轎車前縱梁拉延模擬分析
2016-06-21 15:06:10楊威高志純郎慶東一汽大眾汽車有限公司
鍛造與沖壓 2016年14期
關鍵詞:工藝
文/楊威,高志純,郎慶東·一汽大眾汽車有限公司
轎車前縱梁拉延模擬分析
文/楊威,高志純,郎慶東·一汽大眾汽車有限公司
左 /右前縱梁沖壓件是轎車車身中重要的保安件,在整車安全性和結構尺寸匹配準確性上起著至關重要的作用。左/右前縱梁沖壓件在強度、尺寸和形狀精度、焊接表面質量等方面有著很高的要求。
國內(nèi)整車生產(chǎn)廠中,一汽大眾在全自動化沖壓生產(chǎn)線上,對左/右前縱梁成形首次采用一模雙件的生產(chǎn)方式,實現(xiàn)了全自動化批量生產(chǎn)。徹底克服了因制件重量大、尺寸狹長、結構形狀復雜而不適合全自動化生產(chǎn)的難題,使整線連續(xù)生產(chǎn)運行節(jié)拍達到了7.5次/分鐘的國際創(chuàng)記錄水平。本文就左/右前縱梁沖壓件的產(chǎn)品特性和產(chǎn)能要求,對拉延工藝進行了詳細的模擬分析。
技術難點
左/右前縱梁的產(chǎn)品特性要求高
RPS基準孔和基準面既是沖壓單件尺寸測量、定位、找正、對中基準,也是總成或分總成焊接的定位、找正基準。故2個RPS基準孔的形狀公差為+0.2mm,位置公差為±0.2mm;2個RPS面的Z向位置公差為0mm。
由于左/右前縱梁法蘭面和翼面分別與縱梁蓋板,前、后支撐塊輔助支架,前地板梁,前地板等零件都有匹配和焊接要求,且該沖壓件的強度要求很高,決定著焊接總成和白車身結構尺寸是否合格與穩(wěn)定。故其翼面的形狀公差為+0.7mm。
高強度激光拼焊鋼板不利于制件的成形及精度保證
HX260 LAD+Z 100 MBO高強度激光拼焊鋼板,抗拉強度達到430MPa,屈服強度達到330MPa,斷裂延伸率為26%,制件拉延深度大、成形和整形困難,需要的成形力很大。
制件為U型帶法蘭邊兩端頭呈開口的形狀,其兩翼面最窄截面間距為19.5mm(左件)/36mm(右件),制件長度為1739mm,腹面與法蘭面截面高度為85mm,制件整體高度為731mm,三段激光拼焊鋼板厚度分別為2mm、2.85mm、1.35mm,厚度差異大,對成形穩(wěn)定性影響較大,對制件的回彈、扭曲變形、縮頸裂紋、波浪皺褶的控制難度大。

