切割室座工藝研究
2016-08-05 01:43:45田穎華孫士禮郭忠華
電子工業(yè)專用設(shè)備 2016年7期
田穎華,孫士禮,郭忠華
(中國電子科技集團(tuán)公司第四十五研究所,北京100176)
?
切割室座工藝研究
田穎華,孫士禮,郭忠華
(中國電子科技集團(tuán)公司第四十五研究所,北京100176)
摘要:針對切割室座的結(jié)構(gòu)特點(diǎn),加工難點(diǎn),關(guān)鍵點(diǎn),進(jìn)行工藝性分析,提出利用設(shè)計(jì)工裝的方法,將前后壓套快速壓入孔中,完成組合鏜孔的設(shè)計(jì)要求。
關(guān)鍵詞:切割室座;組合鏜孔;壓套
切割室座是某切割機(jī)設(shè)備中重要的基礎(chǔ)件,它支撐和安裝著滑座、上下連接座、電機(jī)座、軸承座、主軸機(jī)構(gòu)等重要零件,要保證這些重要零件及其部件的安裝定位精度和運(yùn)動精度,就必須控制這些關(guān)鍵件在此件中的連接或安裝位置尺寸及形位誤差,通過具體加工達(dá)到圖樣要求;而這些重要和關(guān)鍵部位的尺寸和形位公差的復(fù)雜關(guān)聯(lián)性是該件加工的重點(diǎn)和難點(diǎn),同時,幾乎所有重要部件都與切割室座相關(guān)聯(lián),因此,切割室座加工質(zhì)量的好壞直接影響著整臺機(jī)器的精度、性能和壽命,所以說,它是整臺機(jī)器的核心加工零件。
1 零件的結(jié)構(gòu)工藝性分析
1.1切割室座的特點(diǎn)
切割室座如圖1所示,該零件的外形尺寸為1 210 mm×1 150 mm×2 052 mm,質(zhì)量約為 3噸,設(shè)計(jì)精度高,許多相互關(guān)聯(lián)的尺寸多,造成加工難度大,是鑄造類零件中頗具代表性的零件。
1.2技術(shù)精度分析
精度分析如工程圖2。
B面對A面的垂直度0.025;4級精度;
圖1 切割室座
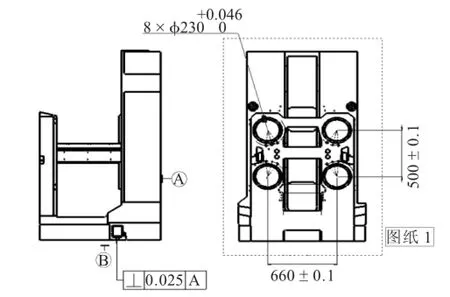
圖2 工程圖
8×φ230 mm孔的尺寸公差φ230 mm,圓柱度0.014 mm,與A面的垂直度0.08 mm,與B面的平行度0.08 mm,8孔的同軸度0.06 mm;7級精度
195 mm、260 mm兩導(dǎo)軌面的平面度0.01 mm,與A面的平行度0.04 mm,與B面的垂直度0.02 mm;4級精度。
2 加工工藝性分析
由于該件外形尺寸大,精度高,中國電子科技集團(tuán)公司第四十五研究所現(xiàn)有機(jī)床無法加工該零件,經(jīng)過多方考察,確定選用外協(xié)單位符合該件加工要求的TX6113D數(shù)顯臥式鏜銑床加工。8× φ230 mm孔和組合后8-φ210 mm孔是該件的關(guān)鍵加工部位;A、B為兩基準(zhǔn)面,195 mm、260 mm兩處導(dǎo)軌面,均有很高的位置公差要求,為保證該孔的精度要求,減小誤差及變形,工藝安排粗鏜、半精鏜及精鏜的加工過程,綜合分析制定如下工藝流程,即:
