轎車(chē)前縱梁沖壓生產(chǎn)中端拾器的設(shè)計(jì)與安裝調(diào)試
2016-06-21 15:06:02楊威高志純郎慶東一汽大眾汽車(chē)有限公司
鍛造與沖壓 2016年12期
關(guān)鍵詞:設(shè)計(jì)
文/楊威,高志純,郎慶東·一汽-大眾汽車(chē)有限公司
轎車(chē)前縱梁沖壓生產(chǎn)中端拾器的設(shè)計(jì)與安裝調(diào)試
文/楊威,高志純,郎慶東·一汽-大眾汽車(chē)有限公司

楊威,高級(jí)工程師,從事沖壓模具和沖壓件的項(xiàng)目規(guī)劃、模具制造、模具調(diào)試、沖壓件生產(chǎn)等工作,主持和參與完成了新速騰、新速騰GP、新捷達(dá)、高爾夫A7等項(xiàng)目沖壓模具和沖壓件的規(guī)劃、制造、調(diào)試、生產(chǎn)工作。
左/右前縱梁沖壓件是轎車(chē)車(chē)身中重要的保安件,在整車(chē)安全性和結(jié)構(gòu)尺寸匹配準(zhǔn)確性上起著至關(guān)重要的作用。左/右前縱梁沖壓件在強(qiáng)度、結(jié)構(gòu)匹配尺寸和形狀精度、焊接面表面質(zhì)量等方面有著很高的要求。
在國(guó)內(nèi)整車(chē)生產(chǎn)廠中,我們首次采用了在全自動(dòng)化沖壓生產(chǎn)線上,以左/右前縱梁一模雙件的生產(chǎn)方式,全自動(dòng)化批量生產(chǎn),徹底克服了因制件重量大,尺寸狹長(zhǎng),結(jié)構(gòu)形狀復(fù)雜而不適用全自動(dòng)化生產(chǎn)的難題,達(dá)到了整線連續(xù)生產(chǎn)運(yùn)行節(jié)拍7.5次/分鐘的創(chuàng)記錄國(guó)際水平。
本文就左/右前縱梁沖壓件為滿(mǎn)足產(chǎn)品特性和產(chǎn)能的要求,在機(jī)械化設(shè)計(jì)方面做出詳細(xì)的分析。
技術(shù)難點(diǎn)
⑴左/右件板料在托盤(pán)的位置與其在模具中的位置準(zhǔn)確對(duì)應(yīng)的問(wèn)題。
⑵制件兩翼面最窄截面間距為19.5mm(左件)/36mm(右件),制件長(zhǎng)度為1739mm,腹面與法蘭面截面高度為85mm,制件整體高度為731mm,制件整體左右偏移79mm。對(duì)于拉延工序,由于需要工藝補(bǔ)充部分,單側(cè)拉延工序制件長(zhǎng)度達(dá)1824mm,寬度達(dá)398mm。造成零件自重大(單件12.42kg),可布置端拾器真空吸盤(pán)的位置有限,存在機(jī)械化端拾器抓取制件及運(yùn)行穩(wěn)定性問(wèn)題。
⑶制件在工序之間沖壓方向變化大(超過(guò)20°),并且是一模雙件的對(duì)轉(zhuǎn),自動(dòng)化生產(chǎn)線的機(jī)械化裝置自身不能實(shí)現(xiàn)該動(dòng)作功能。
⑷由于制件的狹長(zhǎng)結(jié)構(gòu),在沖壓方向變化大(超過(guò)20°)時(shí),制件端頭起伏大,與自動(dòng)化生產(chǎn)線的機(jī)械化裝置主杠干涉。
機(jī)械化端拾器的設(shè)計(jì)與安裝調(diào)試
板料堆垛和拆垛及傳輸和定位
⑴為了保持板料堆垛面的水平狀態(tài)(允許傾斜的最大高度差25mm),以保證拆垛端拾器能正常工作,在激光拼焊板料的薄板料工藝補(bǔ)充區(qū)域(1.35mm料厚)設(shè)置凸包,以保證板料堆垛后的水平狀態(tài)。
⑵為了簡(jiǎn)化板料堆垛和托盤(pán)放置位置的操作,同時(shí)考慮到裝料機(jī)械手對(duì)板料位置檢測(cè)的允許區(qū)域值,將左/右件的料片分別堆放在2個(gè)托盤(pán)的中心,左/右件2個(gè)托盤(pán)在拆垛送料單元的上料臺(tái)上,沿板料的長(zhǎng)度方向,呈對(duì)齊方式在對(duì)中位置布置。
⑶為了保證左/右件板料在送料方向上的前后錯(cuò)開(kāi)位置和對(duì)中位置,及在拆垛單元受料臺(tái)上的位置和在拉延模具中的位置一致,拆垛單元的裝料機(jī)械手需要先拾取一片料,然后對(duì)另一側(cè)板料進(jìn)行位置校正后再拾取,并將拾取到的兩片料并放在受料臺(tái)上。
⑷OP20上料端拾器從受料臺(tái)上拾取左/右件板料,并進(jìn)行左右側(cè)移調(diào)整以達(dá)到拉延模具要求的位置后,再將料片放在拉延模具中。
工序制件機(jī)械化端拾器的設(shè)計(jì)
⑴OP20上料端拾器的設(shè)計(jì)。
原始設(shè)計(jì):左/右件板料拾取吸盤(pán)各4個(gè),呈平行四邊形分布在板料兩端。經(jīng)過(guò)實(shí)際運(yùn)行,這樣的吸盤(pán)布置方式,造成中部板料下陷,導(dǎo)致送料過(guò)程中板料與模具擋料桿干涉,同時(shí)對(duì)板料的定位有影響。經(jīng)過(guò)改進(jìn),將左/右件板料拾取各4個(gè)吸盤(pán)呈一字排列,且中間2個(gè)吸盤(pán)分別向中心靠近,這樣就消除了中部板料下陷的問(wèn)題,板料運(yùn)行、定位平穩(wěn),如圖1所示。