圖1 料片輪廓形狀
拉延模擬分析
確定料片形狀
按產(chǎn)品三段不同料厚(2/2.85/1.35mm )的激光拼接焊縫位置和焊縫對產(chǎn)品形狀和孔位孔徑的要求,考慮料片在拉延成形中X方向的材料流動量確定料片的焊縫位置。
根據(jù)拉延成形制件的形狀、拉延工藝補充壓料面的需求、拉延檻的設置及收料線的位置(在拉延成形制件上保留整體拉延檻)、修邊余量和最小搭邊值、定位等要求,確定料片的輪廓形狀,如圖1所示。
設置拉延模擬參數(shù)
焊接時需注意板料纖維方向,成形時采用單動拉延方式,單件壓料力為220t,成形力為600t。在拉延成形后,激光拼焊焊縫位置的變化不能出現(xiàn)影響產(chǎn)品功能和沖壓工藝的位移,即不能跨越或接近孔、基準面、安裝面、匹配面等特征。
工藝補充形狀設置
⑴取沖壓基準點(左件)為:X=300、 Y=-430、Z=0,沖壓方向為:在YOZ面內(nèi)繞X軸旋轉12°。在此沖壓基準點和沖壓方向上,拉延成形力和壓料力分布相對均勻,拉延深度變化小,全部拉延形面無負角且拔模斜度適中,可以滿足退件和后續(xù)工序修邊工藝要求。
⑵結合工藝補充部分高度的選取,板料與拉延凸模的初始接觸位置基本合理,把板料拉延成形性調整到相對合理的狀態(tài),沒有明顯的起皺及厚度變化情況。
⑶為了保證制件法蘭面形狀,取制件法蘭面形狀沿周輪廓并延長至大于修邊輪廓區(qū)域,形成工藝補充的形狀面,并以該形面輪廓做為拉延凸模輪廓。
為了提高拉延工藝性,使板料的塑性變形充分,保證制件具有足夠的剛性,制件回彈變形小。結合產(chǎn)品的腹面深度,以達到拉延制件拉延深度相對均勻為目的,做出工藝補充形狀面的拉延深度補償變化,并生成與產(chǎn)品腹面接近平行的壓料形面,如圖2所示。
⑷為了減小拉延成形件的回彈、扭曲變形,將產(chǎn)品開口端在拉延工序封閉,形成封閉的拉延形狀,如圖3所示。
⑸為了減小由于兩側翼面形狀不對稱和腹面輪廓非直線帶來制件扭曲變形的問題,在中部區(qū)域工藝補充的形狀面設計上,在考慮接近產(chǎn)品形狀的同時,也做了兩側形狀面受力均衡的考慮,如圖4所示。
⑹由于制件中部兩側翼面與法蘭面交匯圓角過小,且法蘭面形狀變化大,故需要在拉延時,做出適于拉延成形的、接近產(chǎn)品的圓角和法蘭面形狀,再通過后續(xù)整形達到產(chǎn)品形狀尺寸,如圖5所示。
⑺根據(jù)產(chǎn)品的輪廓形狀和后續(xù)修邊工序的修邊輪廓,并考慮后續(xù)工序對工藝補充的要求,確定拉延凸模輪廓及修邊位置,如圖6所示。保證制件的外表面形狀和主要匹配面等包含在凸模輪廓范圍內(nèi),并具有良好的表面質量和尺寸精度。
⑻為了能夠目測制件拉延成形到位的狀態(tài),在工藝補充中接近水平面的、相距較遠的、在修邊后至少可以保留大半個標記的位置,設置2個拉延到位標記,如圖7所示。
⑼為了能夠保證翼面的尺寸精度和形狀精度,根據(jù)產(chǎn)品的形狀,確定在拉延深度相對較深的區(qū)域,對兩側翼面分別做3°的預回彈設置處理,如圖8所示。
成形性評估分析結果檢查
⑴拉延模擬成形性評估。制件處于安全區(qū)域范圍內(nèi),如圖9所示。
Formability—可成形性/Splits —破裂/Excess thinning —過度變薄/Risk of splits—有破裂危險/Safe—安全/Insuff stretch—變形不足/Comprss—有起皺趨勢/ Thicking—起皺
⑵成形性FLD極限圖。制件處于成形限制曲線安全區(qū)范圍內(nèi),如圖10所示。
⑶材料過度變薄、材料起皺、失效評定指標顯示云圖。制件處于合理的安全范圍內(nèi),如圖11所示。
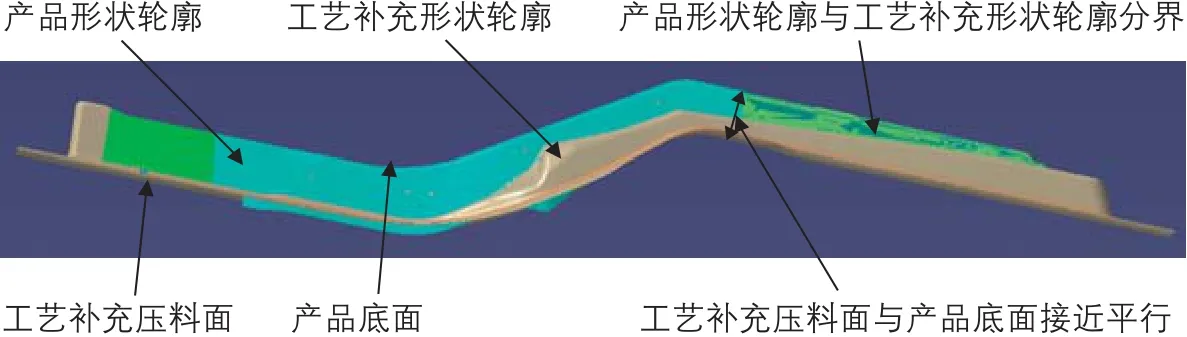
圖2 工藝補充形狀設置
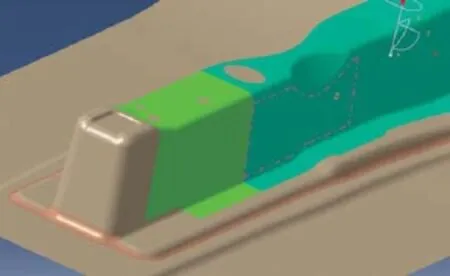
圖3 產(chǎn)品開口端在拉延時封閉

