稀油密封干式煤氣柜制作安裝施工技術
2016-07-20 06:07:29陳再強
四川建筑 2016年3期
關鍵詞:安裝
陳再強
(攀鋼集團工程技術有限公司, 四川攀枝花 617000)
?
稀油密封干式煤氣柜制作安裝施工技術
陳再強
(攀鋼集團工程技術有限公司, 四川攀枝花 617000)
【摘要】文章介紹了稀油密封干式煤氣柜的基本工作原理 ,結合施工經驗 ,從立柱垂直度的保證、活塞桁架的安裝、側板的壓制和安裝等方面 ,闡述了干式煤氣柜的施工方法及質量控制措施 ,為今后的煤氣柜安裝施工積累了豐富經驗。
【關鍵詞】干式煤氣柜;制作;安裝
煤氣柜以其密封原理可分為濕式和干式兩大類。近年來,大容量干式煤氣柜由于具有儲氣壓力高、容量大、壽命長、維修費用低、管理方便等優點受到歡迎。
1稀油密封干式煤氣柜的工作原理
稀油密封干式煤氣柜是正20邊形鋼結構,它是由底板、立柱、側板、柜頂和回廊組成外殼。柜內是可以上下活動的多邊形鋼結構活塞。煤氣由氣柜底部進入,貯存在底板、活塞和側板組成的空間內。通過在活塞上加配重的方法,使氣柜貯存煤氣壓力達到規定要求。正常情況下活塞始終是做上升下降往復運動,儲存和輸出煤氣。
2稀油密封干式煤氣柜的柜體結構
干式煤氣柜也稱活塞式氣柜,由柜底板、柜底油槽、側板、立柱、活塞、活塞油槽、柜頂、通風帽、密封結構、防回轉裝置、外部電梯、內部吊籠、放散管道、梯子平臺和供油系統等組成。柜內氣體的壓力是靠內部活塞升降來保持的(圖1)。

圖1 整體效果
3煤氣柜主體結構件的制作
3.1立柱制作加工
立柱是整個氣柜中最主要的構件,必須采用先進的加工機具和工藝措施,嚴把質量關,具體過程控制如下。
(1)材料:所購工字鋼應平直、規格,且長度足夠,最好是統一批號。
(2)設置立柱組焊胎模:胎模應以一端為基準,且設置工字鋼與導軌板對中的夾具,將導板及工字鋼在胎具上定位點焊,導軌板及工字鋼的光邊端撞緊胎具基準端,用夾具進行中線定位。
(3)焊接:嚴格按內控工藝措施進行焊接以最大限度地減少焊接變形。
(4)調正:對焊好的立柱毛坯在胎具進行焊接變形調整,調整后兩端的扭曲≤1.0mm,中線偏差≤1.0mm,不平度以端面為準≤1.5mm。
(5)加工:將校正好的立柱毛坯放到立柱專用銑床上進行五面銑加工。立柱加工采用一次性裝夾,立柱毛坯的中線定位應根據工字鋼兩端的中線標記進行定位,平面定位應以導軌面的兩端為基準進行定位,五面細加工時應以端面尺寸為基準,兩端面的加工尺寸保證后,因為是采用一次裝夾及五面銑一次成形的工藝裝備,故中部尺寸也可以保證。銑加工后的立柱需逐根進行檢查。
(6)鉆孔:以立柱光邊端為基準端,用立柱鉆模進行套鉆。事先應檢查鉆模有無磨損,鉆模與立柱一定要夾緊。鉆孔后進行逐根孔距檢查。
(7)修磨坡口:鉆孔后的立柱應進行長度和坡口的精修。立柱的長度由于根據焊接收縮特性及經驗數據,預放了少許余量,故修正時無需氣割,在坡口修磨的同時進行精磨,導板的坡口先進行氣割精修,再精磨至標準要求。