圖1 OP20上料端拾器的設(shè)計(jì)
⑵OP20取件端拾器(OP30送件端拾器)的設(shè)計(jì)。
OP20取件端拾器原始設(shè)計(jì):左/右件板料拾取吸盤(pán)各4個(gè),呈一字分布。經(jīng)過(guò)實(shí)際運(yùn)行,發(fā)現(xiàn)吸盤(pán)的吸件力不足,在運(yùn)行速度提升時(shí),制件運(yùn)行不穩(wěn)定,制件滑落掉件。
然后按照制件腹面和翼面的形狀,制作并安裝2個(gè)U形定位板,增加4個(gè)吸盤(pán),保證吸件力足夠,使運(yùn)行速度提升時(shí),制件不能做側(cè)向滑動(dòng),保證制件運(yùn)行平穩(wěn),如圖2所示

圖2 OP20取件端拾器的設(shè)計(jì)
⑶OP30取件端拾器(OP40送件端拾器)的設(shè)計(jì)。
由于OP40與OP30相比,左/右件要分別在YOZ面內(nèi)繞X軸旋轉(zhuǎn)±10°,在這樣大角度的情況下,為了保證放件的平穩(wěn)性,必須要使制件在OP40放件時(shí),在YOZ面內(nèi)繞X軸旋轉(zhuǎn)±10°,而生產(chǎn)線本身沒(méi)有該功能(左/右件做相對(duì)旋轉(zhuǎn)的動(dòng)作),故在OP30取件端拾器(OP40送件端拾器)上設(shè)計(jì)出氣缸驅(qū)動(dòng)的旋轉(zhuǎn)機(jī)構(gòu)。
OP30取件端拾器原始設(shè)計(jì):左/右件板料拾取吸盤(pán)各4個(gè),呈一字分布。經(jīng)過(guò)實(shí)際運(yùn)行,發(fā)現(xiàn)吸盤(pán)的吸件力不足,在運(yùn)行速度提升時(shí),制件運(yùn)行不穩(wěn)定,甚至出現(xiàn)滑落掉件。
經(jīng)過(guò)試驗(yàn)改進(jìn),按照制件腹面的形狀,布置吸盤(pán),增加3個(gè)吸盤(pán),保證吸件力足夠;再按照制件腹面和翼面的形狀,制作并安裝1個(gè)U形定位板,使運(yùn)行速度提升時(shí),制件不能做側(cè)向滑動(dòng),保證制件運(yùn)行平穩(wěn)。改進(jìn)后的端拾器設(shè)置如圖3所示。

