國內外全自動鍛造生產線的現狀及設計理念
2016-06-21 15:05:48錢浩臣曾琦北京機電研究所
鍛造與沖壓 2016年1期
文/錢浩臣,曾琦·北京機電研究所
國內外全自動鍛造生產線的現狀及設計理念
文/錢浩臣,曾琦·北京機電研究所
現代化的鍛造生產要求實現生產線的柔性化,可快速實現多品種、多工藝的轉換。在生產線聯線設計時要考慮以上多種產品的物流和模具更換時的擺放,同時又能對整個鍛造過程進行全程監控和管理。鍛造自動化生產線中的鍛造生產并不是孤立進行,而是針對不同產品、不同材質、不同爐號進行鍛、熱、表面處理一體化的設計。“一體化”設計主要體現在聯線設計中不同產品物流方向、節拍控制、各監控單元的可協調性,并對可利用價值的能源進行合理匹配的精細設計和量化設計。根據訂單來組織原材料,并進行鍛造生產的全程監控與管理。
自動鍛造生產線的目的
自動鍛造生產線的目的是實現生產線的高效、高質、低成本、高可靠性、高安全性和信息化。高效即提高生產節拍和有效開工率,保證單位時間的產出;高質是提高鍛造產品的質量,包括產品的尺寸精度、表面質量、組織結構、批首尾鍛件的一致性等性能指標;低成本是指通過提高生產節拍和實現工藝的優化來降低單位產品能耗;高可靠性是指自動鍛造生產線上每臺設備和每個生產要素單元在額定開工期內能夠可靠運行,不產生中斷;高安全性主要是針對設備和人身安全而言,對于一條高效鍛造生產線,速度決定了利潤,但是速度也帶來了安全隱患,想要消除安全隱患,必須采用多項安全措施保證生產線的安全;信息化是以信息化技術和智能化工具來提升生產力,形成具有龐大規模的、自上而下的、有組織的信息網絡體系,從而帶來鍛造生產的革命性進步。
自動鍛造生產線的分類
自動鍛造生產線有多種分類方法,按其生產產品功能分:有單一產品的自動鍛造生產線,如國內多條前軸自動鍛造生產線,稱為剛性功能自動鍛造生產線;二是可以實現多種類型產品生產的自動鍛造生產線,稱為柔性鍛造生產線。柔性鍛造生產線按控制原理可分為剛性控制自動線和柔性控制自動線。
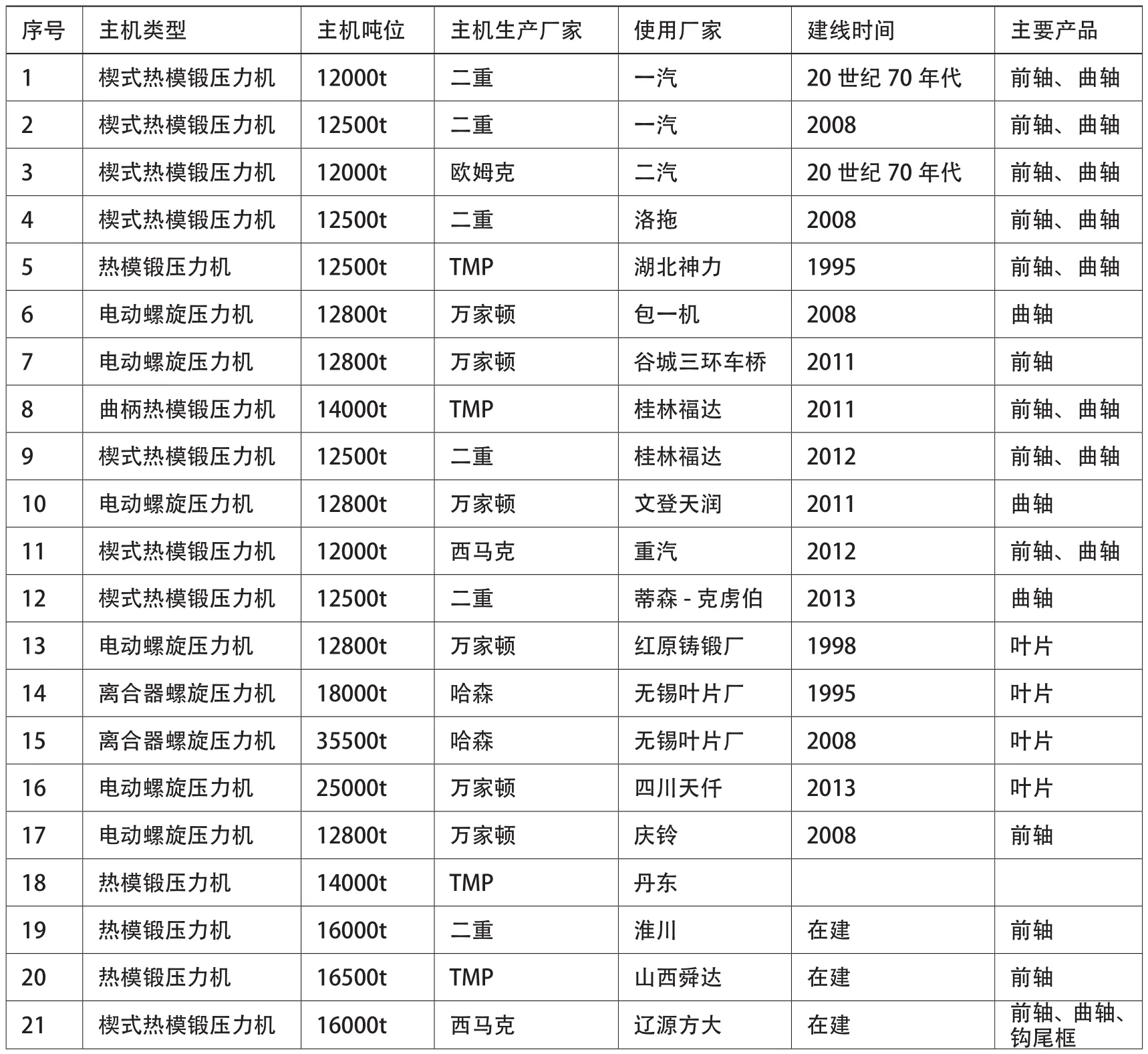
表1 國內現有的萬噸鍛造生產線
剛性控制自動線是指僅靠簡單機械位置信號連接實現的生產線,這種生產線雖然能夠自動進行鍛件搬運和中轉,但整個生產過程需要人工監控和干預,并且生產過程中任何故障都可能造成因每次全線停產而產生的大量廢品。
