半自動淬火壓床在薄壁軸承套圈變形控制中的應(yīng)用
2016-07-25 09:45:16賈玉鑫單瓊飛李檢貴康風(fēng)波
軸承 2016年2期
賈玉鑫,單瓊飛,李檢貴,康風(fēng)波
(1.洛陽軸研科技股份有限公司,河南 洛陽 471039;2.河南省高性能軸承技術(shù)重點(diǎn)實驗室,河南 洛陽471039;3.滾動軸承產(chǎn)業(yè)技術(shù)創(chuàng)新戰(zhàn)略聯(lián)盟,河南 洛陽 471039)
對于大型薄壁輕系列且寬度較小的軸承產(chǎn)品,由于自身剛度差,熱處理時在一定的熱應(yīng)力和組織應(yīng)力作用下,可能產(chǎn)生較大的變形[1]。如果采用自由淬火方式進(jìn)行熱處理,必須進(jìn)行人工校正,勞動強(qiáng)度大、生產(chǎn)效率低,甚至橢圓變形和翹曲無法同時控制,造成工件內(nèi)/外徑變動量或平面度超差。而采用全自動淬火壓床和半自動淬火壓床進(jìn)行壓模淬火可以有效解決這一難題。全自動淬火壓床主要用于單一產(chǎn)品的大批量生產(chǎn);半自動淬火壓床主要與周期性生產(chǎn)爐配套使用,適用于多品種產(chǎn)品的淬火。