液壓機工作缸導套更換方法及配合公差的研究
2016-06-23 12:29:07萬遠鋼車盼彭雄武漢重工鑄鍛有限責任公司
鍛造與沖壓 2016年13期
文/萬遠鋼,車盼,彭雄·武漢重工鑄鍛有限責任公司
液壓機工作缸導套更換方法及配合公差的研究
文/萬遠鋼,車盼,彭雄·武漢重工鑄鍛有限責任公司
鍛造液壓機因工況惡劣,主工作缸導套4~5年就需要進行一次更換。采用常規方法,工作量大,檢修時間長,費用較高。而且工作缸導套的更換是液壓機檢修中的關鍵環節。裝配質量直接關系到液壓機的鍛造精度和密封的使用壽命、液壓機的利用率。我們結合多年的液壓機檢修經驗,通過計算過盈量,對收縮補償量的控制,優化檢修方案,提高了檢修效率,節約時間,降低費用,實踐效果良好。

萬遠鋼,設備動力部副主任,長期在鍛造廠、設備動力部工作。主要從事鍛造壓機、鍛造操作機的技術、管理工作,參加過25MN、38MN壓機,16t、50t鍛造操作機的技術改造,主持過25MN、80MN壓機的大修。
液壓機是一種利用液體壓力傳遞能量以實現各種壓力加工工藝的機器。由于其廣泛的適用性,液壓機普遍用于機械、冶金、航空航天、電工、化工等國民經濟的各個領域,對這些領域的技術進步有重要作用。
工作缸是液壓機的核心零件。系統內輸出的高壓液體進入工作缸后,推動柱塞或活塞運動,接觸工件后,在工作缸高壓液體的繼續推動下對工件施壓使其變形。而導套又是工作缸內最重要的配件,導套在工作缸柱塞運動時起導向作用,其裝配精度及配合公差的選取對主缸密封的壽命和液壓機的生產效率至關重要。如導套磨損或公差配合選擇不當,會造成主缸導套脫落或密封頻繁損壞,引起工作介質泄露到工作缸外部,從而造成運動不穩定、停位不準確或無法停位,不能保壓,污染環境,甚至引起設備事故。因此工作缸導套公差的選擇、裝配對液壓機的工作性能非常關鍵。
而液壓機工作缸導套經過4~5年的使用,因偏心鍛造的磨損以及工作液體中雜質的拉傷,導套需及時進行更換。否則工作缸密封損壞加劇,漏油(水)嚴重,影響壓機使用及安全。而對其更換并非易事,按常規做法:拆除壓機上部低壓緩沖罐、充液閥以及高、低壓管,落下壓機動橫梁,吊出工作缸柱塞,拆出工作缸體,上車床或鏜床加工,去掉舊導套,測量缸體內徑,按H7/k6配合公差加工新導套外徑,然后將半精加工導套壓入缸體內,再上機床按圖紙尺寸加工導套內徑,最后將缸體整體裝配。此種方法耗時、費力、費材,已不能適應當前檢修的要求。
鑒于此,我們參考了有關資料,結合多年的壓機檢修經驗,摒棄了常規做法,重新選擇缸體與導套的配合公差以及內徑的補償量,然后在不拆卸工作缸的情況下進行導套的壓力裝配。實踐證明此方法是成功的,效果明顯。
配合公差的選擇及過溫補償量的確定
導套的裝配質量對其使用壽命有著十分重要的意義,導套與缸體間的配合應具備足夠的預緊力。由于導套表面加工中的微量不平度及使用過的缸體內壁有不同程度的變形,對裝配中過盈有相當的影響,而各種材料的彈性模量也有一個波動范圍,而武漢夏、冬季節的溫差直接影響了裝配質量,使導套過早出現“龜裂”、“塑變”而直接報廢。
在檢修過程中,需要解決的是溫差對導套與缸體配合的影響以及導套過盈壓入缸體后導套內徑的收縮量的數值。
配合公差的選擇
導套與缸體間的配合表面具有一定的過盈量,才能保證導套有足夠的預緊力,這是保證導套使用壽命較長的重要條件之一。如其配合表面存在間隙,后果顯而易見,而季節室溫變化直接影響了裝配質量。武漢重工鑄鍛有限責任公司(以下簡稱“武重鑄鍛”)80MN鍛造壓機如圖1所示。

