大型曲面喇叭口鋼管制作工法
2016-07-20 06:19:36陳衛(wèi)平王寬貴何啟忠
四川建筑 2016年3期
關(guān)鍵詞:鋼結(jié)構(gòu)質(zhì)量控制
陳衛(wèi)平, 王寬貴, 何啟忠
(中國(guó)葛洲壩集團(tuán)機(jī)械船舶有限公司, 湖北宜昌 443002)
?
大型曲面喇叭口鋼管制作工法
陳衛(wèi)平, 王寬貴, 何啟忠
(中國(guó)葛洲壩集團(tuán)機(jī)械船舶有限公司, 湖北宜昌 443002)
【摘要】藏木水電站是雅魯藏布江干流上第一座大型水電站,海拔3 300 m左右,由于交通不便,為了減少成品鋼管運(yùn)輸成本,鋼管需在現(xiàn)場(chǎng)制作,而施工現(xiàn)場(chǎng)加工設(shè)備有限,因此,異形產(chǎn)品的制作技術(shù)難度較大。文章主要通過(guò)大型曲面喇叭口鋼管的制作工法,詳細(xì)介紹了其工法針對(duì)特殊施工條件下的生產(chǎn)制作,對(duì)其放樣下料、壓弧成型、整體組裝等全套關(guān)鍵工藝,進(jìn)行了分析并制定合理的施工工藝,使其達(dá)到提高效率、縮短工期、降低成本的目的。
【關(guān)鍵詞】鋼結(jié)構(gòu);大型曲面喇叭口;制作工法;質(zhì)量控制
1工程概況
藏木水電站右岸大壩鋼襯制造包括左、右沖砂底孔鋼襯及沖砂廊道鋼襯。其中,9#壩段為左沖砂底孔鋼襯,前端是截面為7.66 m×10 m的喇叭口,后接截面尺寸為5 m×6 m的方管,采用Q345R鋼板,壁厚20 mm;10#~15#壩段為沖砂廊道鋼襯,前端是截面為5 m×5 m的喇叭口,后接漸變段,后部為直徑3.4 m的鋼管,采用Q345R鋼板,壁厚20 mm;16#壩段為右沖砂底孔鋼襯,前端是截面為6 m×8.34 m的喇叭口,后接漸變段,后部為直徑4 m的鋼管,采用Q345R鋼板,壁厚20 mm[1]。
2大型曲面喇叭口鋼管制作工法
藏木水電站是雅魯藏布江干流上第一座大型水電站,海拔3 300 m左右,由于交通不便,為了減少成品鋼管運(yùn)輸成本,鋼管需在現(xiàn)場(chǎng)制作。而施工現(xiàn)場(chǎng)加工設(shè)備有限,因此,異形產(chǎn)品的制作技術(shù)難度較大。本工程共計(jì)8個(gè)曲面喇叭口,本工法針對(duì)特殊施工條件下的生產(chǎn)制作,對(duì)其放樣下料、壓弧成型、整體組裝等全套關(guān)鍵工藝,進(jìn)行了分析并制定合理的施工工藝,使其達(dá)到提高效率、縮短工期、降低成本的目的。
曲面喇叭口異形鋼管是水電工程鋼管進(jìn)口處的一段過(guò)渡段,一般情況下,大型鋼管根據(jù)長(zhǎng)度分為不同節(jié)數(shù),每節(jié)分成不同瓦片。在曲面喇叭口的制作中,需重點(diǎn)解決展開(kāi)圖,確定下料尺寸、下料、壓弧成型、整體組裝、焊接變形控制及焊接殘余應(yīng)力消除等難點(diǎn),屬于鋼管制造難度較大的一項(xiàng)產(chǎn)品。曲面喇叭口的制作施工工藝方法為:首先,瓦塊放樣下料是關(guān)鍵。該階段,根據(jù)設(shè)計(jì)圖紙進(jìn)一步分析,研究施工詳圖,在CAD繪圖軟件中進(jìn)行曲面喇叭口的放樣,然后根據(jù)各個(gè)分段瓦片的放樣尺寸,采購(gòu)定尺的鋼板,以此減少材料損耗。將空間曲面展開(kāi)后,放出分段瓦片的平面加工實(shí)樣,在鋼板上畫(huà)出樣板曲線,用半自動(dòng)切割機(jī)下料,在切割曲線的時(shí)候從放樣上細(xì)化,保證切割曲線盡可能平滑,切割完再打磨平整。其次,弧度的成型不僅影響外觀形象,更重要的影響節(jié)間連接、裝配質(zhì)量及焊接變形的控制。本工法運(yùn)用卷板機(jī)和拼裝工裝,有效控制了弧形瓦片卷制后的外形尺寸,并通過(guò)制定科學(xué)、合理的焊接工藝和焊接變形控制措施,以保證產(chǎn)品質(zhì)量[2]。