半自動淬火壓床由于其模具的多樣性,一套模具能夠?qū)崿F(xiàn)一定尺寸范圍內(nèi)多種套圈的壓模淬火,因此嘗試將半自動淬火壓床應(yīng)用到軸承鋼制套圈的變形控制中,通過熱處理工藝分析,以期獲得最佳的壓模淬火工藝,在保證質(zhì)量要求的前提下,降低勞動強(qiáng)度,減少廢品損失,提高生產(chǎn)效率,降低生產(chǎn)成本。
1 試驗設(shè)備及試樣
試驗選用四工位半自動淬火壓床,其是與轉(zhuǎn)底爐生產(chǎn)線聯(lián)合起來實現(xiàn)壓模淬火的熱處理設(shè)備,能夠?qū)崿F(xiàn)直徑600 mm以下套圈的壓模淬火。為保證工件淬透性,淬火介質(zhì)采用快速淬火油。試驗的幾種薄壁軸承套圈參數(shù)見表1。
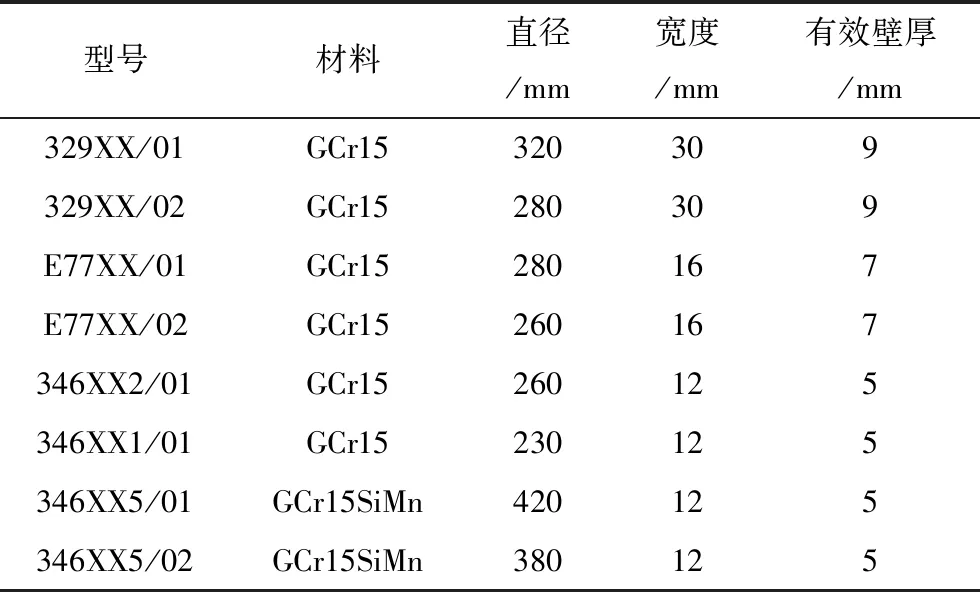
表1 試驗套圈參數(shù)
2 試驗原理及方法
淬火壓床[2]采用兩工位氣動加力(用于加工軸承鋼套圈)和兩工位液壓加力(用于加工滲碳鋼套圈),各工位可以單獨(dú)動作完成工件的壓模淬火,如圖1所示。該淬火壓床采用的模具如圖2所示,一套模具能實現(xiàn)一定尺寸范圍內(nèi)多種套圈的壓模淬火。在生產(chǎn)過程中將需要淬火的套圈手動放置在接料盤上,啟動壓床,套圈和模具同時下行,當(dāng)套圈下行至淬火盤并且模具與工件充分接觸時,進(jìn)油電磁閥打開,對套圈進(jìn)行冷卻淬火,直至套圈完全冷卻,進(jìn)油電磁閥關(guān)閉,模具與套圈同時上升,完成壓模淬火。