圖1 80MN鍛造壓機
武重鑄鍛80MN壓機導套材料為ZQSn6-6-3,缸體材料為20MnMo,線膨脹系數為α1=17.6×10-6/℃,α2=11× 10-6/℃,配合公差尺寸為φ1010mm,導套內徑為φ960mm。武漢夏冬兩季溫差至少40℃,在此溫降下,配合過盈值變化ΔC不容忽視。80MN鍛造壓機缸體與導套尺寸圖如圖2、圖3所示。
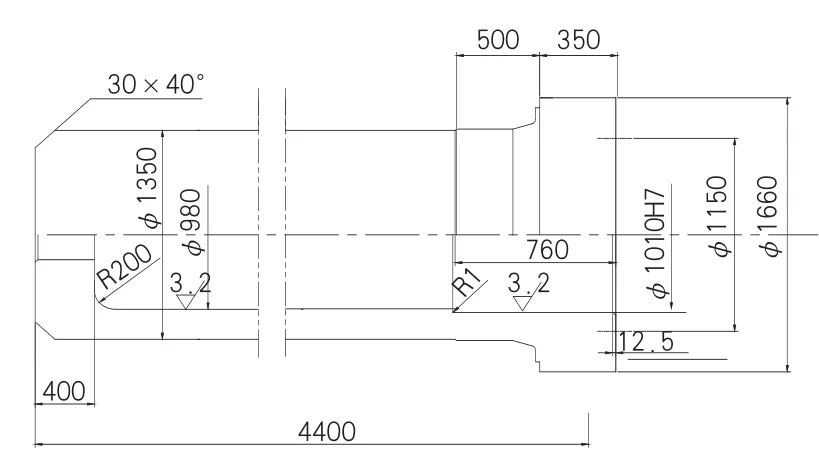
圖2 80MN壓機缸體尺寸圖
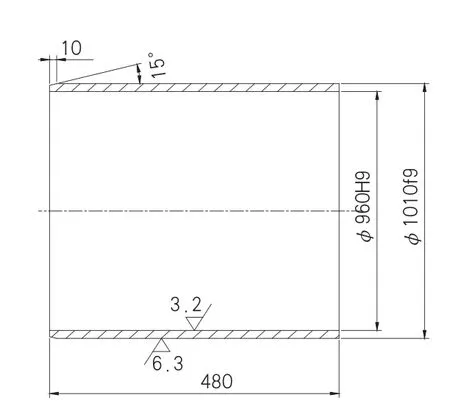
圖3 80MN壓機缸體導套尺寸圖
而導套與缸體配合公差φ1010H7/k6是以室溫20℃為基準,最大過盈0.066mm,最大間隙0.105mm。
如在夏季加工裝配的導套,則上述過盈量應減少0.133mm,最大過盈量變為最小間隙0.067mm,最大間隙變為0.238mm,這將影響導套使用壽命,使導套易從缸體中脫落。
如果冬季加工裝配的導套,上述配合公差過盈量將增加0.133mm,則最大過盈變為0.199mm,最大間隙變為最小過盈0.028mm,在此情況下導套允許最高使用危度會降低。
從以上分析可看出:問題的關鍵在于如何解決溫差對導套與缸體配合的影響,尤其是大型熱加工廠在設計導套時要采取措施。
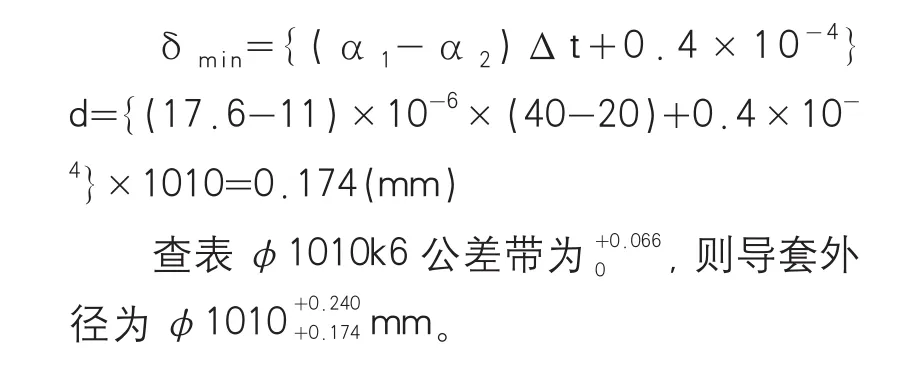
如室溫到t=40℃時,導套與缸體的理想配合可由下式計算:

