基于FANUC機(jī)器人的某車型程序編寫及調(diào)試過程
2016-05-30 06:18:43李振房
企業(yè)科技與發(fā)展 2016年2期
關(guān)鍵詞:調(diào)試
李振房
【摘 要】隨著汽車行業(yè)的發(fā)展,汽車制造業(yè)的自動化程度也越來越高。目前國內(nèi)整車工廠四大工藝車間中,涂裝車間的自動化程度一直處于較高水平。文章以噴涂機(jī)器人為例,介紹涂裝車間新車型的面漆工藝調(diào)試過程、噴涂工藝參數(shù)設(shè)定、注意事項(xiàng)及基于FANUC P500系列機(jī)器人的仿形編寫、調(diào)試。
【關(guān)鍵詞】新車型;調(diào)試;機(jī)器人;FANUC;工藝參數(shù)
【中圖分類號】TP242;TP391.9【文獻(xiàn)標(biāo)識碼】A【文章編號】1674-0688(2016)02-0067-04
0 引言
上汽通用五菱汽車股份有限公司采用FANUC P500系列機(jī)器人,對車身外表面進(jìn)行自動噴涂,色漆、清漆各有10個機(jī)械手臂,油漆類型為溶劑型,程序編寫采用的是FANUC提供的PanitPRO軟件,在此軟件環(huán)境下可以完成離線程序編寫,可大大地縮短程序編寫和調(diào)試周期。下面就某車型的調(diào)試過程進(jìn)行簡單的介紹。
1 準(zhǔn)備工作
車型程序編寫調(diào)試前應(yīng)該先完成新車型的工裝夾具的設(shè)計(jì)、通過性驗(yàn)證、工藝參數(shù)要求、質(zhì)量標(biāo)準(zhǔn)、CAD數(shù)據(jù)模型、創(chuàng)建并通過校準(zhǔn)的工作單元。下面就關(guān)鍵項(xiàng)做進(jìn)一步說明。
1.1 通過性驗(yàn)證
通過性需要在工裝夾具設(shè)計(jì)、機(jī)運(yùn)載體改造后通過樣車現(xiàn)場校準(zhǔn),對不符合通過性的部分進(jìn)行改造,直至通過性合格。
1.2 校準(zhǔn)的工作單元
工作單元是在PaintPRO軟件環(huán)境內(nèi)創(chuàng)建的模擬的現(xiàn)場工作環(huán)境,其手臂的數(shù)量、地面跟蹤鏈的模式、霧化器的型號及需要編寫程序車型的CAD文件(車型也可以在后續(xù)過程中通過添加)與車間實(shí)際情況大致相同,運(yùn)行過程中,地面鏈和機(jī)器人連鎖保持一致。
進(jìn)行工作單元校準(zhǔn)時,先示范一個程序觸摸真實(shí)工作單元中的3個點(diǎn),然后再觸摸PaintPRO工作單元中相同的3個點(diǎn),再基于這些點(diǎn)之間的最小二乘差來移動PaintPRO目標(biāo)。也可利用軟件中的UFRAME程序校準(zhǔn),其用途是可以更容易地在離線狀態(tài)和在線狀態(tài)之間移動點(diǎn)。當(dāng)相對于一個機(jī)器人UFRAME來示教程序時,隨著UFRAME的移動,程序中的位置也會移動。如果相對于一個PaintPRO目標(biāo)來示教程序,此目標(biāo)附著于一個機(jī)器人UFRAME,當(dāng)你校準(zhǔn)目標(biāo)時,位置會自動移動。盡可能地將PaintPRO環(huán)境校準(zhǔn)為實(shí)際的環(huán)境。在校準(zhǔn)的PaintPRO工作單元中示教TP程序,會將軌跡可轉(zhuǎn)移性問題降低到最小限度。如果在PaintPRO中的工作單元沒有用實(shí)際機(jī)器人進(jìn)行校準(zhǔn),那么程序可能會表現(xiàn)出運(yùn)行不正確。
