淺談機械式定尺機電氣功能及剪切精度控制
2016-08-16 03:53:00楊秀超
大科技 2016年26期
楊秀超
(江蘇江陰興澄特種鋼鐵有限公司 214400)
淺談機械式定尺機電氣功能及剪切精度控制
楊秀超
(江蘇江陰興澄特種鋼鐵有限公司 214400)
本文介紹了鋼板剪切線應用的一種新型機械式定尺機,分析了定尺機的結構原理、功能組成和自動控制及精度控制方法。該機械式定尺機在使用過程中性能優良,具有較好的穩定性、可靠性和自動控制功能,能夠有效提高企業生產效率。
定尺機;電氣功能;精度控制
1 引言
隨著我國科技的進步、經濟社會的發展,以及橋梁、輪船、管道開發、工程機械等領域的迅猛發展,我國對各種規格的鋼板需求量越來越大。當前,各鋼鐵企業受限于中厚板生產線及板類裁剪設備的發展,而為適應現代中厚板高質量、高產量的要求,精細化生產和控制成本的要求隨之不斷提高,各大鋼廠對提高定尺京都和成才率的要求也越來越高,新增高性能定尺機及裁剪裝置已成為必然趨勢。因此,本文著重分析了一種新型機械式定尺機的結構、工作原理和控制過程。
2 機械式定尺機簡介
2.1 定尺機概述
機械式定尺機的用途是通過定尺擋板、定尺小車和絕對值編碼器的定位,對鋼板長度進行精確測量,配合定尺剪實現對鋼板定尺剪切的功能。該機械式定尺機的鋼板定尺設定范圍4~24m,鋼板的移送距離及速度控制由定尺剪機組電控系統通過操控測長輥、夾送輥、剪前輸入輥道、擺動輥道、輸出輥道等實現。
2.2 定尺機性能參數
主要性能參數如下:
(1)定尺移動行程:20,000mm;
(2)定尺長度范圍:4,000~24,000mm;
(3)移動速度:0~1.5m/s;
(4)定尺精度:0~+5mm;
(5)擋板提升高度:0~155mm(距輥面)。
3 定尺機結構組成及工作原理
定尺機與定尺剪前輸入輥道、夾送輥、定尺剪、擺動輥道、剪后輸出輥道等設備相互都有聯鎖、同步控制的要求,并與區域的來料跟蹤控制有關;各輥道的控制分組與數量等應按區域工藝要求,由定尺剪電控操作系統來統一考慮。該定尺機主要包含了定尺小車傳動裝置和擋板升降裝置。
3.1 定尺小車的傳動裝置
定尺小車的傳動裝置由一臺交流變頻電機(CV01 MKL/T,電機自帶風機冷卻,自帶測速編碼器CV02 BN/M)通過一臺錐齒輪箱帶動兩側的蝸輪蝸桿轉動,進而帶動蝸輪下方的傳動齒輪與齒條嚙合傳動,使定尺小車沿軋制線方向前后移動,以更改定尺長度。該傳動裝置包含定尺長度調整、小車停車定位、小車極限行程保護、視頻監視、小車位置標定等功能。
3.2 擋板升降裝置
擋板升降裝置由四個氣缸、連桿、升降擋板等組成。四個氣缸通過機械同步軸同步伸縮,以實現定尺擋板的升降功能。
鋼板低速靠緊擋板時,因氣缸的作用鋼板不會后退;若鋼板高速沖撞擋板時,撞擊力通過擋板支座傳遞至氣缸有桿腔,由于氣體具有可壓縮性,因此該擋板升降裝置具有緩沖、吸振的作用。在送板到位后,應考慮延時,以便氣缸復位,保證定尺精確。擋板升降裝置分為三個工作狀態:抬起擋板狀態、降下擋板狀態、檢修狀態。
3.3 控制邏輯
