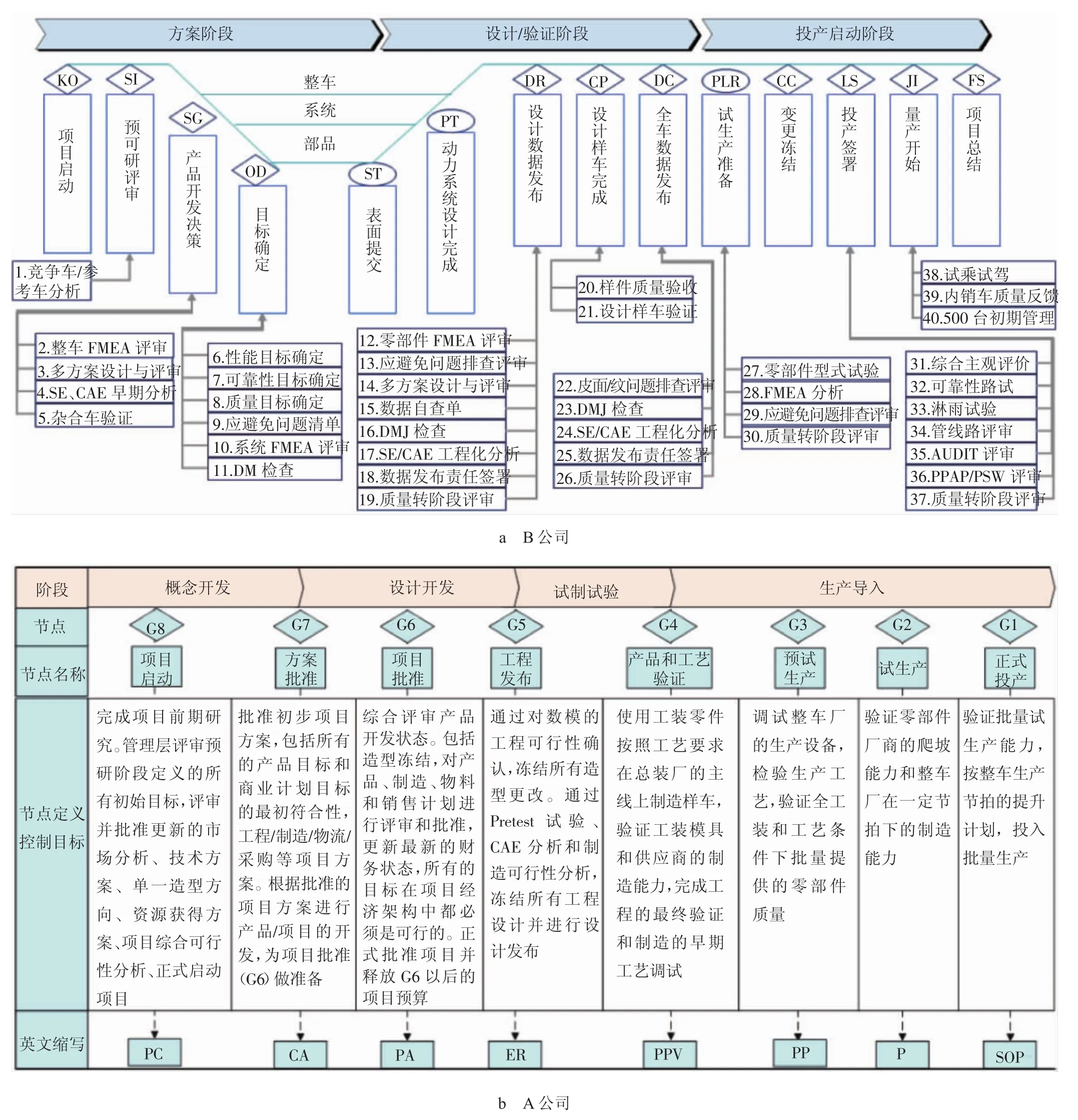
圖1 整車產品開發流程
2)樣車管理方面。B公司要求售后服務部對第1輪生產車進行可維修性評價;正式投入市場銷售前進行試駕,總的試駕里程不少于3000km,試駕時間至少2個月,要求在一般路面、城區及高速路各試駕1000km。而A公司可維修性評價工作暫未規范展開,也無內部客戶早期車型試駕。
3)防止再發管理方面。B公司對法規件、安全件及市場關注前10位零部件的FMEA[9]做專項評審;對設計開發、生產制造、售前售后出現的典型質量問題,制定措施,并持續更新FMEA。而A公司雖然有再發防止問題清單,但未體現在FMEA中。
從以上對比可以看出:A公司的產品研發流程管理比較粗泛,對各里程碑質量控制要點之間的要求不夠細化;欠缺對試生產車的可維修性評價,無樣車試駕要求;缺少對關鍵件的潛在失效評審,未將過往問題作為輸入動態更新FMEA。
1.2.3 采購質量管理對標
采購質量對標主要從供應商APQP管控、防止再發及分供方管理3個方面進行比較。
1)供應商APQP管控方面。B公司要求供應商根據生產件批準程序(PPAP)提交等級,定期自主召開項目推進會,會議紀要提交供應商質量管理工程師(SQE)。供應商每月按照APQP階段審核表對每項工作進行檢查,出現紅色或黃色狀態,通知SQE。而A公司未區分風險供應商和一般供應商,管理比較泛泛。
2)防止再發方面。B公司要求SQE對同類產品質量問題進行收集,并傳遞給供應商。而A公司SQE雖編制再發防止措施報告,但不與供應商共享信息。
3)分供方管理方面。B公司SQE有分供方審核和評價機制,對分供方具有一票否決權。而A公司不管理供應商關鍵分供方,也不做現場審核。
從以上對比來看:A公司采購質量的APQP管理有效性差,不能識別出高風險供應商;分供方管理失控,問題分析和解決不夠深入。
1.2.4 制造質量管理對標
B公司的部門設置專業性較強,具有承前啟后的作用,對產品制造質量的控制突出了質量優先的原則,構建了以質量為核心的生產制造系統。每道生產工序都遵循了“自檢、首檢及巡檢”的原則,同時對缺陷“不接受、不制造、不傳遞、不隱瞞”,對不同的問題分級管理,TOP重點問題上看板,強化目視化管理,并積極推行全員參與質量問題防再發。而A公司將供應商質量管理職責放在了采購部門,很難與質量中心部門協同保證外購件質量,部門專業化程度低,協同工作困難。同時生產制造工位的關鍵作業指導書不夠細化,受人為影響因素較大,缺少防錯措施。
