高速線材軋機無孔型軋制技術的開發與應用
2016-08-16 03:53:03張敏
大科技 2016年26期
關鍵詞:工藝
張敏
(湖南華菱湘潭鋼鐵集團有限公司高線廠 湖南湘潭 411101)
高速線材軋機無孔型軋制技術的開發與應用
張敏
(湖南華菱湘潭鋼鐵集團有限公司高線廠 湖南湘潭 411101)
高速線材軋機無孔型軋制工藝指的是上、下兩個不刻槽的平輥之間進行軋制,軋件高度即輥縫高度,而軋件寬度則為自由寬展后的軋件寬度。在軋制施工過程中,軋件斷面尺寸的調整只需要通過改變輥縫即可完成,因此損耗較低,工作效率較高。本文首先介紹了無孔型軋制技術發展及現狀,然后結合實例,對高速線材軋機無孔型軋制技術的開發與應用進行了詳細探究,以期為類似工程提供借鑒。
高速線材;無孔型軋制技術;應用
1 引言
近年來,高速線材軋機無孔型軋制技術發展迅速,并且經過鋼鐵企業的不斷實踐,已經獲得很大進步。根據實踐研究,高速線材軋機無孔型軋制技術應用優勢明顯,因此,對該項技術進行深入研究具有十分重要的現實意義。
2 無孔型軋制技術發展及現狀
無孔型軋制是指軋件在上下兩個平輥輥縫間軋制,輥縫的高度即為軋件的高度,沒有孔型側壁的夾持、參與變形作用,采用這種生產工藝的優越性和經濟效益是顯而易見的。但是,有人認為采用這種工藝,軋件一旦在軋制中脫方,軋制將無法進行,因此對連續多道次無孔型軋制的可行性仍有懷疑。
目前國內棒線材廠正面臨一個共同的問題,大批量地軋制同一規格成品的機會越來越少。隨著鋼材市場買方市場的逐漸形成,軋機生產方面,應該盡量滿足買方實際需要,提供多種類、多數量以及高質量產品,因此,需要多種孔型系統,而這就需要依靠大量備輥和頻繁換輥,而這就會造成軋制效率降低。
另外,在線材軋機上生產的部分品種鋼生產難度比較大,而且生產工藝要求比較高,不僅需要滿足性能要求,而且還需要尺寸精度以及表面質量要求比較高,由此可見,生產難度越來越大。在這種情況下,無孔型軋制技術應運而生,在實際應用過程中,其能夠有效提升孔型軋質量,減少生產消耗,同時,還能夠有效去除表面一次氧化鐵皮,因此,加強該項技術的開發、研究和應用至關重要。
3 高速線材軋機無孔型軋制技術的開發實例
3.1 鋼鐵廠概況
某鋼鐵集團有限公司擬定對線材廠高速線材生產線進行技術改造,具體的改造對象為前8架軋機,通過技術改造,8架軋機使用性能良好。根據實地調查,該生產線總共有28架軋機,其中,有10架精軋機組,4架預精軋機組,8架中軋機組以及6架粗軋機組。其中,精軋機組為45°頂交無扭、懸臂式軋機,而預精軋機組為懸臂式軋機。所有機組根據從粗軋機組至精軋機組的排列順序,機架編號從1~28號。其中,11號軋機至精軋機中,各個軋機間總共設置了8個活套。另外,1號軋機以及2號軋機孔型為箱—箱孔型,而3~28號軋機孔型為橢圓-圓-橢圓-圓孔型。
3.2 工藝選型
(1)矩-矩系統的平均延伸系數在1.4~1.5之間,而矩—方系統的延伸系數在1.35~1.4之間,該鋼鐵廠高速線材生產線的原孔型系統延伸系數為1.35。因此,為了更好的使用工藝接口,可以選用矩—方系統。
(2)矩-矩系統在大壓下量的情況下,會造成軋件寬展面出現雙鼓形,而這可能會造成寬展面上出現隱性折疊,導致產品質量降低。
(3)矩-矩系統軋件的寬高比比較大,同時對于導衛系統也具有較強的依賴,在實際施工過程中,如果工藝不順,則可能會造成無孔型軋制技術開發失敗。
綜上所述,選用矩-方系統。
3.3 工藝參數的確定
3.3.1 延伸的確定
現如今,國內大部分線材廠家生產線坯料斷面的尺寸為150mm× 150mm,但是,該鋼鐵廠高速線材生產線坯料斷面的尺寸為160mm× 160mm。因此,在具體的開發改造過程中,應該綜合考慮壓下量的合理性。