工序1鑄造→工序2清砂→工序3退火→工序4鉗劃線→工序5數(shù)銑鏜→工序6人工時效→工序7鉗劃線→工序8數(shù)銑鏜→工序9鉗→工序10數(shù)控龍門銑→工序11人工時效→工序12數(shù)銑鏜→工序 13鉗→工序14數(shù)銑鏜→工序15鉗→工序16檢驗(yàn)→工序17熱噴涂→工序18噴漆→工序19裝鉗,共19道工序。(此工序安排已經(jīng)樣件驗(yàn)證合理)。
3 工藝實(shí)現(xiàn)的關(guān)鍵點(diǎn)分析
軸套組合后,要保證8×φ210+0.046孔尺寸公差及同軸度0.02 mm、圓柱度0.01 mm等形位公差要求,控制要點(diǎn):
(1)測量數(shù)顯臥式銑鏜床工作臺面全長的直線度在0.005 mm以內(nèi),找正A面與B面的垂直度在0.02 mm以內(nèi);
(2)由于后面4個孔與導(dǎo)軌面連接緊密,作為基準(zhǔn)孔,先鏜后4個孔,孔中心與鏜軸中心找正,并鎖緊工作臺x向和主軸箱y向。且保證應(yīng)連續(xù)移動,不得中途間斷。
(3)每次工作臺移動使孔中心坐標(biāo)確定后,方向要一致,精鏜最后一刀前還應(yīng)檢查數(shù)顯上的坐標(biāo)變動量,必要時予以正確調(diào)整。
(4)精鏜完4孔后立即進(jìn)行孔徑、圓柱度和中心距的測量與計(jì)算,合格后工作臺旋轉(zhuǎn)180°并以導(dǎo)軌面找正與工作臺x向平行誤差在0.015 mm內(nèi)。
(5)鏜前面4個孔,先找正后面基準(zhǔn)孔兩遠(yuǎn)端的的同心圓。找正時量表的測桿應(yīng)與工作臺面平行且每次的左右位置應(yīng)處在同一直線上,測點(diǎn)的正確才能保證鏜軸中心對孔中心同軸度誤差最小在0.005 mm內(nèi),同軸后鎖緊xy向進(jìn)行精鏜。
(6)精鏜完第一個孔后,必須自檢同一軸線前后兩孔的同軸度在0.005 mm內(nèi),然后移動z向工作臺檢測前孔的中心對后孔軸線偏離的誤差,小于0.01 mm為合格。
(7)采用直線度誤差小于0.01 mm的φ40 mm×1 000 mm驗(yàn)棒,穿入前后孔中,用0.01 mm試紙驗(yàn)證,紙抽不動證明孔軸線間的平行度誤差在0.01 mm內(nèi);通過一系列找正及測量過程,完成該孔的精加工,達(dá)到設(shè)計(jì)要求,具體驗(yàn)證數(shù)據(jù)如表1所示。

表1 驗(yàn)證數(shù)據(jù) mm
4 工藝重點(diǎn)分析