1.2.5 市場質量管理對標分析
在上市初期質量信息跟蹤方面,B公司要求銷售公司新車上市3個月完成新車市場質量調研報告發布;由售后服務部牽頭,在產品上市的前180天內,所有市場上的問題必須通過質量日報反饋到項目組和工廠;同時由項目組牽頭,組織質量、SQE、制造及售后服務部門分析每天的質量日報。
而A公司由質量中心牽頭,根據上市車型保有量情況自主調研;銷售公司服務部針對新車型100天內的全部市場問題形成日報,發給研究院、采購部、工廠及質量部;質量部門編制、分析并發布日報。與B公司的跨團隊聯合工作小組相比,A公司初期質量問題的處理過程中,設計部門和供應商的參與程度低,問題的響應速度和分析解決速度相對較慢。
2 存在的主要問題
對A公司質量管理控制體系存在的重點問題歸納如下。
1)質量部門分工的專業性較弱。目前A公司的供應商質量部門設置在采購中心,這是典型的以成本為核心的供應商質量管理機構,質量中心在供應商質量管理方面的話語權弱,供應商的質量受控力度低。
2)整車研發過程中的質量管理比較粗放。目前A公司的整車開發分為了8個關鍵閥點,從G8閥項目啟動到G1閥正式投產由研究部門牽頭,各閥點間的指標達成情況受質量部門監督的情況較差。
3)對供應商的質量管理工作不夠深入。目前A公司對供應商的APQP管控流于形式,對高風險供應商的識別不足,也不能識別出關鍵分供方的風險。
4)制造過程的質量控制能力不足。目前A公司作業指導書標準化程度差,關鍵特性要求不夠精細化,缺少缺陷深入分析及持續完善管理體系的機制。
3 改進策略
3.1 調整供應商質量管理部門及工作職責
將原本以成本為核心的供應商管理機構,調整為以質量為核心的供應商質量管理機構。將SQE由采購中心供應商管理部調整至質量中心,分公司采購科SQE調整至質控部。原供應商質量管理的職責和工作任務重新劃分到質量中心。部門變更后,加強了質量中心對供應商質量管控的能力,供應商定點和淘汰由質量部門把關,極大地降低了成本的影響。
3.2 細化研發質量的過程控制
3.2.1 引入產品研發質量門評審
構建質量門評審機制,在整車開發流程的各個閥點前建立質量評審節點,作為開閥的必要條件和前提輸入。將G8~G1閥劃分為質量策劃、設計質量保證和生產導入實物質量保證3個重要階段,同時對產品的設計質量、零部件質量、過程質量和整車質量的關鍵指標做進一步的細化要求。新構建的質量門,如圖2所示。
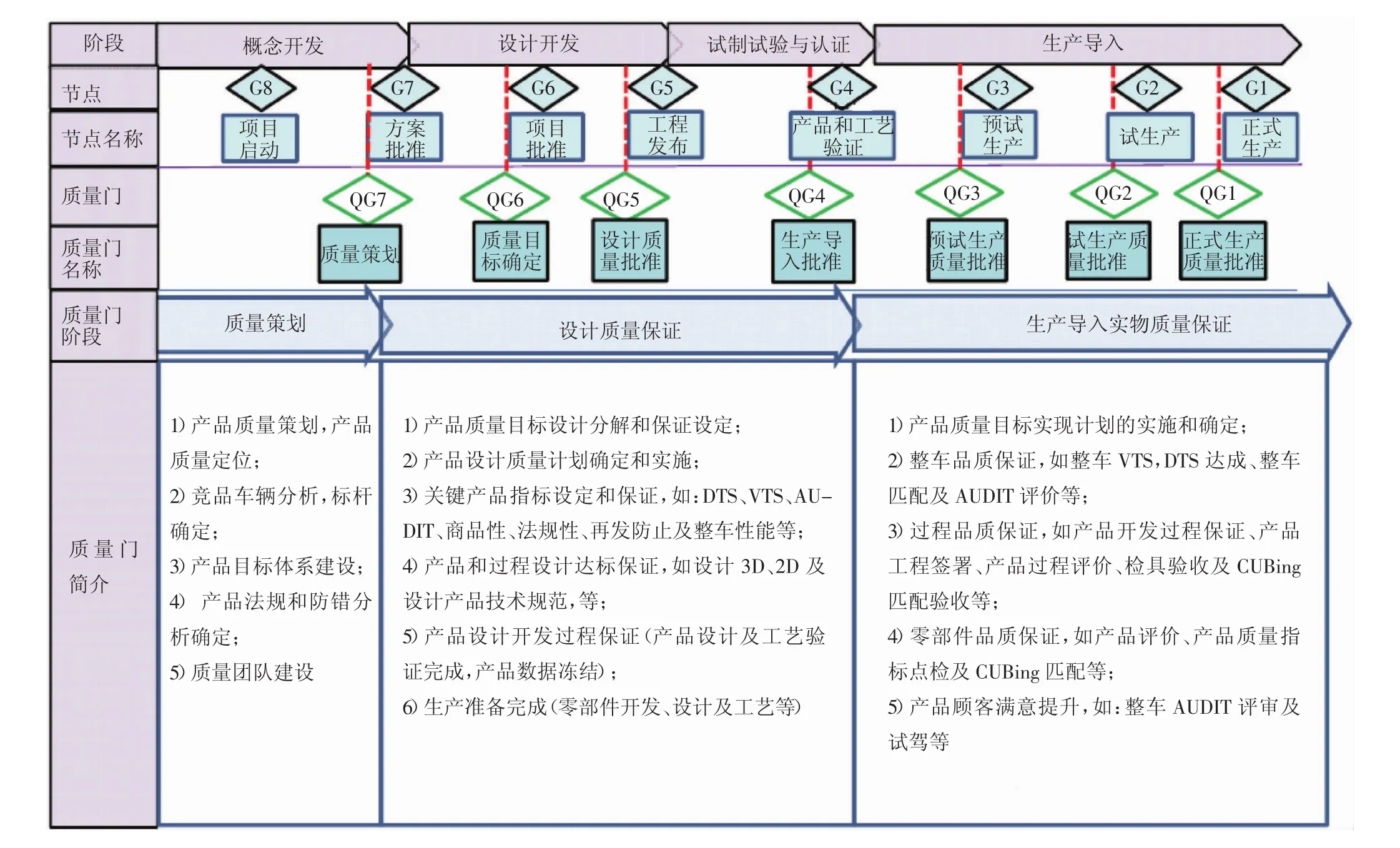
