基于PAC Systems RX3i的變速器軸用卡簧裝配機智能化設計
2016-05-30 10:48:04沈冰斌吳瑞明
科技創新導報 2016年1期
沈冰斌 吳瑞明
摘 要:汽車變速軸卡簧裝配多為人工完成,隨著人工費用不斷上升,企業成本加大,人工裝配存在著費力、費時、安全隱患等問題,裝配人員需要經過一段時間的培訓,掌握一定技巧后才能上崗,而變速器軸用卡簧自動裝配機可以解決這些問題。本文設計的裝配機模擬一個多工位的工作臺,用限位和順序運作實現一系列流程,實現人工裝配過程,完成卡簧自動裝配,多平臺設計實現培訓和裝配一體化。
關鍵詞:PLC 卡簧 PAC系統
中圖分類號:TM301 文獻標識碼:A 文章編號:1674-098X(2016)01(a)-0005-02
Abstract:Assembly of transmission shaft snap spring is manually. With the rising of labor costs, manual assembly become time-consuming, security risks and other issues. Automobile assembly machine give the chance of training. Mastering certain skills is benefit from intelligent assembly machine of transmission shaft snap spring. In this paper, the design of the assembly machine can simulate multi station work station. Multi platform design to achieve the integration of training and assembly.
Key Words:PLC;Snap spring; PAC system
據調查,汽車變速箱的裝配采用流水線的方式,而卡簧裝配,因為涉及技巧和力量的原因,依舊使用人工裝配的方法。操作工易產生疲勞,速度跟不上其他組件的運輸速度,影響生產效率。如果將卡簧裝配自動化,既能夠保證精度,減少勞動強度,也可保證產品的合格率。
1 變速器軸用卡簧裝配機的機械設計
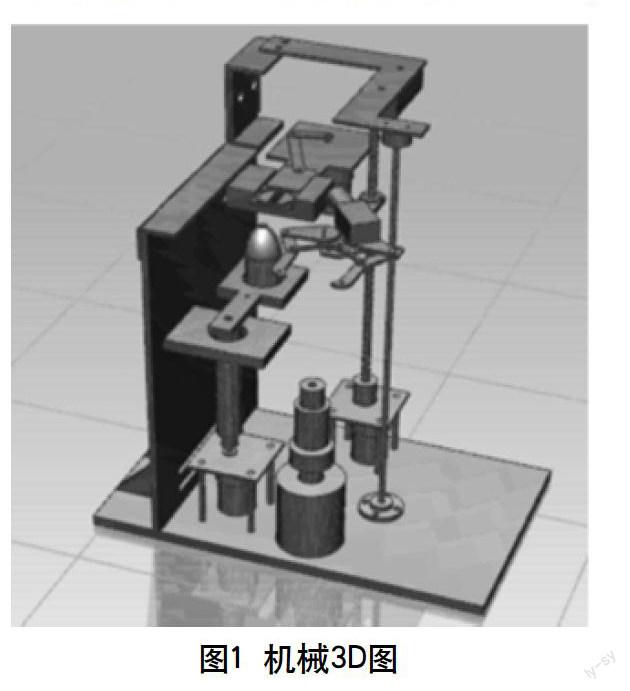
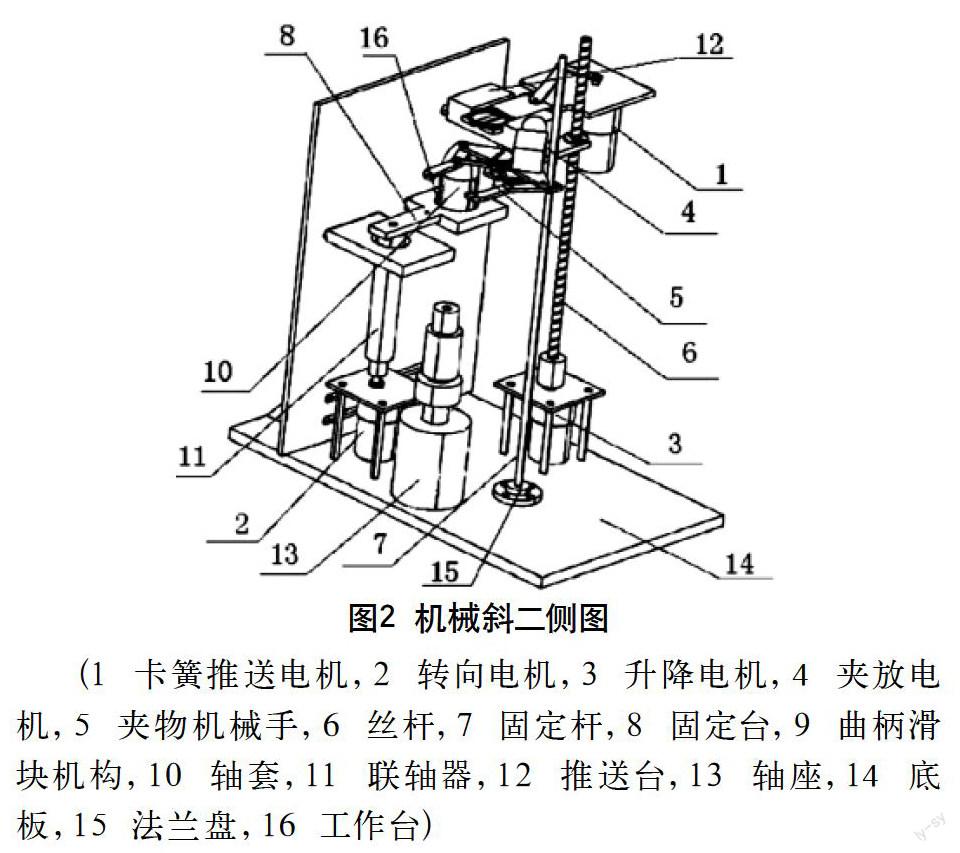
該裝配機有如下四個部分組成:推送臺、工作臺、軸座組件、絲桿升降臺。圖1為該機械部分的3D圖,圖2為該機械部分的斜二側圖。