淬火過程中通過調(diào)整上下模具壓力、淬火時間、淬火油溫及流量等工藝參數(shù),達(dá)到減小套圈淬火變形、保證熱處理質(zhì)量的目的。
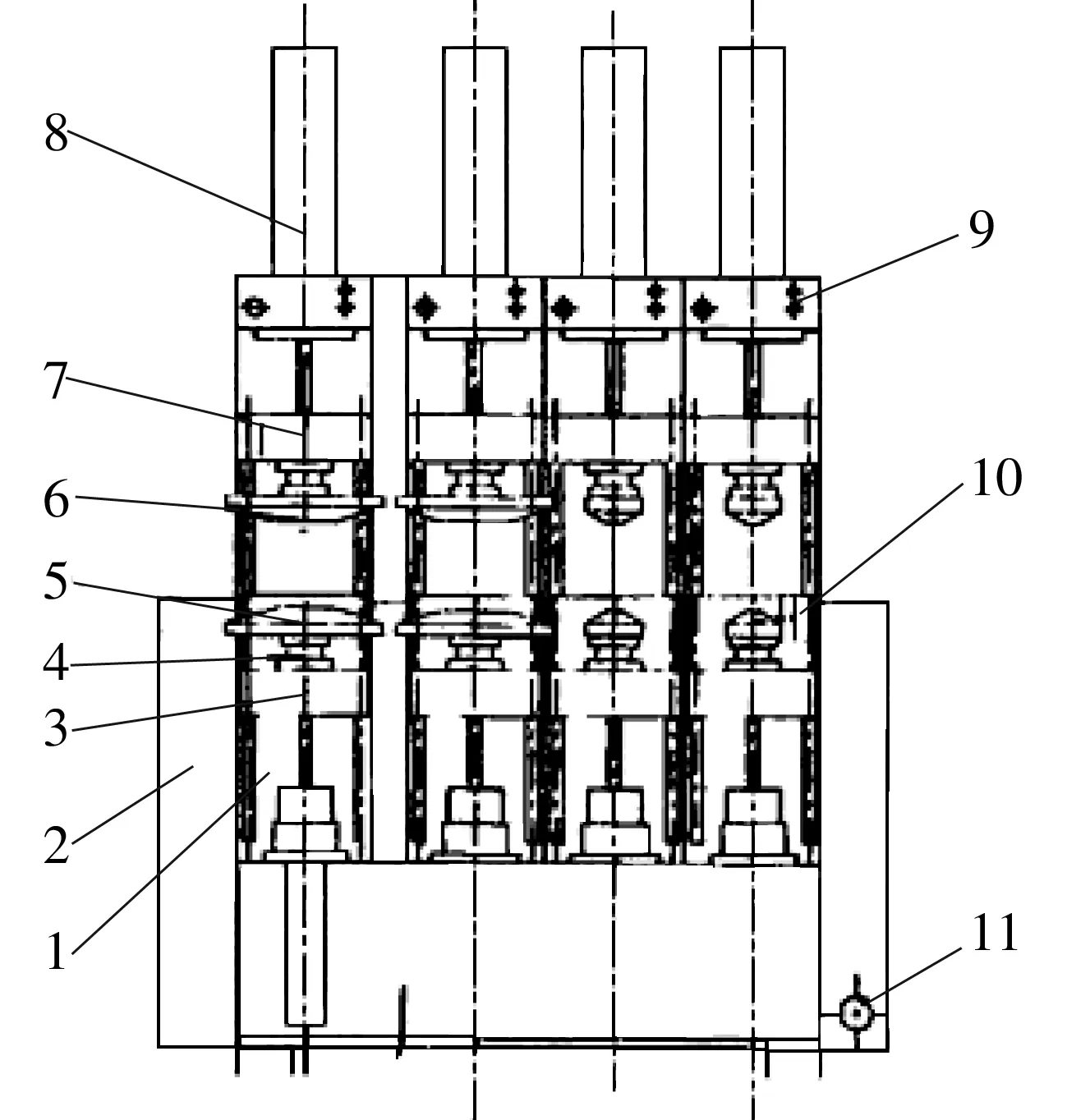
1—主機(jī);2—油池;3—下滑塊;4—快換接頭;5—下模具;6—上模具;7—上滑塊;8—動力缸;9—按鈕;10—滾棒;11—冷卻管道
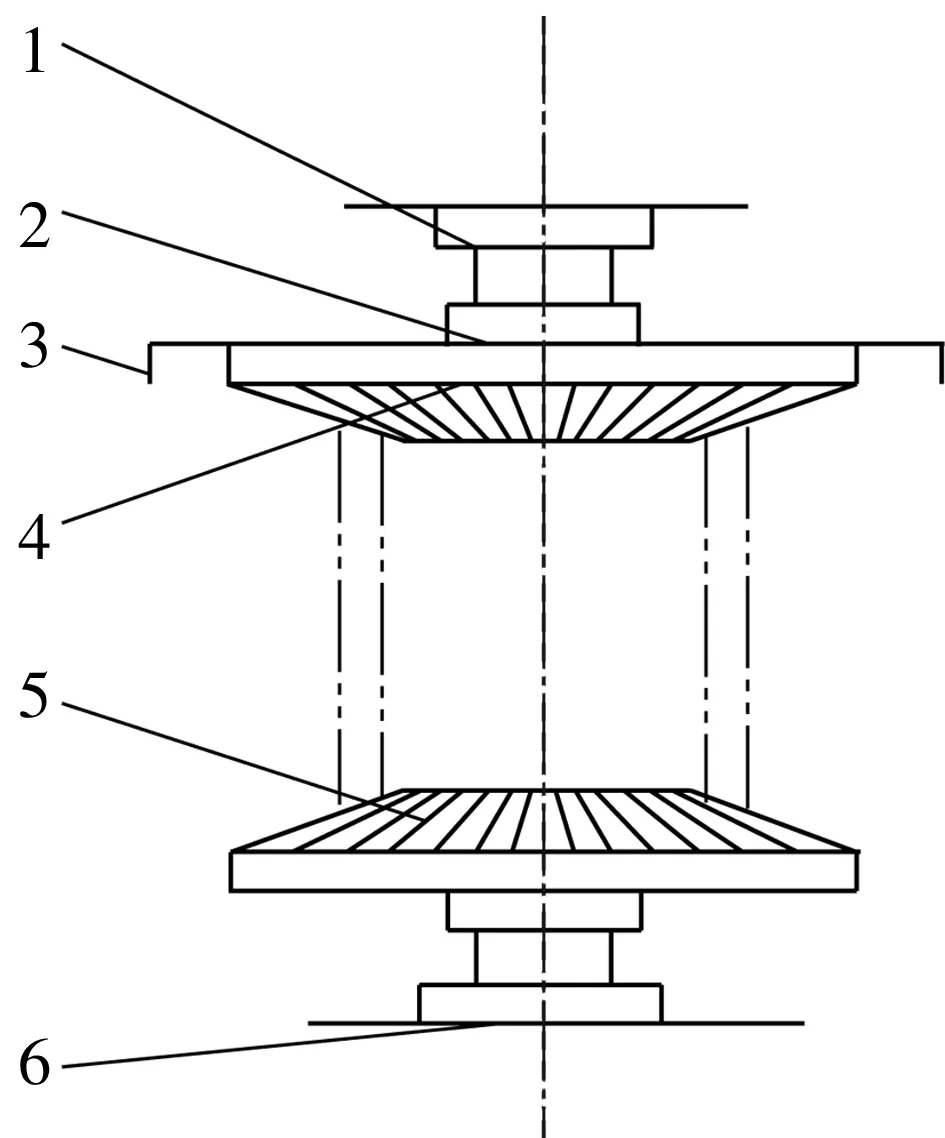
1—上快換座;2—快換接頭;3—擋油板;4—上模具;5—下模具;6—下快裝座
試驗采用氣動工位對軸承鋼套圈進(jìn)行壓模淬火,主要針對模具壓力進(jìn)行優(yōu)化,優(yōu)化后對不同型號的軸承套圈進(jìn)行壓模淬火工藝試驗。
3 試驗與分析
3.1 模具壓力優(yōu)化
淬火模具壓力對套圈的變形量及表面質(zhì)量影響很大。壓力過小,變形控制差,內(nèi)/外徑變動量和平面度達(dá)不到工藝要求;壓力過大,對設(shè)備要求較高,且容易產(chǎn)生工件壓傷。
