精沖機上閉合死點的調整機構
2016-07-01 15:58:46秦志洪襄陽博亞精工裝備股份有限公司
鍛造與沖壓 2016年8期
文/秦志洪·襄陽博亞精工裝備股份有限公司
精沖機上閉合死點的調整機構
文/秦志洪·襄陽博亞精工裝備股份有限公司

秦志洪,高級工程師,主要從事非標冶金設備、實驗設備、沖壓設備的總體設計和新產品研發工作,有豐富的機電液氣銜接的設計經驗,曾獲得多項省、市級的科技項目獎勵,截止目前有40多項專利被授權,其中有5項發明專利。
精密沖裁液壓壓力機(以下簡稱精沖機)是在普通沖壓機基礎上發展起來的,精密沖裁即為強力壓邊沖裁,工藝原理是在三動壓力機上,利用特殊結構的精沖模,在強力作用下,使材料產生塑性、剪切變形,從而得到優質的精沖零件。精沖機必須能夠同時提供沖裁力、壓邊力和反壓力,主機應具有高強度及高剛度,滑塊能保證精密導向,并且可精確調整模具上閉合死點的高度和重復定位精度,同時要具備可靠的模具保護功能,是一種高投入、技術密集和產品附加值高的設備。
由于精沖機模具的沖裁間隙很小,為了提高沖件質量和模具壽命,滑塊的上閉合死點必須可調,并有高度的重復定位精度。以往的精沖機單純使用液壓或電氣保護的方式對上閉合死點進行調整,模具和設備的安全系數低。所以采用機械方式對精沖機的上閉合死點進行調整是精沖機設計制造中的重要內容。
為克服現有技術的不足,本文主要介紹一種精沖機的上閉合死點的調整機構,以實現快速精確調整上閉合死點的目的。該內容為本人發明專利ZL201210354900.7《精沖機的上閉合死點的調整機構》的一部分。
結構特點
該調整機構用于精密沖裁液壓壓力機的上閉合死點調整。其結構簡圖如圖1所示,主油缸套與調整螺母配合,調整螺母與大齒盤連為一體;支架1和支架2固定在主油缸套上,支架1上固定有液壓離合器,圓柱齒輪1、大齒盤分別與由減速電機帶動旋轉的圓柱齒輪2嚙合;軸向消游隙柱塞安裝在主油缸套上,軸向消游隙柱塞的柱塞缸通有高壓油;主活塞、導向座和下工作臺連為一體;編碼器齒輪軸與編碼器連接,編碼器齒輪軸與圓柱齒輪2嚙合;主油缸套與主活塞之間通有高壓油。本發明采用電機調整和液壓系統配合,調整速度快,調整精度及重復定位精度高,模具和設備安全系數大大提高,可有效延長精沖的模具壽命,降低模具生產成本及模具的調整時間。
如圖1、圖2所示,主油缸套的內壁上有內鋸齒螺紋,與調整螺母的外鋸齒螺紋配合,調整螺母與大齒盤用緊固件連為一體;離合鎖緊裝置的支架1、電機調整裝置的支架2分別用緊固件固定在主油缸套外徑的平面上,離合鎖緊裝置的支架1上固定有液壓離合器,離合鎖緊裝置的圓柱齒輪1、大齒盤分別與電機調整裝置的圓柱齒輪2嚙合,圓柱齒輪2由減速電機帶動旋轉。軸向消游隙柱塞1和軸向消游隙柱塞2安裝在主油缸套的端面上,并與主油缸套1之間的柱塞缸通有高壓油;主活塞與其上的導向座和下工作臺連為一體;編碼器齒輪軸與編碼器連接,并與圓柱齒輪2嚙合;主油缸套與主活塞之間通有高壓油。
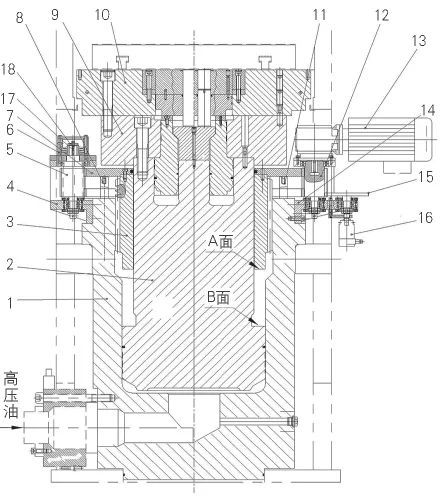
圖1 調整機構簡圖
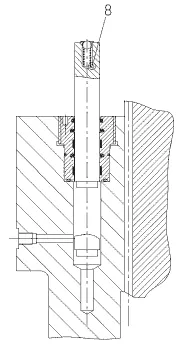
圖2 軸向消游隙柱塞安裝處

圖3 液壓離合器的結構簡圖
通過鍵和壓板,用螺釘把離合鎖緊裝置的圓柱齒輪1與液壓離合器上的旋轉套(圖3)聯為一體,而摩擦片1通過漸開線內齒與旋轉套的漸開線外齒嚙合,實現圓柱齒輪1與旋轉套及數個摩擦片1同步轉動;數個摩擦片1與數個摩擦片2交錯安裝,摩擦片2的漸開線外齒與固定套的漸開線內齒嚙合,固定套與底座通過螺釘聯為一體,缸套與蓋板通過螺釘聯為一體,固定套與底座、缸套、蓋板又通過螺釘壓緊到離合鎖緊裝置的支架1上,形成一個不能旋轉的固定體;旋轉套、缸套和蓋板間,安裝有活塞和密封圈1、2,在活塞與蓋板間安裝有彈簧。