柔性控制自動線不再是設備的簡單銜接,而是設備的信息信號通過總控智能化處理后的柔性連接,并且通過對整個鍛造過程進行全程監控和管理,有效在線識別并處理設備和模具故障,保證生產的正常運行。
表1為國內現有的萬噸鍛造生產線。
自動鍛造生產線的設計
自動鍛造生產線的設備配置
⑴下料及原材料的整理。
在傳統鍛造生產線的設計理念中,認為每條鍛造線配置一臺下料設備是一種浪費,但新型工業化企業理念是每天24h開機生產,盡量減少在線的生產準備工作,保證生產線最大開機量。在這個前提下,一條自動鍛造生產線配置一臺下料設備就不足為奇了,這樣不僅可以減少坯料中轉的工作量,減少下料和生產的不連續性脫離,而且坯料尺寸可以在總控智能化管理下隨鍛件體積變化而隨機調整,同時使原材料的化學成分得到細分管理,為后續熱處理和鍛件的機械性能建立可靠的保證體系,盡可能減少廢品。
下料后的坯料直接進入中頻爐加熱并進行后續生產,不同批次的來料型號將與鍛件號一起記錄,這樣產品的質量可以追溯到原材料。此外,生產過程中也可根據產品抽檢情況隨時變更下料參數,保證最優下料尺寸。
⑵加熱。
近年來國際上新建的生產線已經逐步往單排爐的方向發展,盡可能將中頻爐功率開到滿負荷,減少無功功率的出現。因為感應加熱爐的能耗是自動鍛造生產線中能耗最高的設備,其中10%的無功能耗幾乎接近全線其他設備能耗的總和。
⑶鍛后熱處理。
為了減少能耗,提高生產效率,現代的生產線技術將鍛造工序和熱處理工序集成起來,充分利用鍛后的鍛件余熱進行熱處理,避免了鍛件的二次加熱,因此降低了能耗和生產成本。
對于非調質鋼的鍛件熱處理而言,鍛后將鍛件懸掛在鏈式集散爐進行控冷處理,即在鍛造后增加一條控冷爐;對于調質鋼的鍛件熱處理而言,鍛后進懸掛正火爐,鍛件的心部溫度小于600℃,即先升溫加熱到淬火溫度進行淬火,后進回火爐,從而節省大量能耗。
⑷去除氧化皮裝置。
在鍛造生產過程中,中頻加熱后鍛件表面會產生一次氧化皮,由于該氧化皮較厚,在后續工藝中不易去除,鍛打過程中很容易打壓嵌入到鍛件表面,噴丸處理后,鍛件表面就會形成凹坑,從而嚴重影響鍛件的表面質量。但是,國外采購我國的鍛件,均對產品的表面質量提出較高的要求,同時也對鍛造生產提出了去除氧化皮的要求,可以說,加熱后的坯料去除氧化皮是鍛造的必然趨勢。
⑸模具的清掃、冷卻、潤滑。