(8)檢驗:首根立柱的加工,必須事先嚴格檢查模具、胎具的精度,然后檢查立柱焊接件的尺寸和立柱機加工的尺寸。檢驗依據按內控標準進行。每種規格立柱的首根必須全面檢查,首根合格后才能批量生產。批量生產中還需對每根立柱的每道工序進行主要指標的抽檢。
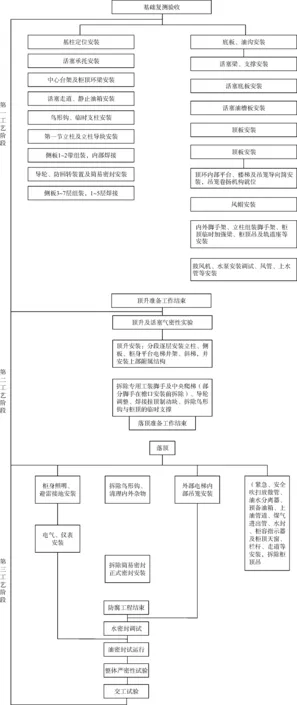
圖2 干式氣柜安裝工藝流程
3.2側板制作加工
側板是氣柜中用量最多的部件,其尺寸精度直接影響到裝配的質量和進度,并影響到氣柜的總體安裝質量和運行性能。按下列過程進行控制。
(1)性能試驗:側板材料除了要做理化復驗分析外,更需要了解材料的冷彎性能,并看重對材料的大塊冷彎性能進行分析和試驗。
(2)角部焊接:對機加工合格的側板的4個內側角部進行堆高焊接,焊接長度為55mm(焊接堆高要保證能打磨出直角),焊后打磨成直角。
(3)批量生產:首件側板合格后進行批量生產。批量生產過程中每40件側板生產后,就要全面檢查一次靠模、鉆模精度及側板的制作質量。
(4)側板制作好后進行噴砂除銹并涂裝一道底漆,側板無需防腐面應涂一層防腐油。
3.3活塞桁梁、制作
(1)活塞板的制作嚴格按排版圖進行。
(2)活塞板的壓彎要在壓彎胎具上進行。
(3)活塞主弦梁及其上的連接板的高強螺栓或精制螺栓連接孔應用套模進行鉆孔。
4煤氣柜柜體安裝
4.1煤氣柜柜體安裝程序
稀油密封干式煤氣柜的安裝一般分為3個工藝階段進行。干式氣柜安裝工藝流程圖見圖2。
4.2主要安裝方法
4.2.1基礎復測
(1)對照基礎圖紙,確定基礎原點。確定中心標志、原點(即中心圓),找出中心點,同時找出基礎分度基準點(基準線)。基礎螺栓孔的養護及檢查施工中有否遺漏項目,查看土建施工中各種原始檢查記錄。
(2)基礎測量。在柜中心架設經緯儀,首先將柱號1#、7#、13#、19#(即0°、90°、180°、270°位置)的中心軸線標注在標志預埋板上,再在90°范圍內將各柱中心軸線用經緯儀確定,并進行標注。
用水準儀測定基礎標高,用鋼尺配拉磅測量從中心到預埋件的距離及各預埋件之間的距離,測量1/4圓弦長,并進行標注。由預埋件上的標志點及柜中心點來測定其它檢測點的徑/切向偏差,確定基礎沉陷觀測點。
4.2.2氣柜底板及底部油溝安裝
(1)氣柜底板安裝。根據技術要求及現場來料情況繪制氣柜底板排版圖。
將氣柜底板在基礎表面根據排版圖鋪設開。在鋪設前底板的下表面防腐工作應完成,并經驗收合格。底板鋪設好后,應嚴格按底板焊接內控工藝措施進行焊接。煤氣柜底板焊接工程是十分典型的大面積薄板焊接工程。底板由中心板和內外環板組成。底板的結構形式如圖3所示。
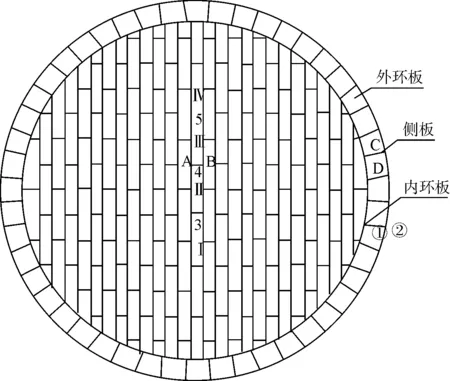
圖3 底板結構
采用由內向外依次進行的基本方法。如圖3中的短縫3、4、5,應先焊4縫,然后再焊3或5縫;長縫A、B,應先焊A后焊B。因為兩板相焊,焊縫會產生橫向收縮和縱向收縮,又因內部是封閉部位,外部屬自由端(越往外越明顯),由內向外可使焊縫的橫、縱焊縫自由收縮。