工作原理
當需要調整閉合上死點時,軸向消游隙柱塞1、2下部的柱塞缸泄壓,離合鎖緊裝置的液壓離合器接通液壓油,液壓油推動活塞移動,抵消彈簧的大部分彈力,摩擦片1和2間的壓力減小,摩擦力減小,液壓離合器處于半脫開狀態(有一定摩擦力,起到消除齒輪嚙合間隙的作用),電機調整裝置的減速電機啟動,帶動圓柱齒輪2轉動,與之嚙合的大齒盤也隨之轉動,調整螺母同樣也隨大齒盤旋轉,因為調整螺母與主油缸1之間有螺紋配合,所以在調整螺母同大齒盤轉動的同時,它們還沿主油缸套內螺紋的軸線方向上升或下降。
當減速電機調整完畢斷電后,其內置的電磁抱閘迅速制動,隨后軸向消游隙柱塞1和2下部的柱塞缸液壓加壓(圖2),軸向消游隙柱塞在液壓力作用下上升,并且推動大齒盤和調整螺母一起上升,直到調整螺母的外螺紋與主油缸套內螺紋無間隙貼合,同時液壓離合器處泄壓,彈簧推動活塞移動,摩擦片1和2間的壓力增大,摩擦力增大,液壓離合器處于接合狀態,對大齒盤起到徑向鎖緊和制動作用。
當精沖機正常工作,主活塞在下部高壓壓力油的作用下,與它上面的導向座和下工作臺一起向上移動,直到其臺階面B與調整螺母的A端面貼合,才停止移動,此點即為精沖機上閉合死點,由于是采用死機械限位,調整重復定位精度高,非常可靠。
本發明的大齒盤與電機調整裝置的圓柱齒輪2的傳動比很大,同時選用大傳動比的減速電機,而主油缸套和調整螺母的螺紋螺距很小,整個傳動機構的傳動比非常大,又通過加裝編碼器來控制和調整上閉合死點位置,可以實現微調和高精度調整上閉合死點位置的目的,適應快速及高精度調整的要求。
由于該結構的主油缸套的內壁上帶有內螺紋,與調整螺母的外螺紋配合,調整螺母又與大齒盤連為一體;離合鎖緊裝置的支架1和電機調整裝置的支架2分別固定在主油缸套外徑的平面上,離合鎖緊裝置的支架1上固定有液壓離合器,離合鎖緊裝置的圓柱齒輪1、大齒盤分別與電機調整裝置的圓柱齒輪2嚙合,圓柱齒輪2由減速電機帶動旋轉,減速電機內置電磁抱閘;軸向消游隙柱塞1和2安裝在主油缸套的端面上,并與主油缸套之間的柱塞缸通有高壓油;主活塞與其上的導向座和下工作臺連為一體;編碼器齒輪軸與編碼器連接,并與圓柱齒輪2嚙合;主油缸套與主活塞之間通有高壓油。
上述離合鎖緊裝置上安裝有液壓離合器,液壓離合器通液壓油時,離合器脫開,減速電機工作進行調整,當減速電機工作完畢,液壓離合器泄壓,彈簧復位,摩擦片接合,起到徑向鎖緊作用。
當需要調整閉合上死點時,軸向消游隙柱塞下部柱塞缸泄壓,離合鎖緊裝置的液壓離合裝置處于脫開狀態,電機調整裝置的減速電機啟動,帶動圓柱齒輪2轉動,與之嚙合的大齒盤也隨之轉動,調整螺母同樣也隨大齒盤旋轉,調整螺母同大齒盤轉動的同時,沿主油缸套內螺紋的軸線方向上升或下降,達到調整閉合上死點的目的。
當減速電機斷電調整完畢,減速電機內置的電磁抱閘迅速制動,隨后軸向消游隙柱塞下部柱塞缸液壓加壓,軸向消游隙柱塞在液壓作用下上升,并且推著大齒盤和調整螺母一起上升,直到調整螺母的外螺紋與主油缸套內螺紋無間隙貼合,同時離合鎖緊裝置的液壓離合裝置處于鎖緊狀態,對大齒盤起到徑向鎖緊和制動。
結束語
本發明與現有技術相比,具有以下優點:
⑴采用機械死限位和大傳動比,調整精度及重復定位精度高。
⑵從產品安全方面來說,比單純使用液壓或電氣保護來調整閉合上死點相比,采用機械死限位可靠性高,使模具和設備的安全系數大大提高,可有效延長精沖的模具壽命,降低單位沖件的模具生產成本。
⑶由于采用電機調整和液壓系統配合,調整速度快,可降低每批次沖件模具的調整時間。
反饋服務編碼6132