(1)工序4鉗工關(guān)鍵部位劃線的準(zhǔn)確性。考慮鑄件毛坯錯箱或漲箱使諸多關(guān)聯(lián)尺寸不易保證相互位置關(guān)系,借正不到位,就可能造成廢品。在毛坯面上劃線,首先要以前后各φ210鑄造孔的公共軸線為粗基準(zhǔn),找正4×φ230 mm孔的中心位置尺寸,孔中心與其內(nèi)外凸圓基本同心,并兼顧考慮外形各面,內(nèi)腔各處壁厚等其他情況下與孔相關(guān)的各位置尺寸,確定660 mm×500 mm孔距尺寸后,再以此形成的平面劃全部加工表面線,劃出的垂直線、平行線誤差不得超出0.5 mm。
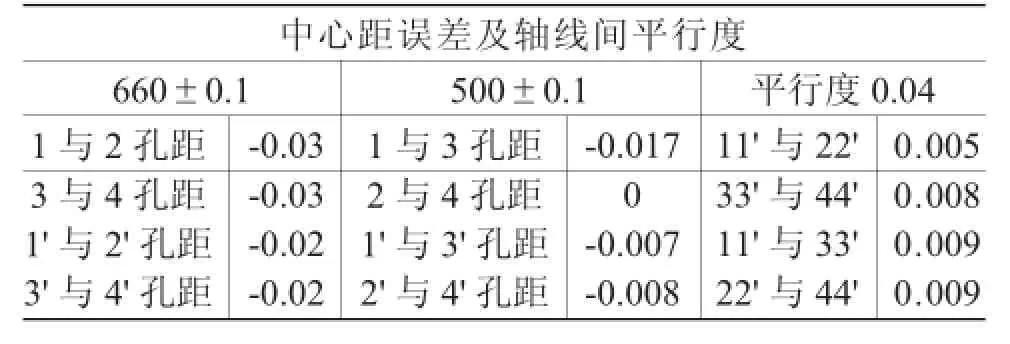
表2 驗(yàn)證數(shù)據(jù) mm
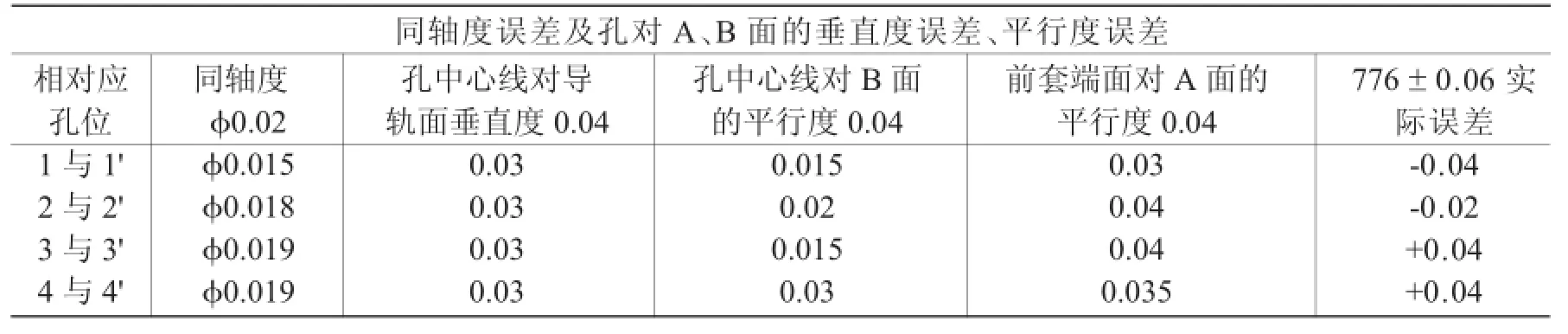
表3 驗(yàn)證數(shù)據(jù) mm
(2)工序13選配套的過盈量。要實(shí)現(xiàn)8個孔的過盈量在0.03~0.04 mm之間,對軸套的外圓尺寸加工誤差提出了更高要求,采用基孔制配合,先完成8×φ230 mm孔的加工,再精車前后軸套,使誤差變動量在0.01 mm以內(nèi)。
(3)需用同一把外徑千分尺測量外圓并校對內(nèi)徑量表,進(jìn)行重復(fù)及再現(xiàn)性測量,避免測量誤差,保證測量結(jié)果的準(zhǔn)確性。
5 解決壓套難點(diǎn)
套的外圓與孔的過盈量為0.03~0.04 mm,套的直徑大,所需壓力很大,箱體壁厚較小,不可能直接壓入,經(jīng)過縝密考慮,我們設(shè)計(jì)了一套專用工裝,它是由壓蓋、絲杠、絲杠母、壓力軸承及把手等組成的工裝。
采取將軸套在-18℃的冰柜中冷卻8 h,迅速取出,放入φ230 mm孔內(nèi)并用3個支桿支撐找正套的法蘭面,使套的軸線與孔軸線平行,并用工裝快速壓入孔內(nèi)。必須在5 min內(nèi)完成,否則軸套的溫度會很快上升熱脹而無法順利壓入孔中。
6 從粗鏜孔到精鏜孔整個加工過程的注意事項(xiàng)
(1)做到粗、精加工分開;(2)切削精鏜深度應(yīng)在0.05~0.10 mm之間,進(jìn)給量為0.06~0.1 mm/r,主軸轉(zhuǎn)速為80~100 r/min;(3)制作剛性強(qiáng)的帶錐柄鏜刀桿且盡可能短,以免產(chǎn)生孔的幾何形狀誤差;(4)為保證各形狀精度,即圓度及圓柱度,采用耐磨性強(qiáng)的YG8硬質(zhì)合金刀頭,且注意刀頭的磨損程度及時修整;(5)8個φ230 mm孔采用同一種進(jìn)給方式,即工作臺進(jìn)給,此時應(yīng)使主軸軸線與床身水平導(dǎo)軌平行度誤差控制在0.03 mm/m;⑹為保證表面粗糙度達(dá)(Ra)1.6 μm,刃磨鏜刀,修磨刀尖半徑0.1 μm,使其鋒利,選擇合理用量,澆注煤油潤滑冷卻。
7 結(jié)束語
