鍛件坯料準備在工廠中的應用實例
2016-06-23 12:29:07王洪興姜希翠一汽鍛造吉林有限公司
鍛造與沖壓 2016年13期
文/王洪興,姜希翠·一汽鍛造(吉林)有限公司
唐明鶴·大連華銳特種傳動設備有限公司
鍛件坯料準備在工廠中的應用實例
文/王洪興,姜希翠·一汽鍛造(吉林)有限公司
唐明鶴·大連華銳特種傳動設備有限公司
一汽鍛造(吉林)有限公司(以下簡稱“一汽鍛造”)是中國第一汽車集團公司的全資子公司,始建于1953年。一汽鍛造是國內最大的汽車鍛件生產企業之一,也從事非汽車行業各類鍛件的制造。一汽鍛造除了為一汽集團及其他整車廠提供配套外,還涉足鐵路、煤機、礦山等領域,現在每年約生產銷售鍛件6萬噸,所以需要做大量的鍛件毛坯料準備(下料)工作。本文從坯料準備方面,簡單介紹一下一汽鍛造的實際經驗。
一汽鍛造的毛坯料準備(下料)方式,是隨著鍛件產品、成形工藝的改變逐漸從單一下料方式向多種下料方式轉變,從低精度向高精度提升的,設備使用上也經歷了幾個時期。

表1 剪切下料設備明細
普通棒料剪
2002年前,公司的下料方式為單一的剪切下料,剪床都為老式的普通棒料剪,設備噸位由小到大,具體規格見表1所示。

圖1 普通棒料剪
圖1為普通棒料剪。老式剪床的優點:生產率高,單班量產可以達到3000多件,無切口損耗、成本低,可實現機械化操作,主要用于有飛邊的開式模鍛坯料下料。老式剪床的缺點:剪切平面欠平整、斜度大、尺寸精度差;直徑大的高碳鋼、高合金鋼棒料需要進行預熱,并且需要準備大量各種規格的剪切模具等,不適合無飛邊的閉式模鍛下料。圖2為普通棒料剪下的料段端面質量圖,表2為剪床下料容易產生的缺陷、產生的原因和消除辦法。
一汽鍛造根據多年的剪切經驗,制定了各種剪床的下料工藝規范,實際應用效果很好。表3為500t剪床下料的工藝規范,表4為剪床下料毛坯長度L公差表。
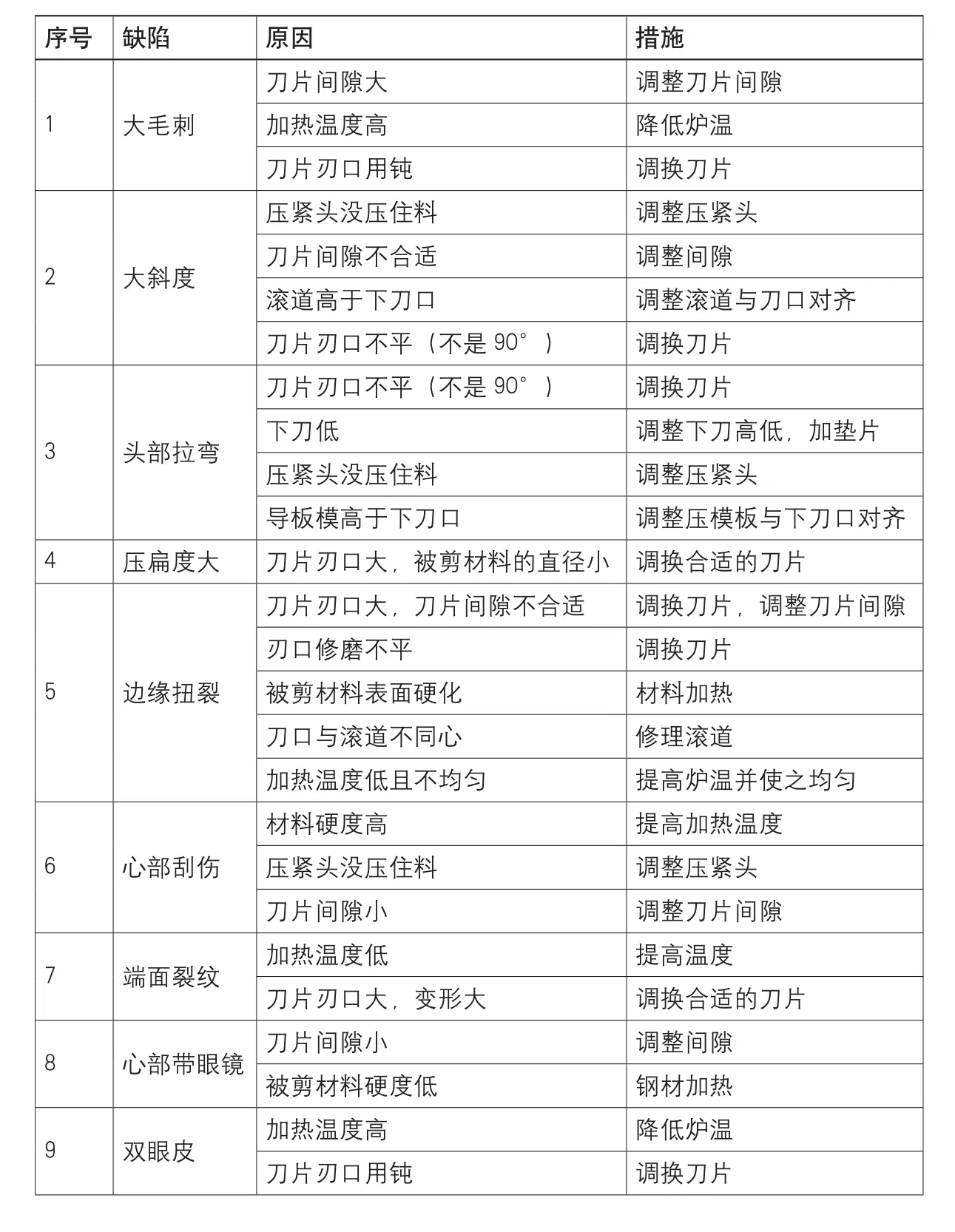
表2 剪床下料容易產生的缺陷、產生的原因和消除辦法