3施工工藝流程及操作要點(diǎn)
3.1工藝流程
曲面喇叭口鋼管施工的關(guān)鍵工序包括深化設(shè)計(jì)、細(xì)化瓦塊展開(kāi)圖、分塊放樣、下料、卷板、校正、整體拼接、焊接、檢驗(yàn)、防腐等。具體工藝流程見(jiàn)圖1。
3.2操作要點(diǎn)
3.2.1深化設(shè)計(jì)
由于工程的局限性,為了減少設(shè)備成本,制作現(xiàn)場(chǎng)沒(méi)有數(shù)控設(shè)備下料,所以無(wú)法使用一些放樣軟件,只能充分利用CAD繪圖軟件和鈑金展開(kāi)方法,在CAD中將每個(gè)瓦片的實(shí)樣畫(huà)出來(lái),然后按放樣1∶1畫(huà)在鋼板上,在鋼板上勾畫(huà)出平滑曲線,再用半自動(dòng)切割機(jī)下料,盡量保證切口的平整。
(1)利用CAD繪圖軟件將喇叭口整體進(jìn)行展開(kāi),整體展開(kāi)為4個(gè)弧段,兩兩對(duì)稱。根據(jù)板材尺寸和壓弧設(shè)備,將整體分塊放樣,此喇叭口高6 m,分兩節(jié),材料寬度總共為18個(gè)瓦片,根據(jù)設(shè)計(jì)在放樣時(shí)要考慮焊縫錯(cuò)縫問(wèn)題,為了保證焊接收縮后喇叭口小端口外形尺寸滿足設(shè)計(jì)要求,整體放樣是周長(zhǎng)設(shè)置20 mm的焊接收縮余量。整體放樣如圖2所示。
(2)針對(duì)瓦片①、④、⑤、⑥、⑧需要做詳圖,如圖3、圖4、圖5所示。
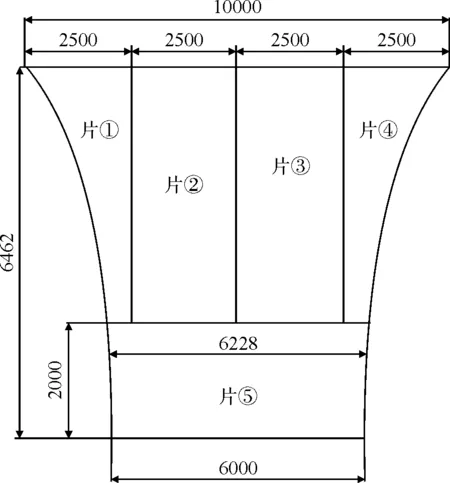

圖3 瓦片⑤展開(kāi)詳圖
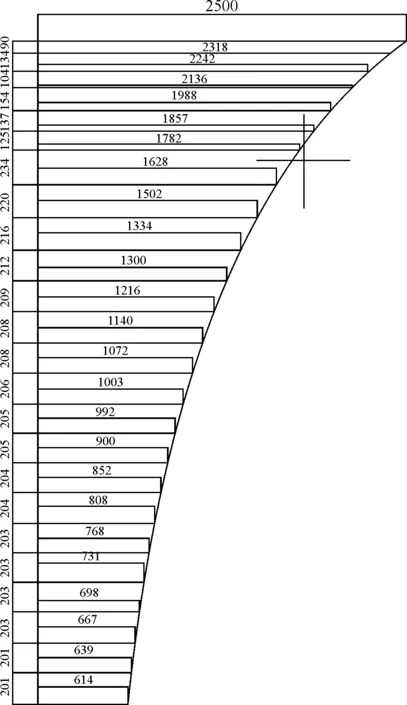
圖4 瓦片①、④展開(kāi)詳圖

圖5 瓦片⑥、⑧展開(kāi)詳圖
3.2.2下料
曲面喇叭口瓦塊中,瓦片②、③、⑦、⑨輪廓線為規(guī)則的瓦片,瓦片①、④、⑤、⑥、⑧輪廓線為曲線且不規(guī)則,其中,瓦片②、③、⑦、⑨可直接在鋼板上畫(huà)線放樣后切割下料,瓦片①、④、⑤、⑥、⑧的弧段需要畫(huà)出均勻的曲線。在勾畫(huà)出平滑切割線時(shí),考慮切割面的平滑度,采用多分點(diǎn)的方法,以直線代替曲線,順次直線連接成形,通過(guò)在CAD繪圖軟件中對(duì)比,用該方法做圖與原圖實(shí)際尺寸相差僅為0.1 mm以內(nèi),完全滿足精度要求。切割后的工件直線精度控制在±0.5 mm,其切口細(xì),半成品切割面光滑、平整,相交邊過(guò)渡方法可調(diào),根據(jù)需要交角平滑過(guò)渡,無(wú)缺角,下料質(zhì)量符合設(shè)計(jì)及規(guī)范要求。同類(lèi)型喇叭口總共有6個(gè),為了提高效率,加快制作進(jìn)度,制作一塊模板進(jìn)行放樣劃線。
各瓦塊下料后,分節(jié)分段編號(hào),標(biāo)注水流方向。
3.2.3構(gòu)件壓彎成形