底板焊接完成后,對底板進行修邊處理,使整個底板呈20邊形,并使邊至中心距離比設計長10mm。檢查焊縫表面質量對現場焊縫做100 %真空檢漏。
(2)底部油溝安裝。將油溝底板按施工圖鋪設好,鋪設前油溝底板下表面要求防腐工作完成,并經驗收合格。油溝底板間點焊,將油溝底板間對接焊縫內側板安裝處80mm距離焊好并打磨平整。組對的油溝內側板間點焊,并與油溝底板點焊,將內側板對接的接縫連接板點焊好。將油溝內側板與氣柜中部基礎間灌滿砂。組裝油溝內側板與氣柜底板間的連接角鋼。對稱施焊內側板對接連接板。
4.2.3立柱的安裝方法
(1)基柱定位、安裝。在柜中心架設經緯儀,在1#、7#、13#、19#柱號的標志,預埋塊上點焊上基柱安裝水平方向基準丁字尺,基準丁字尺端面必須絕對垂直于軸線。
端面基準點(即基柱導軌面中線所在位置)至中心半徑R;1#、7#、13#、19#柱號的丁字尺基準點1/4圓弦長。
同樣在每90°范圍內設置其它柱號的基準丁字尺,相鄰兩個丁字尺基準點間距。將基柱與柱腳組焊,嚴格檢查基柱的平面度、直線度和導板的厚度,在導軌面上劃出中心線。在柜中心架設經緯儀,在中心附件架設水準儀,在所安裝基柱的切線方向架設另一臺經緯儀。
將組焊好的基柱吊裝就位,用楔形墊鐵及支撐螺栓調節標高、導軌面及中心線位置、徑/切身垂直度,最后將地腳螺栓緊固,再次觀測其安裝精度。20根基柱安裝好后,上二層側板,并用拉桿將基柱固定,校驗基柱的垂直度及標高。
基柱柱腳灌漿后再次觀測基柱的標高及垂直度,并再次測量基柱之間的間距。
(2)第一節立柱安裝。認真檢查立柱安裝夾模的平整度和扭度,檢查第一節立柱的平面度、直線度和導板厚度。
第一節立柱均吊裝好后,在立柱中部圍圈一層側板以固定立柱(圖4)。

圖4 第一節立柱安裝
在柜頂及活塞上走道的導輪上部安裝立柱導向塊,以確保頂升過程中活塞的走位及有效地控制焊接變形。該措施對保證氣柜本體安裝垂直度較為重要,與立柱導向輪相比具有活塞頂升走位正確的優點,立柱導向塊位置調整正確后,用電焊點固以保證穩固可靠。
用經緯儀測量第一節立柱的垂直度是否符合要求,調正立柱導向塊的徑向和切向位置。
對稱交替施焊立柱接頭,焊接方法按內控工藝措施執行。焊后將立柱導板的5個加工面及工字鋼背部的焊縫磨平,工字鋼背部連接處用連接板及螺栓堅固。
(3)后續立柱安裝。后續立柱安裝工作是在柜頂立柱組裝平臺上進行,并在作業良好的高度位置時進行連接。安裝前必須嚴格檢查立柱的平面度、直線度及導板厚度。先將立柱安裝夾模具與已安裝的立柱上段連接牢固,再用柜頂吊將待裝就位,利用夾模具與下面一節立柱連接牢固,立柱工字鋼也通過連接板連接。待裝立柱均組裝好后,在裝好立柱的中部圍圈一層側板以固定立柱。觀測立柱圍圈側板處徑/切和垂直度。
4.2.4側板的安裝方法
(1)側板1~7安裝。部分側板已在密封安裝前吊裝組對,焊接按內控工藝措施進行。焊后對焊縫進行檢驗,并及時做防腐處理。
拆除柜頂中心臺架,安裝臺架支柱處的活塞底板,并做焊縫檢驗和防腐處理。