按照前述的工藝路線,目前已完成了兩件加工任務(wù),經(jīng)檢驗(yàn)達(dá)到了設(shè)計(jì)要求的各項(xiàng)內(nèi)容。通過跟蹤整個加工過程,作者認(rèn)為有以下幾個方面有待進(jìn)一步完善:
(1)今后必須考慮在1 050 mm右側(cè)面(或左側(cè)面)增加三處工藝搭子,由于粗加工及半精加工φ230 mm孔及兩導(dǎo)軌面都以此面為定位基準(zhǔn)面,墊塊裝夾找正時間過長,而有了工藝搭子,既能保證定位精度,使加緊牢固,又能節(jié)省找正時間,提高加工效率。
(2)由于是首次加工,壓套工裝有待進(jìn)一步完善。由于是首次加工,壓套工裝有待進(jìn)一步完善,三個支撐桿可改為兩個接觸面積大的墊塊支撐,增加支撐穩(wěn)定性和找正效率。
(3)細(xì)化重要件的加工工藝步驟。即細(xì)化到工步、工位,且裝夾找正的方式、方法、所用刀具的型號等、很有必要。這樣做的目的是為了盡量縮短輔助時間,裝夾更合理,減小廢品率,使工藝內(nèi)容真正具有指導(dǎo)性和可操作性。為今后加工制造高質(zhì)量、高效率、低成本的精品零件做好示范。
參考文獻(xiàn):
[1] 鄭文虎.機(jī)械加工現(xiàn)場遇到問題怎么辦[M].北京:機(jī)械工業(yè)出版社,2011.
[2] 顧崇賢.機(jī)械制造工藝學(xué)[M].陜西:陜西科學(xué)技術(shù)出版社,1984.
中圖分類號:TG715.5
文獻(xiàn)標(biāo)識碼:C
文章編號:1004-4507(2016)07-0040-04
收稿日期:2016-03-16
The Process Research of the Cutting Room Base
TIAN Yinghua,SUN Sili,GUO Zhonghua
(The 45thResearch Institute of CETC,Beijing 065201,China)
Abstract:On the basis of the cutting room base's structural features,processing difficulties and the key points,the paper analyzed processing difficulties and put out using fixture design,pressing the front and back sleeve into the main holes quickly to meet the design demand of the boring hole with assembled parts.
Keywords:Cutting room base;Boring hole with assembled parts;Pressing sleeve