圖3 OP30取件端拾器設(shè)計(jì)
⑷OP40取件端拾器(OP50送件端拾器)的設(shè)計(jì)。
由于OP50與OP40相比,左/右件要分別在YOZ面內(nèi)繞X軸旋轉(zhuǎn)±10°,在這樣大角度的情況下,為了保證放件的平穩(wěn)性,必須要使制件在OP50放件時(shí),在YOZ面內(nèi)繞X軸旋轉(zhuǎn)±10°,而生產(chǎn)線本身沒(méi)有該功能(左/右件做相對(duì)旋轉(zhuǎn)的動(dòng)作),故在OP40取件端拾器(OP40送件端拾器)上設(shè)計(jì)出氣缸驅(qū)動(dòng)的旋轉(zhuǎn)機(jī)構(gòu)。
OP40取件端拾器原始設(shè)計(jì):左/右件板料拾取吸盤(pán)各4個(gè),呈一字分布。經(jīng)過(guò)實(shí)際運(yùn)行,發(fā)現(xiàn)吸盤(pán)的吸件力不足,在運(yùn)行速度提升時(shí),制件運(yùn)行不穩(wěn)定,甚至出現(xiàn)滑落掉件。
然后,按照制件腹面的形狀,增加3個(gè)吸盤(pán),保證吸件力足夠;再按照制件腹面和翼面的形狀,制作并安裝2個(gè)U形定位板,使運(yùn)行速度提升時(shí),制件不能做側(cè)向滑動(dòng),保證制件運(yùn)行平穩(wěn)。改進(jìn)后的端拾器設(shè)計(jì)如圖4所示。

圖4 OP40取件端拾器設(shè)計(jì)
⑸OP50取件端拾器(OP60送件端拾器)的設(shè)計(jì)。
OP50取件端拾器原始設(shè)計(jì):左/右件板料拾取吸盤(pán)各4個(gè),呈一字分布。經(jīng)過(guò)實(shí)際運(yùn)行,發(fā)現(xiàn)吸盤(pán)的吸件力不足,在運(yùn)行速度提升時(shí),制件運(yùn)行不穩(wěn)定,甚至出現(xiàn)滑落掉件。
然后,按照制件腹面的形狀,增加3個(gè)吸盤(pán),保證吸件力足夠;再按照制件腹面和翼面的形狀,制作并安裝2個(gè)U形定位板,使運(yùn)行速度提升時(shí),制件不能做側(cè)向滑動(dòng),保證制件運(yùn)行平穩(wěn)。改進(jìn)后的端拾器設(shè)計(jì)如圖5所示。

圖5 OP50取件端拾器設(shè)計(jì)
⑹OP60取件端拾器(OP70送件端拾器)的設(shè)計(jì)。
由于OP70與OP60相比,左/右件要分別在YOZ面內(nèi)繞X軸旋轉(zhuǎn)±10°,在這樣大角度的情況下,為了保證放件的平穩(wěn)性,必須要使制件在OP70放件時(shí),在YOZ面內(nèi)繞X軸旋轉(zhuǎn)±10°,而生產(chǎn)線本身沒(méi)有該功能(左/右件做相對(duì)旋轉(zhuǎn)的動(dòng)作),故在OP60取件端拾器(OP70送件端拾器)上設(shè)計(jì)出氣缸驅(qū)動(dòng)的旋轉(zhuǎn)機(jī)構(gòu)。
OP60取件端拾器原始設(shè)計(jì):左/右件板料拾取吸盤(pán)各4個(gè),呈一字分布。經(jīng)過(guò)實(shí)際運(yùn)行,發(fā)現(xiàn)吸盤(pán)的吸件力不足,在運(yùn)行速度提升時(shí),制件運(yùn)行不穩(wěn)定,甚至出現(xiàn)滑落掉件。
經(jīng)過(guò)試驗(yàn)改進(jìn),按照制件腹面的形狀,增加2個(gè)吸盤(pán),保證吸件力足夠;再按照制件腹面和翼面的形狀,制作并安裝2個(gè)U形定位板,使運(yùn)行速度提升時(shí),制件不能做側(cè)向滑動(dòng),保證制件運(yùn)行平穩(wěn)。改進(jìn)后的端拾器設(shè)計(jì)如圖6所示。