(1)推送臺:將卡簧往前推送使其落到過渡套,為曲柄滑塊機構,滑塊不斷進行往復運動,使得卡簧順次被推向過渡套。搖桿的轉動由電機的正反轉控制,通過限位開關,確定搖桿轉動的具體位置。
(2)工作臺:由電機帶動平臺的旋轉。位置1為卡簧掉落在過渡套上的中心,位置2為軸座的中心。為使過度套在轉動過程中不至于移位,導致動作終止,在工作臺的確定位置設計一個過度套外徑同大小圓孔,定位。
(3)軸座組件:用于軸的定位,完成卡簧的裝配,為使在拿取軸的時候,軸座內孔不至于磨損,在軸座上再放置一個軸套。
(4)絲桿升降臺:絲桿升降的工作臺,其重要組件為機械手、絲杠、蝸輪蝸桿電機、直流電機。機械手的開合通過蝸輪蝸桿電機的正反轉實現,由于蝸輪蝸桿有自鎖能力,因此當機械手為抓取過渡套而閉合到一定位置時,依舊保持一定的抓取力。機械手的升降是由絲桿下方的直流電機控制,其通過聯軸器帶動絲桿正反轉,從而實現機械手的升降。
裝配動作:卡簧推入過渡套→工作臺轉至位置2→機械手下降至過渡套的中間位置→機械手夾緊→絲桿旋轉,機械手上升→工作臺轉至位置1→絲桿反向旋轉,機械手下降,到限定位置→機械手松開(完成過渡套放置)→絲桿旋轉,機械手上升到限定位置→機械手夾緊,絲桿反向旋轉,機械手下降將卡簧下壓至裝配位置→機械手松開,絲桿旋轉,機械手上升至過渡套的中間位置,夾緊→絲桿旋轉,機械手上升至限定位置→工作臺轉至位置2→機械爪松開(過渡套放回工作臺)→工作臺轉至位置1。
2 變速器軸用卡簧裝配機的控制設計
控制模塊主要由觸摸屏、模擬量輸出、模擬量輸入、CPU和電源這五部分組成。為了實現功能的完整化,設計了急停、單步、復位這幾項功能,并在觸摸屏的界面上設置了選擇模式,建立電機監控模式。
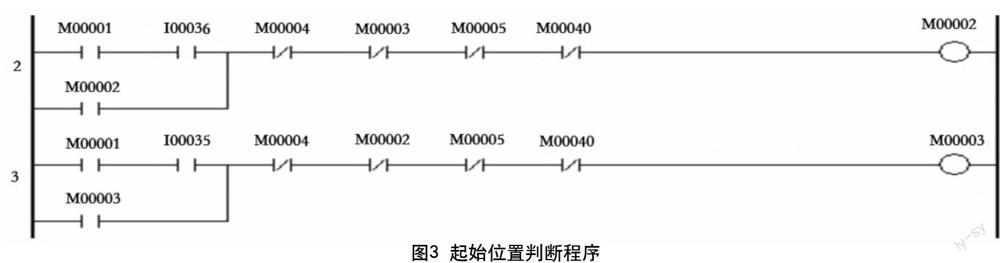
在程序的起始,判斷推送電機的起始位置是個關鍵。設計程序互鎖功能。圖3為判斷推送電機起始位置的程序(見圖3)。
為解決裝配培訓和項目的兼容性,一機多用,設計了卡簧自動裝配機裝配實訓控制系統,開發了GE PLC和三菱PLC兼容控制柜,實現裝配培訓和電氣培訓功能。如圖4和圖5。
3 結語
變速器軸用卡簧裝配機作為機器換人自動化裝配,一個操作工可以兼顧2~4臺設備,效率比人工裝配提高4倍,返工率基本為0.1%以下,大大提高了生產效率。有了GE PAC/三菱PLC兼容機器換人控制系統,還可以實現電氣自動化的實訓。多功能多PLC平臺的設計,除了自動化裝配和培訓外,還可以作為一種教學儀器推廣。
參考文獻
[1] 史國生.電氣控制與可編程控制器技術實訓教程[M].北京:化學工業出版社,2014.
[2] 瞿曉.電工電子技術[M].北京:中國電力出版社,2009.
[3] 濮良貴,陳國定,吳立言.機械設計[M].北京:高等教育出版社,2013.
[4] 陳立周.機械優化設計方法[M].北京:冶金工業出版社,2005.