以329XX/01,E77XX/01為例,在不同氣動工位模具壓力下進(jìn)行淬火工藝試驗(表2),以優(yōu)化模具壓力。由表2可知,隨著模具壓力的增大,329XX/01,E77XX/01的外徑變動量和平面度逐漸減小;壓力增至3.5 MPa時,外徑變動量和平面度基本趨于穩(wěn)定;壓力繼續(xù)增大,雖然套圈變形控制得更好,但出現(xiàn)了表面壓傷,將影響后續(xù)的加工。隨后又對其他型號軸承鋼套圈進(jìn)行壓模淬火試驗,得出基本一致的規(guī)律,因此,將優(yōu)化后模具壓力選用3.5 MPa,既保證套圈的加工質(zhì)量和尺寸精度要求,又不出現(xiàn)壓傷等表面缺陷。
3.2 淬火壓床對套圈變形量的改善
對一些大型(外徑250 mm以上)薄壁輕系列且寬度較小(20 mm以下)的軸承鋼套圈,原工藝采用不帶模具的自由淬火方式,淬火后先用壓瓢方法來保證套圈平面度、熱整形方法保證內(nèi)/外徑變動量,以控制尺寸精度,但薄壁輕系列套圈壁厚小,零件表面溫度降低較快,內(nèi)/外徑變動量和平面度不能同時進(jìn)行熱整形,導(dǎo)致整形效果較差。
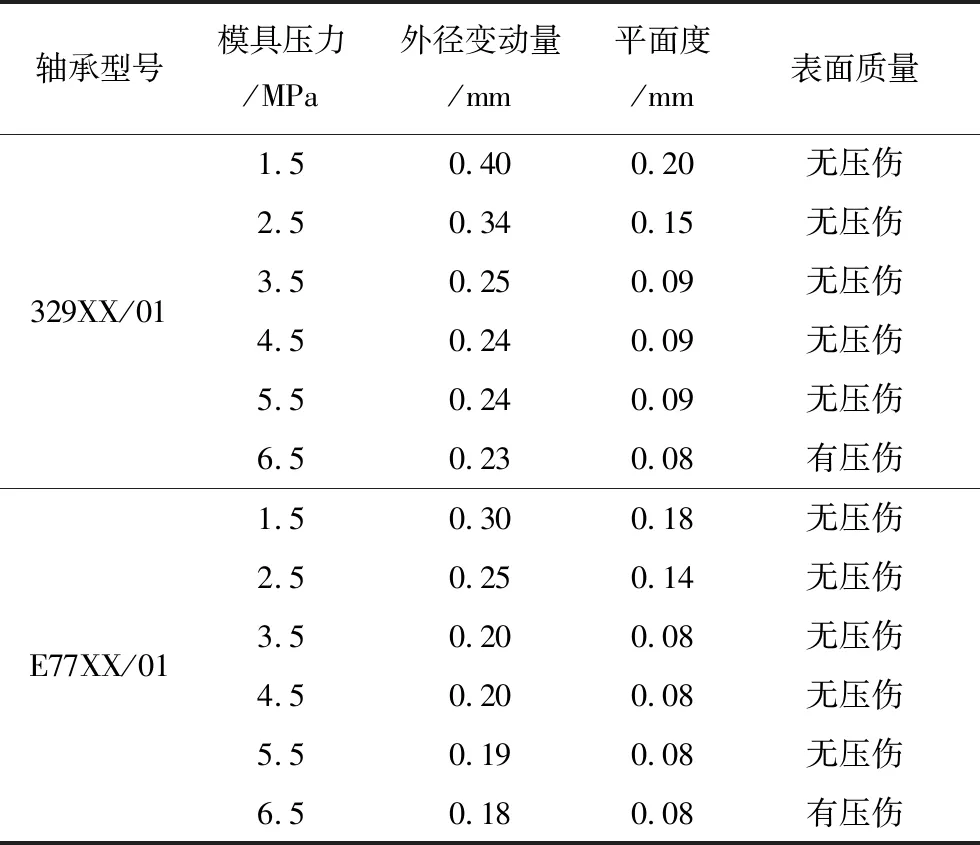
表2 氣動工位模具壓力對軸承鋼套圈質(zhì)量的影響