對于自動化鍛造生產線而言,噴霧潤滑是個難點,也是制約鍛造線實現無人化的關鍵。噴霧潤滑并不是簡單地吹氣、冷卻和噴潤滑劑,而是需要根據產品的模具形狀、鍛造中金屬材料流動特點和模具的溫升情況動態調整噴霧潤滑參數,從而達到良好的冷卻和潤滑效果,保證自動生產線的順利運行。
⑹快速轉換模具機構。
對于自動鍛造生產線而言,模具更換速度決定了生產線的模具切換速度,并最終決定了生產線的生產效率,因此,模具的更換方式是決定生產線設計是否合理的重要組成部分。
目前國外的先進鍛造生產線基本上都已經實現了全線所有模具快速換模,根據生產線的規模大小不同,模具更換時間可控制在30~60min之間。但國際常用的快速換模方式是模具模座一起更換,這需要用戶再投資一套模座,相對于用戶而言將是一筆較大的投資。為了實現快速換模,又能達到投資最小化,可以采用僅更換模具的快速換模方式,這樣用戶只需準備一套模架、兩套以上模具和一個用于模具預熱的臺車爐即可實現快速換模。
自動鍛造生產線的控制
現場總線
制造技術的生產方式經歷了手工→機械化→單機自動化→剛性流水自動化→柔性自動化→智能自動化的一個發展過程。現場總線技術將感知部件、各種操作終端和各單機設備控制器連接并集中至總控PLC進行統一控制。消除各單機設備的“自動化孤島效應”,實現生產線的柔性化、智能化。
PROFIBUS是德國標準的現場總線標準。其中PROFIBUS-DP用于分散外設間高速數據傳輸,適用于加工自動化領域。PROFIBUSDP支持主―從系統、純主站系統、多主多從混合系統等傳輸方式。PROFIBUS的傳輸速率在9.6kbit/s~12Mbit/s之間,最大傳輸距離在9.6kbit/s下為1200m,在12Mbit/s下為200m,可采用中繼器延長至10km,最多可掛接127個站點。
現場布線路徑復雜,使得PROFIBUS-DP總線絕對長度增加,對提高總線通信速率造成障礙;且現場存在多臺變頻器、伺服電機驅動器等諧波干擾源。針對上述技術難點,完善網絡拓撲結構,合理應用,才能做到整個設備現場總線合理分配網段,根據設備類型和安裝位置把生產線上總線設備分配到不同的網段,需要電氣隔離的特殊設備分配到單獨網段。
管理總線
現場總線統計的生產數據匯總上傳給管理總線,管線總線是負責連接車間級生產線,并與企業ERP系統進行對接,實現在辦公室對生產線的實時監控,打通企業管理與車間管理的信息紐帶。管理總線包括產量統計、成本統計、質量統計、故障統計、工藝參數統計和生產管理等功能。
安全總線