圖2 A公司整車產品研發質量門
3.2.2 運用FMEA方法早期防止質量問題再發
把FMEA融入產品開發過程當中,從項目立項開始就做系統/零部件的設計FMEA策劃,在每個閥點之間做設計評審,主要包括計劃、執行、文件歸檔和持續更新及反饋等階段。該工作由研究院設計人員主導,運用FMEA方法,對系統及零部件失效風險做現行設計的風險順序數(RPN)評估,提前采取措施降低風險。根據過往問題清單和供應商設計經驗找出潛在失效模式,并分析其可能的后果,從而對高風險質量問題做早期預測和預防。
3.3 提升供應商質量管理能力
3.3.1 用APQP方法做好供應商前期質量策劃
依據APQP方法對供應商質量管理流程重新梳理,便于早期識別高風險供應商,并持續降低供應商的風險。確定的供應商APQP整體分為6個階段。
1)定點前活動。a.產品采購策略會議;b.零部件采購部發出報價請求(RFQ);c.產品工程師召開技術評審;d.采購工程師/SQE/產品工程師進行定點相關活動。
2)計劃與定義項目。a.SQE策劃并主持APQP啟動會議;b.供應商提供更新的進度表、問題清單、過程流程圖、FMEA及控制計劃等文件;c.初始設計與量具、工裝及設備評審。
3)產品設計與開發。a.SQE參與設計評審和研討會;b.SQE評審量具與工裝設計概念;c.SQE評審過程流程、FMEA和控制計劃的原型文件;d.相關部門批準工裝樣件(OTS)相關計劃;e.進行項目評審。
4)過程設計與開發。a.SQE參與設計評審并提出經驗教訓;b.SQE評審量具與工裝設計;c.SQE指導過程流程圖、FMEA及控制計劃的更新;d.SQE評審RPN降低計劃;e.批準OTS樣件;f.更新風險評估;g.進行項目評審。
5)產品與過程驗證。a.SQE進行工裝現場評審;b.SQE對PPAP進行評審和狀態確定;c.按節拍生產;d.進行項目評審。
6)反饋、評審與糾正措施。a.供應商進行持續改進和更新控制計劃;b.早期生產遏制程序;c.總結經驗教訓,并更新 FMEA;d.完成 APQP。
3.3.2 對關鍵分供方的管理深入挖掘
加強供應商分供方的風險早期識別,將管理延伸到重點分供方。要求供應商在早期報價時就提供原始分供方清單,進行初步的風險評估,對高風險的分供方可到現場審查。新項目定點后,供應商提供正式的分供方清單,由SQE和產品工程師根據過往問題清單、供應商質量表現、關鍵特性和特殊工藝等篩選出高風險分供方,必要時可延伸到三級分供方。要求高風險供應商對二級分供方做特殊管控,并在量產前提供零件提交保證書(PSW)批準,最大限度保證零部件質量的穩定。