曲面喇叭口整體分為4片,兩兩對(duì)稱,分別由5個(gè)瓦片和4個(gè)瓦片組成。每片需要壓彎制作成形,具體步驟為:
(1) 將已下好料的瓦塊平板拼接成形,水流方向一致,點(diǎn)焊不焊接。
(2) 根據(jù)橢圓弧將樣板按瓦片分段,以便卷弧時(shí)1∶1對(duì)比。
(3) 各起始點(diǎn)打沖做出標(biāo)記后解體。
(4) 各瓦片以頂點(diǎn)為起點(diǎn),按樣板卷弧。
(5) 各瓦片卷弧完成后按做好的記號(hào)連接在一起,組裝為整體。
3.2.4 整體拼裝
大口向下、小口向上進(jìn)行拼裝。由于左沖砂底孔喇叭口整體重量為33.4 t,超出纜機(jī)吊裝能力,因此,喇叭口整體拼裝成型后,安裝加筋環(huán)。檢查外形尺寸合格后,將除了水平中線方向的連接焊縫之外,將喇叭口焊接成上下兩個(gè)部分,焊后待時(shí)效應(yīng)力消除后將水平中線方向的加筋環(huán)切割開(kāi),在安裝時(shí)先將下半部分吊裝、調(diào)整到位后,再安裝上半部分。既減少了喇叭口在現(xiàn)場(chǎng)的安裝工序,提高了安裝效率,又解決了纜機(jī)無(wú)法整體吊裝喇叭口的難題。
(1)工作鋼平臺(tái)測(cè)平,平面度±1 mm。
(2)在平臺(tái)上按底部截面整體放樣,將單個(gè)構(gòu)件按樣檢驗(yàn)。
(3)按大口方向向下,將最底部瓦塊按放大樣對(duì)正組對(duì),方口處對(duì)角線2.0 mm,上口平面度≤2.0 mm,縱縫組對(duì)間隙≤2.0 mm,錯(cuò)位≤2.0 mm,點(diǎn)焊,固定。
(4)依次將其它瓦塊吊裝就位,環(huán)縫接口組對(duì)要求同縱縫。上口正四邊形要求邊長(zhǎng)誤差±1.0 mm,對(duì)角線差≤2.0 mm,周長(zhǎng)差±5 mm,管口平面度≤2.0 mm,點(diǎn)焊,固定。
(5)各瓦片吊裝就位后,檢測(cè)各部位關(guān)鍵尺寸,尺寸符合焊前要求,然后加內(nèi)支撐,由于焊縫條數(shù)很多,為了防止焊接變形,各斷面口用內(nèi)支撐加固牢靠。
3.2.5焊接
所有焊接均在現(xiàn)場(chǎng)進(jìn)行。焊前仔細(xì)了解查看各焊接部位,根據(jù)西藏特殊地區(qū)的情況,考慮高原和溫度兩個(gè)因素制定詳細(xì)的焊接工藝。
(1)縱縫、直縫均采用手工電弧焊,并用背面清根的方法。
(2)與加勁環(huán)焊縫采用手工焊縫。
(3)為防止變形,正式焊接前先進(jìn)行定位加固焊,加固焊的長(zhǎng)度以100~120 mm為宜。
(4)先焊接內(nèi)部焊縫,外部清根,打磨后再進(jìn)行焊接。
(5)焊接過(guò)程應(yīng)為雙數(shù)人員,對(duì)稱焊接,并采用斷續(xù)跳焊方法施焊。
(6)焊接時(shí)可預(yù)留1條縱縫暫不焊接,待其余焊縫焊完確保周長(zhǎng)準(zhǔn)確后再焊。
(7)焊接過(guò)程應(yīng)隨時(shí)用樣板檢查弧度變化以便及時(shí)調(diào)整焊接順序。
4執(zhí)行標(biāo)準(zhǔn)與質(zhì)量控制措施
4.1行業(yè)標(biāo)準(zhǔn)
DL 5017—2007 《水電水利工程壓力鋼管制造安裝及驗(yàn)收規(guī)范》[3]。
4.2質(zhì)量控制措施
(1)制作前,須進(jìn)行技術(shù)交底,施工過(guò)程中,嚴(yán)格遵守并做好質(zhì)量反饋,杜絕質(zhì)量事故。