圖2 普通棒料剪下的料段端面質量圖
用老式剪床剪切閉式模鍛坯料的經驗
因公司無飛邊鍛造工藝的快速增加,鋸床的能力無法滿足生產的需求。公司通過改造350t棒料剪,進行剪切閉式工藝坯料的試驗,取得了成功。
根據350t剪床的結構特點,首先對下切刀托架和后壓料機構進行了改造。對下切刀托架重新進行了設計,由過去的分體式結構改為整體式結構(改進前與改進后的結構如圖3、圖4所示),增加了托架的強度,還對固定方式進行了重新設計和加強,保證了在剪切過程中切刀的穩定性。后壓料機構變成可調式(如圖5所示),可以根據不同直徑的棒料對壓力進行大小調節,這是為了增加剪切過程中的穩定性。經過對連桿料和輪轂料的試切,剪切斜度能夠控制在工藝要求范圍內,重量公差也能控制在±20g內。改進前后的坯料對比見圖6和圖7。
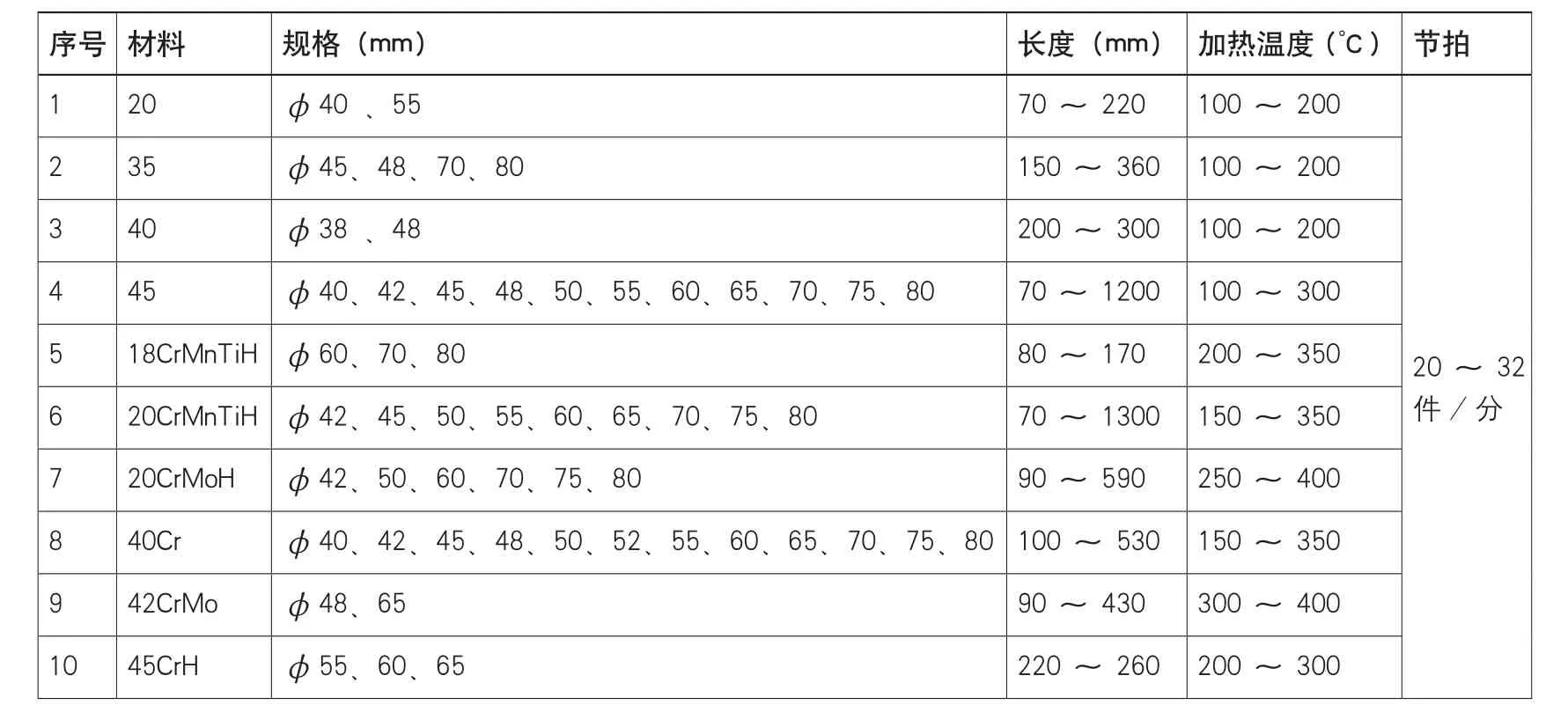
表3 500t剪床下料工藝規范
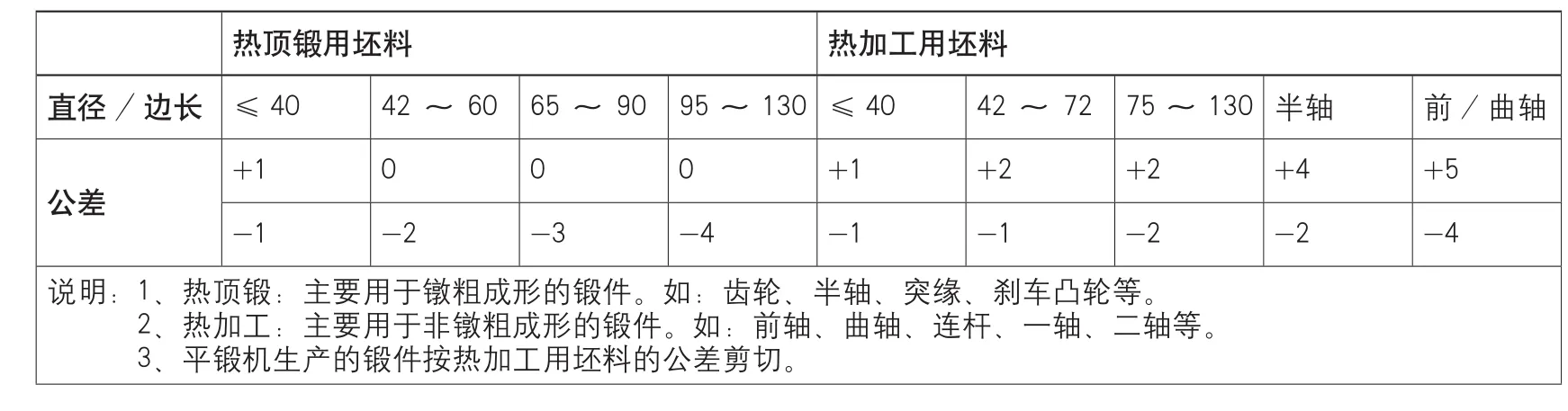
表4 剪床下料毛坯長度L公差表(mm)