3.4 完善生產過程質量控制能力
3.4.1 完善生產線裝配作業指導標準
從“人、機、料、法、環、測”6個方面對生產過程中的質量控制進行全面檢討,完善各工位的裝配作業指導書。對生產人員進行質量意識培訓,要求操作工對缺陷“不接受、不制造、不傳遞、不隱瞞”;設備定期點檢,提升設備自動化程度,防止錯裝漏裝;編制外協零部件檢驗指導書,對每批入庫零部件做抽檢;標準化和細化裝配工藝作業指導書,將易發生問題工位列入重點管理項,全數點檢并做標記,制定關鍵工序線下工序檢查確認書;工作環境嚴格執行5S管理,對工位每日整理、整頓、清潔、清掃、素養,防止異物混入;設立驗證崗位,檢驗員對操作工位做首件、末件和定期巡檢。同時每日班前開快速反應會議,對不良問題做防再發討論。
3.4.2 在生產現場導入質量確認地圖工具
為了有效降低質量問題流出工位,在總裝、車身、涂裝及焊接四大車間生產現場導入質量確認地圖(QCM)工具,通過確定和遵守檢查要求來適時地響應對顧客關心問題的圍堵,如圖3所示。

圖3 整車質量確認地圖流程
運用流程圖和方塊圖來描述在制造區域的哪些地方有質量問題的檢查點。將問題劃分為長期檢查項目、臨時檢查項目和刪除檢查項目。新發問題先列入新增項目作為臨時檢查項目管控,如連續30個工作日無問題則可刪除,如再發則列入長期檢查項目。如長期檢查項目經90個工作日無問題,經評估風險持續降低,可列入刪除檢查項目。通過動態的問題升級管理,讓全員參與到質量問題改進當中。
4 結論
文章以B公司作為對比標桿,找出了A公司目前質量控制體系存在的主要問題,并提出了改進策略。通過整車開發的質量控制體系對標分析得出:1)有效的對標分析可以促使企業發現自身弱點,并持續改進;2)企業發展到一定階段,有必要根據實際情況調整和優化組織結構;3)產品研發是質量的源頭,運用FMEA方法能持續降低設計風險;4)做好產品先期質量策劃,能夠使供應商的質量管理工作前置。
猜你喜歡
今日農業(2022年15期)2022-09-20 06:56:20
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車觀察(2016年3期)2016-02-28 13:16:26
雜文月刊(2016年1期)2016-02-11 10:35:51
現代企業(2015年8期)2015-02-28 18:54:47