在壓力機與機器人這種高速重載,現場設備離散分布的復雜鍛造環境下,一旦出現重大事故對人員和設備的傷害都是巨大的。基于歐盟最新安全標準,鍛造生產線安全風險的評估如圖1所示。S表示受傷害的程度,S1為輕傷,S2為重傷或死亡;F表示面臨危險的時間和頻率,F1為從無到經常發生,F2為從經常發生到持續發生;P表示避免危險的可能性,P1為在特定條件下可能避免危險,P2為幾乎不可能避免危險。
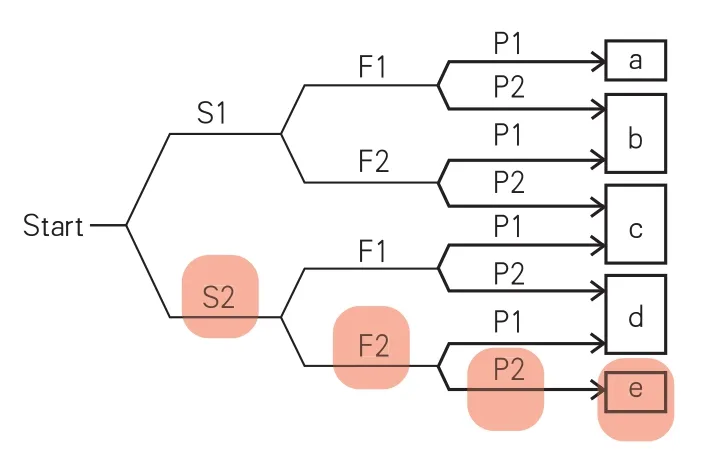
圖1 鍛造生產線安全風險評估
對于鍛造生產線,根據安全風險評估標準評估如下:
⑴機器人能夠擊中人體,壓力機可能切斷手或手臂,導致重傷或死亡(S2)。
⑵生產節拍15~50s不等,一天24小時,意味著機器人平均32.5s搬運工件一次,壓力機32.5s內工作一次到兩次,潛在危險持續發生(F2)。
⑶機器人運動平均速度為900mm/s,壓力機完成一次打擊約為2s,操作人員幾乎不可能避免此危險情況(P2)。
依據安全標準EN ISO13849-1,鍛造生產線的危險等級為e級,因此安全控制電路的設計也要求為e級,要求能夠及時檢測出單一故障以防止安全功能的丟失;先前累計的故障不會導致安全功能的丟失。
因此模鍛生產線采用了SAFTYBUS P安全總線系統。通過該安全總線可以將分散在現場的安全輸入信號通過一根電纜集中至PSS主站進行控制,確保設備和人員的絕對安全。總控安全PLC通過該安全總線連接分布式安全輸入/輸出模塊,安全模塊以雙回路的形式與各單機設備連接急停及安全門信號,并與現場的安全門鎖、安全光柵、急停按鈕連接。
遠程監控
遠程監控是現代鍛造生產線的一個遠程診斷和維護系統,它基于INTERNET和VPN技術,通過VPN網關連接到INTERNET進行遠程連接,構建一個虛擬的局域網,從而可以按照局域網內部的訪問方式來互相訪問。
采用遠程監控技術不僅便于企業管理者對生產進行監控,還便于生產線的總控工程師在生產線故障的第一時間連通生產現場,找出故障點和故障原因,及時為用戶提供維護信息和幫助,保證生產快速恢復。

郭俊敏,鍛造研發工程師。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
汽車零部件(2014年11期)2014-09-18 11:57:16
消費者報道(2014年7期)2014-07-31 11:23:57