(2)所選用的鋼材必須有出廠合格證和材質(zhì)證明,驗(yàn)證齊全后方可進(jìn)行下料。
(3)所購(gòu)材料須根據(jù)零件規(guī)格,配套后采用定尺采購(gòu)。
(4)下料后邊緣直線度≤1.0 mm,組對(duì)后間隙≤2.0 mm,過(guò)水面錯(cuò)位≤2.0 mm。
(5)組對(duì)放樣時(shí),中心位置確定,且定位在固定物上。
(6)定位焊的焊材要與正式焊接的焊材相同,正式焊接前應(yīng)將定位焊存在的缺陷清除。
(7)一、二類(lèi)焊縫應(yīng)按相應(yīng)比例探傷檢查,并規(guī)定T字焊縫、尖角焊縫為必查之處。
5結(jié)束語(yǔ)
藏木水電站具有海拔高、氣候干燥、晝夜溫差大、原材料復(fù)雜等特點(diǎn),與國(guó)內(nèi)其它地區(qū)已建的類(lèi)似工程有很大區(qū)別,沒(méi)有可以借鑒的經(jīng)驗(yàn),許多東西要“摸著石頭過(guò)河”。我們通過(guò)對(duì)藏木水電站異形鋼管特性參數(shù)以及安裝現(xiàn)場(chǎng)工期進(jìn)度要求和纜機(jī)吊裝能力的深入分析和研究,對(duì)曲面喇叭口制作工藝進(jìn)行了優(yōu)化創(chuàng)新,在制作廠將喇叭口整體拼裝成型,安裝加筋環(huán),檢查外形尺寸合格后,將除了水平中線方向的連接焊縫之外,將喇叭口焊接成上下兩個(gè)部分,焊接完后,待時(shí)效應(yīng)力消除后將水平中線方向的加筋環(huán)切割開(kāi),降低了材料損耗率。在安裝時(shí)先將下半部分吊裝、調(diào)整到位后,再安裝上半部分,既解決了纜機(jī)起吊能力有限而無(wú)法整體吊裝喇叭口的難題,又減少了喇叭口在現(xiàn)場(chǎng)的安裝難度,降低了安裝風(fēng)險(xiǎn),提高了安裝效率,縮短了安裝工期,節(jié)約了施工成本,為藏木水電站順利實(shí)現(xiàn)三期截流目標(biāo)贏得了戰(zhàn)略性的寶貴時(shí)間。
參考文獻(xiàn)
[1]曹豐群. 沙沱水電站壓力鋼管制作與安裝施工技術(shù)[J].貴州水力發(fā)電, 2012,26(1):76-79.
[2]王德順,王東彬,馬素文.皂市水電站引水壓力鋼管制作質(zhì)量控制[J].人民長(zhǎng)江,2008,39(21).
[3]DL/T 5017-2007 水利水電工程壓力鋼管制造安裝及驗(yàn)收規(guī)范[S].
[作者簡(jiǎn)介]陳衛(wèi)平(1966~), 男, 高級(jí)工程師,主要從事水利水電金屬結(jié)構(gòu)制造與安裝。
【中圖分類(lèi)號(hào)】TV547
【文獻(xiàn)標(biāo)志碼】B
[定稿日期]2015-11-17
猜你喜歡
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:10:58
中國(guó)公路(2017年15期)2017-10-16 01:31:54
中國(guó)科技博覽(2016年18期)2016-10-19 09:03:36
中國(guó)科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年21期)2016-10-17 17:58:28
科技視界(2016年20期)2016-09-29 13:11:33
科技視界(2016年20期)2016-09-29 13:10:51