(1)定尺機電控程序按設定的定尺范圍,將定尺小車平穩、精確移動到位,放下升降擋板;
(2)定尺剪電控系統同步控制剪前輸送輥道、夾送輥、剪后擺動輥道、輸出輥道等,使鋼板準確、平穩地緊貼在升降擋板前端面(需操作工視頻再次確認);由定尺剪壓緊缸壓緊鋼板,啟動定尺剪完成一次定尺剪切動作,執行剪切動作的同時,定尺機的升降擋板抬起;
(3)定尺剪電控系統控制剪后擺動輥道、輸出輥道送走鋼板;完成一次剪切過程;
(4)剪切子板送出剪切區后定尺機再次降下定尺擋板;
(5)定尺剪電控系統再次送板進行下一次剪切動作;
(6)重復以上定尺步驟,直到整塊母板完成定尺剪切。
4 定尺機自動控制及精度控制
4.1 定尺機自動控制過程
在車間3級系統根據計劃和工藝要求下發定尺參數、定尺剪2級電控系統根據3級下發的參數和物料跟蹤信息設定剪切參數并下發給一級,由一級完成自動剪切控制功能。通訊、聯鎖正常的條件下,定尺機的控制系統,能夠配合定尺剪的2級電控系統實現剪切過程的自動控制。
定尺機的自動控制程序,僅僅是針對定尺小車定位而言;在設定的定尺長度條件下,能夠控制定尺小車自動定位到設定位置(詳見圖1流程圖)。
4.2 定尺機精度控制
自動剪切控制實際上完全是定尺剪電控系統的功能,定尺機的電控模塊并入定尺剪電控系統,不影響定尺的精度。定尺機精度控制過程如下。
(1)定尺小車移動前(電機CV01 MKL/T通電前),升降擋板必須抬起到上限位(檢查接近開關CV09 SBE01信號);5臺制動器均打開到位;
(2)小車停車后(電機CV01MKL/T斷電后),5臺制動器同時關閉;
(3)降下升降擋板前,5臺制動器同時關閉;
(4)按小車定位、輥道送板的距離與速度比較耗時長短,預計算能滿足定尺小車提前到位并降下定尺擋板的條件,才允許原定尺剪電控系統控制夾送輥、剪切區各輥道同步送板(外部輸出:允許送板信號);
(5)由原定尺剪電控系統控制送板開始,直到壓緊缸壓緊鋼板期間,禁止移動定尺小車(電機CV01 MKL/T斷電,5臺制動器同時關閉)(外部輸入:送板信號、壓緊信號);
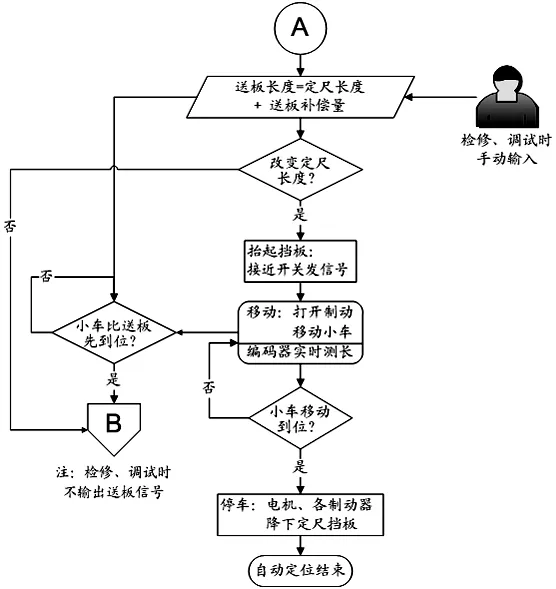
圖1 定尺機自動控制精度流程圖
(6)定尺剪啟動主電機剪板前,應抬起定尺擋板(發出氣缸伸出指令,不用檢查接近開關狀態)(外部輸入:定尺剪主電機通電信號);
(7)定尺剪啟動主電機剪板完成,抬起定尺擋板到位后(檢查接近開關CV09 SBE01狀態),才允許剪后擺動輥道、輸出輥道送板。
5 結論
定尺機作為中厚板鋼材裁剪中的重要工具,其性能直接影響著板材的精度和生產效率。本文介紹了厚板生產新增的一種機械式定尺機,通過對定尺機工作原理、控制特點的研究,為以后深入研究和二次開發奠定了基礎。
[1]宋正和,曹秀洪.機械定尺飛鋸的設計[J].焊管,2005(01).
[2]鄭世紅,周志術.軋鋼廠定尺剪定尺機構的改造設計及應用[J].寬厚板,2010(03).
[3]段凌宇.小直徑焊管自動精確定尺系統的設計[J].焊管,2008(01).
TG333.2+1
A
1004-7344(2016)26-0228-02
2016-8-28