式中:δmin─導套與缸體最小過盈量,d─導套與缸體配合公稱尺寸。
如室溫到t=0℃時,導套與缸體的理想配合可由下式計算:

則將前例按(1)(2)式計算有:
夏季加工導套:
冬季加工導套:
導套與缸體公差確定后,因過盈裝配而產生收縮是不容忽視的,確定導套內徑的補償量同樣重要。
補償量的確定
導套過盈壓入缸體后,導套受缸體壓縮,內徑會變小,必須在導套加工時考慮其補償量,否則會影響導套與柱塞H9/f7的配合。2009年在檢修25MN壓機時,我們就出現過對導套內徑補償而使柱塞無法進入導套,后用砂輪打磨一整天才將柱塞裝入的失誤。對于補償量近似計算如下:

式中:α=d1/d,d1=導套內徑,d=導套外徑,δmax=選取配合公差的最大過盈量。
按前例計算有:


由上式可知:補償量與過盈量基本相等。
導套的更換及裝配
舊導套的拆卸
可使工作缸單獨進高壓水沖出導套,也可先放下動梁,待吊出柱塞后,利用導套與缸體線膨脹系數的差別,對導套內壁加熱后澆冷水使其急冷,再用外力即可拉出舊導套。
新導套裝配
圖4為裝配示意圖,按前過盈量與補償量檢驗新導套后,采用“壓力法”將導套裝入缸體。(利用缸體螺孔擰入四根長螺桿,螺桿下固定一托板,用千斤頂(25t即可)頂上另一托板至導套即可。此方法簡單易行,并可逆向將舊導套從缸體內拉出。
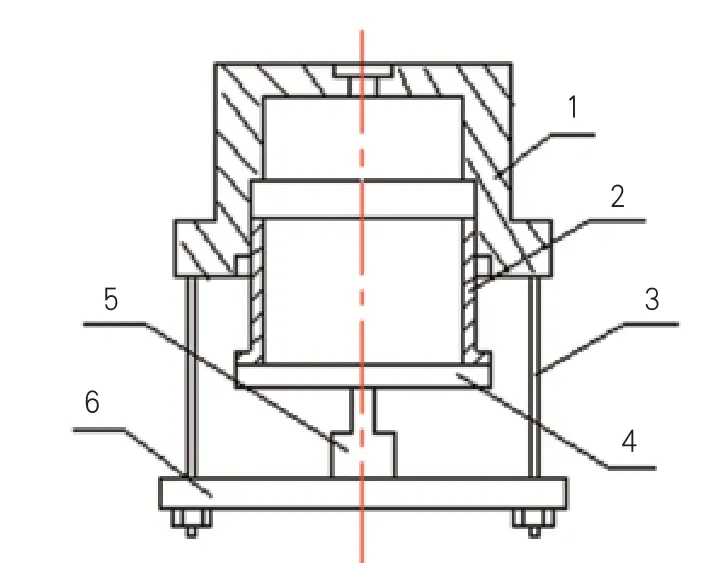
圖4 裝配示意圖
結束語
通過這些年的實際應用,液壓機工作缸導套過盈量、補償量的選擇以及導套新的更換方法,在武重鑄鍛25MN、38MN、80MN壓機上使用效果良好。既縮短了檢修周期,提高了效率,又降低了費用。