分別采用原工藝和壓模淬火進(jìn)行熱處理后套圈的內(nèi)/外徑變動量和平面度見表3。其中,考慮到工件轉(zhuǎn)移過程中的溫度降低,壓模淬火加熱溫度一般較原工藝淬火加熱溫度高5 ℃。由表3可知,采用不帶模具的自動淬火方式,套圈變形量較大,346XX5/01平均內(nèi)/外徑變動量甚至高達(dá)1.34 mm;而采用壓模淬火,變形量大幅降低,平均內(nèi)/外徑變動量可控制為0.19~0.27 mm,平均平面度可控制為0.10 mm左右。壓淬工藝使橢圓變形率由38%~50%、翹曲變形率37%~57%均降低控制在2%~4%,有效解決了套圈內(nèi)/外徑變動量和平面度超差的問題。從而可對產(chǎn)品磨加工留量進(jìn)行壓縮,滾道留量可壓縮25%~35%,端面留量可壓縮35%~45%,在提高材料利用率的同時,大幅提高磨加工效率。
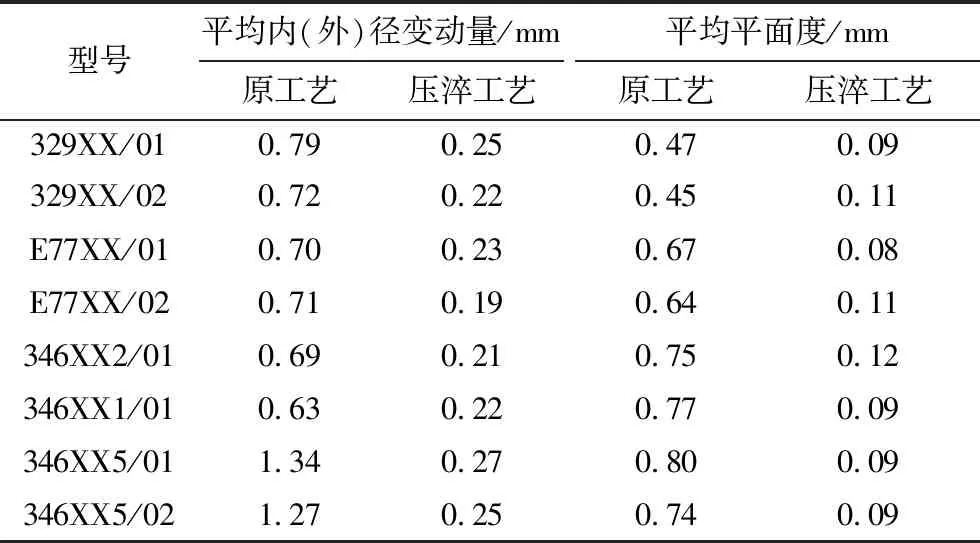
表3 原工藝與壓淬工藝熱處理套圈變形量對比
4 結(jié)論
1)薄壁軸承鋼套圈壓模淬火模具壓力選用3.5 MPa,既能保證產(chǎn)品的加工質(zhì)量和尺寸精度要求,又不會對產(chǎn)品表面造成壓傷。
2)半自動壓模淬火的應(yīng)用解決了大型薄壁輕系列軸承鋼套圈熱處理時內(nèi)/外徑變動量和平面度容易超差的問題,變形量較原工藝大幅下降,變形率可控制在2%~4%。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03