圖3 改進前的分體式結構

圖4 改進后的整體式結構

圖5 改進后的壓料結構

圖6 改進前剪切的坯料

圖7 改進后剪切的坯料
帶鋸床
隨著公司閉式鍛造工藝的逐步開發,對坯料的要求越來越嚴格、精度要求越來越高,坯料的重量公差一般為±30g,普通剪床無法達到此要求。另外,在前軸、曲軸、轉向節等大件下料方面,鋸床比剪床具有更多的優勢。圖8為帶鋸床,一臺普通的帶鋸床價格只有十幾萬元,而一臺大噸位的剪床價格為百萬元以上,所以鍛造公司從2002年開始逐漸增加了帶鋸機的使用,具體的規格見表5。
例如GB4250C這種普通帶鋸機,通用性較好,可以鋸切50~500mm的圓鋼和方鋼。鋸100mm的圓鋼時間為50s,重量精度可控制在30~40g。坯料無斜度、無毛刺、尺寸精度高。設備價格低、工人操作和維修簡單,不需要對原材料預熱。原來1臺剪床至少需要3個人,而現在2臺鋸床只需1個人操作。另外還可以對剪床下料的料尾采取同步鋸料的辦法來提高材料利用率。從2006年開始公司采用鋸床下料的比重逐年增加,由剛開始的10%左右,到現如今的60%左右。鋸床下料毛坯長度L公差要求見表6。