(2)后續側板安裝。側板組裝按兩組對稱組裝的原則進行,且每層側板與下面一層側板的組裝方向相反。側板組裝在外腳手架的上平臺進行,上下層側板的點對以內側平為準,每塊側板的點對由中向兩側進行。側板的焊接在下平臺進行,在所焊側板的上面必須有兩層已組對好的側板,以減
少焊接變形,待焊側板的焊接環向方向與下面一層側板相反。嚴格按內控工藝措施進行施焊。側板焊好后對焊縫進行檢驗。在側板安裝過程中絕對嚴禁擴孔和強制裝配。
4.2.5活塞安裝
(1) 活塞環梁安裝:在柜中央設置活塞環梁安裝臺架。校正臺架中心位置及水平標高,活塞環梁定位好后用臨時拉桿固定。
(2)活塞桁架安裝:用塔吊將1#桁架吊架就位,調整其垂直度、半徑長度及軸線偏差。調整好后點固,并用拉桿定位,與環梁連接處用螺栓緊固。
以同樣的方法對稱吊裝1#、7#、13#、19#桁架。等1#、7#、13#、19#桁架均調整固定后,同時對稱施焊桁梁與環梁的接頭筋板焊縫。
20榀桁架都安裝好后,對稱組對點焊活塞桁架間的橫梁及支撐。全部組對好后,對稱施焊。
(3)活塞底板安裝:活塞底板可根據吊裝能力及吊裝條件拼成大拼塊,以減少安裝焊接工作量及焊接變形,預制焊縫應做煤油滲透。
(4)活塞油槽安裝:活塞油槽安裝應在活塞上的其它主要焊接結構施焊完畢后才能進行,安裝前應仔細檢查油槽板的制作質量。
分兩組先對稱吊裝角部油槽板,再對稱吊裝邊部油槽板,然后點焊,并設置臨時拉筋及邊部油槽板支撐,以便有效地控制焊接變形。
5結論
通過承建的稀油密封干式煤氣柜的情況來看,采用此方法安裝的煤氣柜符合設計要求和安裝的工藝要求,能達到設備使用的各項技術指標,為煤氣回收提供了可靠穩定的保證。
參考文獻
[1]YB4410-2014 煤氣柜工程施工及驗收規范[S].
[2]JGJ81-2002 建筑鋼結構焊接技術規程[S].
[3]GB50202-2001 鋼結構工程施工質量驗收規范[S].
[4]GB50017-2003 鋼結構設計規范[S].
[5]GBJ232-82 現場設備、工業管道焊接工程施工及驗收規范[S].
[作者簡介]陳再強(1970~),男,大專,助理工程師,從事現場施工管理工作。
【中圖分類號】TE821; TU758.11
【文獻標志碼】B
[定稿日期]2015-07-16
猜你喜歡
中國科技縱橫(2016年17期)2016-11-30 22:06:25
中小企業管理與科技·上旬刊(2016年11期)2016-11-28 21:20:38
農機使用與維修(2016年10期)2016-11-10 09:58:44
農機使用與維修(2016年10期)2016-11-10 09:58:00
農機使用與維修(2016年10期)2016-11-10 09:56:36
中國科技博覽(2016年19期)2016-10-19 11:48:32
科技視界(2016年21期)2016-10-17 16:27:45
科學與財富(2016年28期)2016-10-14 23:13:11
科學與財富(2016年28期)2016-10-14 22:24:44
科學與財富(2016年28期)2016-10-14 18:56:48