圖6 OP60取件端拾器設(shè)計(jì)
⑺OP70取件端拾器的設(shè)計(jì)。
OP70取件端拾器原始設(shè)計(jì):左/右件板料拾取吸盤(pán)各4個(gè),呈一字分布。經(jīng)過(guò)實(shí)際運(yùn)行,發(fā)現(xiàn)吸盤(pán)的吸件力不足,在運(yùn)行速度提升時(shí),制件運(yùn)行不穩(wěn)定,甚至出現(xiàn)滑落掉件。
經(jīng)過(guò)試驗(yàn)改進(jìn),按照制件腹面的形狀,增加2個(gè)吸盤(pán),保證吸件力足夠,再按照制件腹面和翼面的形狀,制作并安裝2個(gè)U形定位板,使運(yùn)行速度提升時(shí),制件不能做側(cè)向滑動(dòng),保證制件運(yùn)行平穩(wěn)。改進(jìn)后的端拾器設(shè)計(jì)如圖7所示。

圖7 OP70取件端拾器設(shè)計(jì)
左/右件要在XOY面內(nèi)繞Z軸旋轉(zhuǎn)90°,使制件的長(zhǎng)度方向與出件皮帶機(jī)的運(yùn)行方向一致,便于取件和檢件。
機(jī)械化運(yùn)行曲線與模具躲避空開(kāi)
基本要求:⑴制件的拉深高度120mm;⑵考慮躲避開(kāi)OP20拉延模具擋料桿的高度;⑶考慮躲避開(kāi)OP50整形模具制件的整形邊的高度;⑷考慮機(jī)械化運(yùn)行曲線的取件高度和拾取點(diǎn)位置;⑸考慮機(jī)械化運(yùn)行曲線與模具上下模體的安全干涉距離;⑹考慮躲避開(kāi)OP60整形模具下模整形斜楔。
綜上,選擇430mm的機(jī)械化運(yùn)行曲線(圖8),可實(shí)現(xiàn)整線的機(jī)械化運(yùn)行。
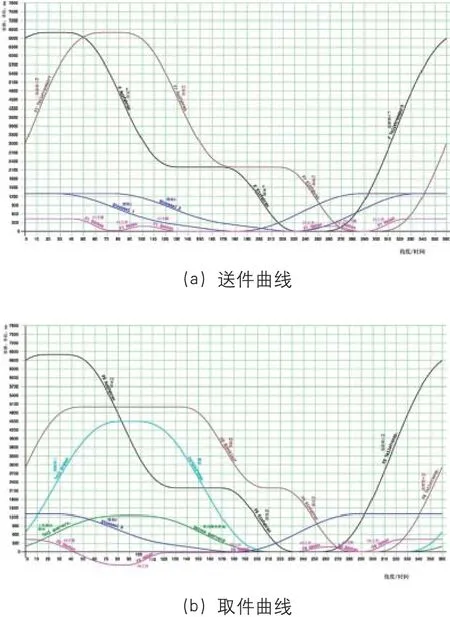
圖8 430mm機(jī)械化運(yùn)行曲線(間歇運(yùn)行方式)
實(shí)際生產(chǎn)和質(zhì)量狀態(tài)與匹配效果
⑴在9100t全自動(dòng)化SPEEDBAR生產(chǎn)線上,采用1:1.38節(jié)拍運(yùn)行方式,單機(jī)的運(yùn)行節(jié)拍11次/分鐘,整線連續(xù)生產(chǎn)運(yùn)行節(jié)拍7.5次/分鐘。在大眾康采恩范圍內(nèi),開(kāi)創(chuàng)了料厚2/2.85/1.35mm、長(zhǎng)度1765mm、單件重量12.42kg一模雙件整線連續(xù)生產(chǎn)運(yùn)行節(jié)拍7.5次/分鐘的先河,得到了大眾康采恩批量生產(chǎn)啟動(dòng)檢查團(tuán)的一致認(rèn)可。
⑵尺寸狀態(tài)和匹配效果:經(jīng)過(guò)尺寸優(yōu)化和匹配試裝,完全可以滿(mǎn)足實(shí)際生產(chǎn)的質(zhì)量要求。
⑶表面質(zhì)量:沖壓?jiǎn)渭嗀udit評(píng)價(jià)等級(jí)1.2;缺陷點(diǎn)數(shù)70點(diǎn),其中C1類(lèi)波浪缺陷3個(gè),C類(lèi)毛刺缺陷1個(gè),優(yōu)于康采恩沖壓?jiǎn)渭嗀udit評(píng)價(jià)等級(jí)1.5的質(zhì)量狀態(tài)。
猜你喜歡
河北畫(huà)報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04