表5 帶鋸床明細表
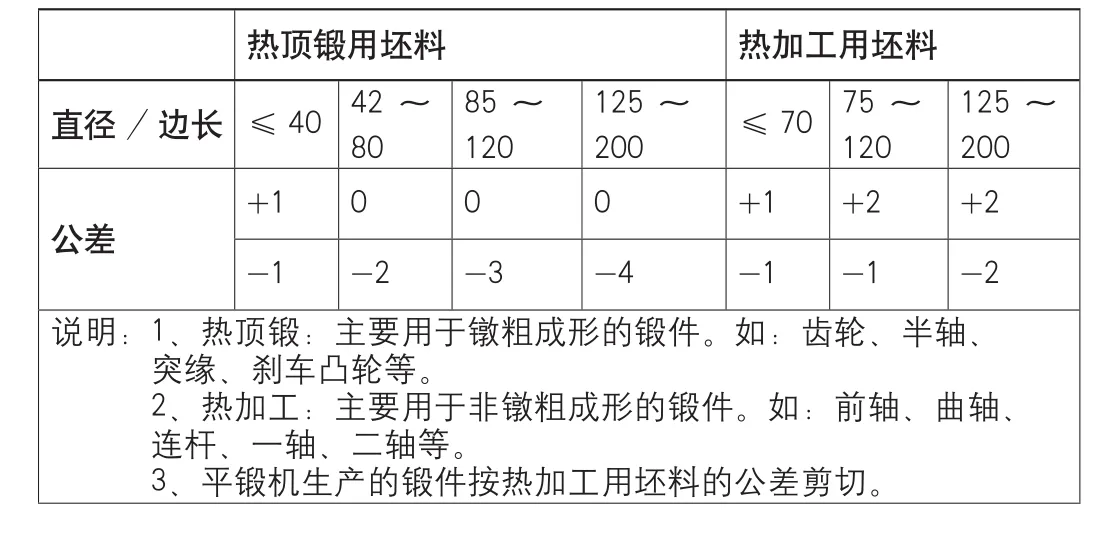
表6 鋸床下料毛坯長度L公差要求(mm)

圖8 帶鋸床
為了實現用帶鋸機進行無飛邊鍛造毛坯的下料,我們對帶鋸機進行了部分改造,增加了擋料限位系統,如圖9所示。

圖9 擋料限位系統

圖10 鋸床下料質量
每批料通過稱重調整好坯料長度后,就鎖死擋料位置,然后進行批量下料。下料質量如圖10所示,該方案完全能夠滿足無飛邊鍛造±30g的重量公差要求,及端面斜度小于1mm的要求。
帶鋸床下料的優點:鋸切的坯料端面平整、垂直度較好、長度方向尺寸精確,適用于精密模鍛等下料。
帶鋸床下料的缺點:生產率低,工具和鋸口損耗均比較大。在鋸切重量比較大的前軸和曲軸時工人的勞動強度很大,自動化程度較低。
鑒于鋸床在下料精度、使用成本、維護成本上的諸多優點以及技術的不斷進步,鋸床將會逐漸成為鍛造公司毛坯下料的主力設備。
圓盤鋸
對于一些要求精度更高的坯料,帶鋸機下料已經無法達到要求,因此,公司在2009年采購了2臺臺灣合濟生產的圓盤鋸。如圖11所示。

圖11 P-100B圓盤鋸
圓盤鋸在我們的應用過程中有其優勢:下料速度快,φ60mm的TL4521的材料,鋸料的節拍一般為16s左右;長度公差可以達到±0.03mm,坯料斜度小于0.5°,完全滿足精鍛件對坯料尺寸的要求。且操作者的勞動強度小。 缺點是:鋸片價格幾千元,一次性使用壽命達不到1.8~2.0萬件,鋸片不能修復使用,下料成本比帶鋸機高很多。

圖12 快速精剪機

表7 1000t快速精剪機技術參數
快速精剪機
因普通的剪床達不到精密下料的要求,帶鋸機的效率低且不能實現要求精度高的下料,而圓盤鋸的下料成本很高。所以公司在2012年采購了一臺1000t的韓國JAE WOO PRESS CO., LTD產的快速精剪機(如圖12所示),以提高下料精度及效率。其技術參數如表7所示。
結束語
總之,一汽鍛造(吉林)有限公司在坯料準備方面,隨著工藝進步、產品變化,在逐漸改變,總體趨勢是向精密、快速、少人化的方向發展。公司內部也在利用現有的資源不斷完善自己的工藝和設備設施,滿足鍛造工藝,提高質量的要求,而且努力做到節約材料。