2 程序編寫調(diào)試過程
2.1 仿形程序分類
仿形程序可以分為“W”形、三角形、“X”形、“Z”形、方形、直線形邊及表面或曲面軌跡。對于不同的平面也可以采用多種軌跡程序的組合,本車型采用“W”形、三角形、方形。
2.2 程序創(chuàng)建工具標(biāo)簽參數(shù)組成
標(biāo)簽參數(shù)由文件命名、TP文件命名、選擇TP文件所在的機(jī)器人、邊界、扇面寬度、重疊率、區(qū)域大小、位置、探測深度、運(yùn)動方向、接近和離開車身的點(diǎn)、噴涂工藝參數(shù)、噴涂速度、流體預(yù)設(shè)值、靜電預(yù)設(shè)值等參數(shù)組成。下面僅對關(guān)鍵參數(shù)進(jìn)行介紹。
2.2.1 邊界分為入口邊界和出口邊界
在生產(chǎn)過程中,機(jī)器人待工件的條件節(jié)點(diǎn)段已經(jīng)進(jìn)入了入邊界窗口后,才開始噴漆。如果工件移出出口邊界窗口時,軌跡并沒有被完成,那么將不處理這個工件并且顯示一個跟蹤目標(biāo)丟失錯誤。這會導(dǎo)致機(jī)器人因?yàn)樵摴ぜl(fā)生故障而丟失所有的跟蹤。PaintTool使用條件節(jié)點(diǎn)來控制機(jī)器人什么時候能夠開始一個噴漆行程,在整個行程(從on至off)已經(jīng)進(jìn)入跟蹤邊界之前,不能開始一個噴漆行程。如果在行程的off節(jié)點(diǎn)進(jìn)入跟蹤邊界之前,允許噴漆行程開關(guān)開始動作,地面鏈停止時可能噴槍仍然打開,同時機(jī)器人會等待下一個進(jìn)入跟蹤邊界的機(jī)器人的位置。圖1用放大的視圖闡明了在行程的中間邊界橫跨了一個噴漆行程開關(guān),如果從開槍位置開始運(yùn)動后地面鏈停止,機(jī)器人將停下來等待關(guān)槍位置進(jìn)入窗口。
PaintPRO和PaintTool可以插入一個條件關(guān)槍節(jié)點(diǎn)。COFF會減少機(jī)器人可能不得不用來等待啟動處理一個軌跡的時間。除了一點(diǎn)外,COFF與OFF幾乎是等同的,COFF只會在地面鏈停止且機(jī)器人不能到達(dá)下一個COFF或OFF指令的情況下關(guān)槍。如果噴槍必須是關(guān)閉的,可以使用OFF指令。對于跟蹤程序,默認(rèn)使用條件觸發(fā)器來減少非噴漆延遲時間(如圖2所示)。
2.2.2 噴幅大小重疊率
噴幅大小:黃色的框表示在分度出發(fā)點(diǎn)處的行程,黃色和綠色的框表示起始分度加上一個分度處的行程。2個框重疊50%(如圖3所示)。
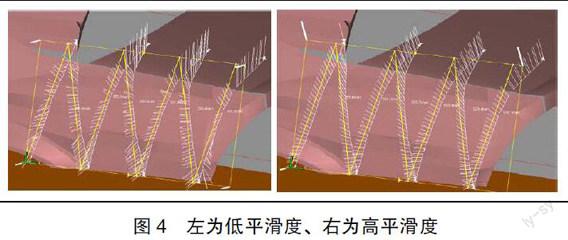
2.2.3 平滑度
順著圖形平面上的圖形的法線:在默認(rèn)的情況下,當(dāng)從圖形平面創(chuàng)建了程序時,用CAD法線來產(chǎn)生應(yīng)用部分相對于表面的方向。這可能并不總是如所期望的那樣,如果表面并不是一個平滑的單輪廓線的表面,當(dāng)機(jī)器人跨越過噴漆區(qū)域時,運(yùn)動的結(jié)果可能導(dǎo)致機(jī)器人要進(jìn)行許多次方向的改變。PRO軟件具有的設(shè)置功能可以控制在跨過CAD表面時方向的平滑度,通過強(qiáng)制法線來調(diào)整軌跡頂端和底端的角度(如圖4所示)。
2.3 創(chuàng)建TP程序