圖4 拉延工藝補充法蘭面
根據(jù)拉延模擬對制件板料料厚變化、變薄率變化和板料起皺的分析,其板料的變化范圍在允許的界限內(nèi),且變化分布與工藝補充部分和成形部分的設計趨勢基本一致,雖然個別點出現(xiàn)接近極限值,有出現(xiàn)縮頸、開裂的可能,但可以通過實際模具的調整解決。

圖5 拉延圓角加大

圖6 拉延凸模輪廓及修邊輪廓

圖7 拉延到位標記

圖8 兩側翼面預回彈設置圖

圖9 拉延模擬成形性評估
位移邊界條件指標檢查

圖10 成形性FLD極限圖

圖11 材料變形顯示云圖
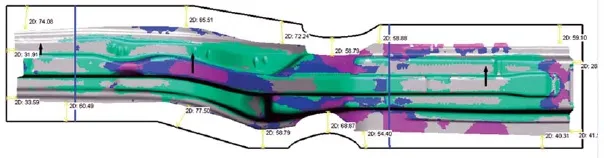
圖12 拉延最終進料狀態(tài)
圖12所示為工件拉延的最終狀態(tài),根據(jù)拉延模擬對制件邊緣位移邊界的變化情況檢查,為板料輪廓形狀、尺寸和拉延筋等的設置做出了趨勢判斷。
在凸模翼面兩側,在保證足夠壓料寬度的條件下(取壓料面平面寬度20mm),設置一條拉延檻。在中部傾斜腹面接近薄料的彎折區(qū)域,由于制件在沖壓方向的拉延深度相對深(法向的拉延深度相對均勻),為了便于成形過程中板料的流動,板料輪廓在該區(qū)域做成無拉延檻的凹入狀壓料面。
為了保證制件批量生產(chǎn)的穩(wěn)定性,在拉延件上,必須保留一條拉延筋寬度在2/3以上。在這種條件下,設置出板料的最小輪廓尺寸并做簡化圓整的規(guī)范處理。
最終分析結果檢查
經(jīng)CAE分析表明,產(chǎn)品本身結構的工藝性基本合理,但局部形狀存在破裂可能,調試過程中依賴于型面光潔度及局部圓角的修正,制件拉延工藝補充部分成形工藝性合理,能夠保證拉延及后續(xù)沖壓工藝的可行性,因此該制件及工藝補充部分可作為制造依據(jù)應用于生產(chǎn)。
實際生產(chǎn)和質量狀態(tài)與匹配效果
⑴在9100t全自動化SPEEDBAR生產(chǎn)線上,采用1:1.38節(jié)拍運行方式,單機的運行節(jié)拍為11次/分鐘,整線連續(xù)生產(chǎn)運行節(jié)拍為7.5次/分鐘。在大眾康采恩過程審核范圍內(nèi),開創(chuàng)了2/2.85/1.35mm料厚、1765mm長度、12.42kg單件重量、一模雙件、整線連續(xù)生產(chǎn)運行節(jié)拍為7.5次/分鐘的先河。得到了大眾康采恩批量生產(chǎn)啟動檢查團的一致認可。
⑵尺寸狀態(tài)和匹配效果。對有匹配功能的形面、輪廓、孔進行尺寸優(yōu)化(形面、輪廓尺寸公差為±0.5mm,孔尺寸公差為±0.2mm)和匹配試裝,完全可以滿足實際生產(chǎn)的質量要求。
⑶表面質量。沖壓單件AUDIT評價等級1.2,缺陷點數(shù)70點,其中C1類波浪缺陷3個,C類毛刺缺陷1個,優(yōu)于康采恩沖壓單件AUDIT評價等級1.5的質量狀態(tài)。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