高速線材生產線的8號軋機出口斷面尺寸為54.5mm×54mm,確定8號軋機軋件斷面面積為:8號軋機出口斷面為54.5mm×54mm,面積為2398mm2,因此可確定8號軋機軋件斷面面積如下:F8=2398mm2,斷面尺寸為48.97mm×48.97mm,選用49mm×49mm,面積調整為2401mm2;總延伸系數:F坯/F8=10.662,平均延伸系數為1.344。在這種情況下,2號、4號、6號、8號軋機軋件尺寸就分別為:120.02mm×120.02mm,89.22mm× 89.22mm,65.99mm×65.99mm,49mm×49mm,為了測量和計算方便,分別調整為120mm×120mm,89mm×89mm,66mm×66mm,49mm×49mm。延伸系數如表1所示。

表1 延伸系數分配
3.3.2 寬展的確定
對于1號出口軋件軋后的高度,可以使用Z.Wusatowski寬展模型進行計算,即β=0.9138×η-w,其中w=10-1.269δε0.556,根據計算得出,1號出口軋件軋后的高度大約為112.3mm,而寬度約為180.2mm。同樣,采用上述計算方式,對2~8號軋機軋件高度和寬度進行計算,最后確定具體的工藝參數,如表2所示。

表2 工藝參數
3.4 軋輥直徑、噸位的確定
改造前,1~3號軋機最大輥徑大約為610mm,采用無孔型軋制技術后,需要在滿足軋機中心距的基礎上,充分利用輥徑,增加軋輥軋制量,同時增大咬入角,確定1~3號軋機的軋輥直徑最大為540mm,最小為450mm,4~6號軋機的軋輥直徑最大為450mm,最小為360mm,7~8號軋機的軋輥直徑最大為390mm,最小為330mm。
3.5 導衛裝置及輔助設備的改造
3.5.1 滾動導衛改造
該鋼鐵廠高速線材生產線除2號軋機外,所有雙機架入口導衛均采用滾動導衛,對于軋件的扶持作用比較好。為了有效滿足無孔型軋制技術實際需要,需要將原滾動導衛導輪車平。軋輥直徑減小,而滾動導衛與軋輥之間的距離就會不斷延長,在這種情況下,應該適當加強滾動導衛的導衛盒,避免軋件發生竄移或者扭轉。
3.5.2 滑動導衛改造
盡量減小入口滑動導衛直線段部分間隙,將直線段部分延伸至變形區邊緣。盡量增長出口導衛伸入輥縫兩側邊,同時增加擴張角度,從而形成對于軋件出入口導衛的包繞狀,這樣才能夠有效避免軋件發生竄移。
3.5.3 1號剪渡槽改造
在該鋼鐵廠高速線材生產線6號軋機以及7號軋機之間設置有1號飛剪,原帶孔型軋制時,6號軋機的軋件為圓形,采用無孔型軋制技術后,必須對渡槽進行改造,如圖1所示,這樣才能夠有效避免軋件發生翻轉。
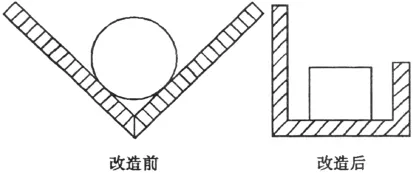
圖1 1號剪渡槽改造前與改造后
4 高速線材軋機無孔型軋制技術應用效果分析
(1)無槽軋制有利于降低輥耗。①由于軋輥不刻槽,軋輥輥身和硬度層可充分利用,軋輥耐磨性提高,磨損量減小。②無孔型軋制軋輥沒有孔型,因此,對于不同規格的坯料,可以通過調整輥縫的方式對壓下量進行改變,從而有效減少軋輥備用量。③采用孔型軋制技術,能夠有效增加輥徑范圍,而且還能夠有效減少軋輥的最大直徑。
(2)在無槽軋制過程中,氧化鐵皮很容易發生脫落問題,因此,能夠有效減少溫降損失,并且減少裝置和備件方面的投入。
(3)實施無槽軋制后,換槽、換輥次數會顯著減少,而且不同規格坯料也可以實現共用,同時,采用無槽軋制技術,能夠有效避免在實際施工過程中出現故障問題,因此,在提高軋機作業率方面優勢明顯。
5 結語
綜上所述,無孔型軋制是一項有效的節能降耗技術,在新鋼應用后能夠取得較好的經濟效益和社會效益。在實際生產過程中,還需要加強該項技術的研究和優化,更好的促進該項技術的應用。
[1]魏厚兵.棒線軋機無孔型軋制工藝研究[J].現代裝飾:理論,2011(04):36~37.
[2]陳鳴,朱敬華,劉勇,等.線材粗軋機組無孔型軋制技術的研究與應用[J].中國科技投資,2013(Z4):101.
[3]王定武.高速線材軋機的技術進步[J].冶金管理,2010(11):56~58.
TG335.6+3
A
1004-7344(2016)26-0237-02
2016-9-1
張敏(1986-),男,助理工程師,本科,主要從事高速線材軋制工藝工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