TP程序的名稱由字母、數(shù)字和符號組成,其命名也較為隨意,本文不做具體介紹。利用TP生成工具創(chuàng)建TP程序,首先選擇工程師期望的圖形選擇項(xiàng),當(dāng)鼠標(biāo)指在CAD模型上時,工程師將看見附屬于鼠標(biāo)光標(biāo)的一條直線,這稱為CAD表面法線。在CAD上連擊3次(平行車體平面、噴槍運(yùn)動方向、軌跡大小)出現(xiàn)黃色的軌跡平面,通過編輯菜單調(diào)整軌跡圍繞在CAD上的點(diǎn),完成后設(shè)置標(biāo)簽,生成TP程序。
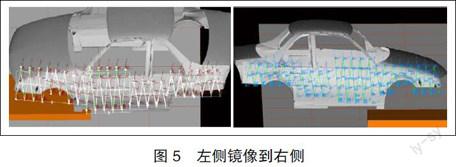
生成的TP程序中,紅色的點(diǎn)為不可達(dá)到的點(diǎn);如果多個紅色的節(jié)點(diǎn)交叉顯示在一條直線的兩邊,則可以調(diào)整強(qiáng)制法線或平滑度來消除不能到達(dá)的點(diǎn)。如果整個過程都是不能到達(dá)的(紅色節(jié)點(diǎn)),確認(rèn)分配給圖形的控制器與CAD數(shù)據(jù)同側(cè),當(dāng)單側(cè)程序創(chuàng)建完成后,如果其對面的機(jī)器人噴涂范圍和其相同,可以使用鏡像工具(組屏蔽交換復(fù)制程序)創(chuàng)建TP程序(如圖5所示)。
2.4 創(chuàng)建Job主程序
機(jī)器人控制器通過工作名稱來區(qū)分工作之間的差異。下面通過L0102100來介紹,其中組標(biāo)識符:L左側(cè)——指定工作由組1來執(zhí)行,R右側(cè)——指定工作由組2來執(zhí)行;第一對數(shù)字來識別車型號01代表某車型的編號;第二對數(shù)字來識別車型選項(xiàng),可以用選項(xiàng)的其他軌跡來替換具體軌跡;最后3個數(shù)字來識別修補(bǔ)號,闡明其他軌跡不是修補(bǔ)工作所必需的。
當(dāng)完成已經(jīng)定義了一個帶有左側(cè)噴漆區(qū)域的車型(噴漆軌跡),確定需要被分配工作的機(jī)器人控制器,在控制器中增加工作,利用Job程序分配標(biāo)簽頁完成Job程序命名及其工作進(jìn)行分配,然后生成可執(zhí)行的主程序。
2.5 程序調(diào)試
當(dāng)所有機(jī)器人控制器都完成工作分配且已生成可執(zhí)行的主程序,程序編寫過程完成并進(jìn)入調(diào)試階段。程序調(diào)試階段分為程序軟件調(diào)試階段和程序現(xiàn)場調(diào)試階段。
程序軟件調(diào)試階段通過軟件的模擬功能對程序進(jìn)行模擬,有故障則繼續(xù)查找原因并處理,修補(bǔ),繼續(xù)模擬;無故障后,分析程序周期。
程序現(xiàn)場調(diào)試階段,將編寫完成的程序拷貝到實(shí)際機(jī)器人上,放入實(shí)車進(jìn)行現(xiàn)場校準(zhǔn),對偏移進(jìn)行糾正,更改完成后進(jìn)行模擬,無故障則進(jìn)行實(shí)車運(yùn)行。
3 車型調(diào)試
車型調(diào)試階段,主要對機(jī)器人的噴涂參數(shù)進(jìn)行設(shè)定,必要時對局部仿形程序進(jìn)行調(diào)整,以達(dá)到公司對此車型的各項(xiàng)質(zhì)量要求。如:本次調(diào)試中的金屬漆的顏色為銀色。
3.1 噴房工藝參數(shù)設(shè)定
根據(jù)油漆材料要求,對噴房的溫濕度、風(fēng)速、循環(huán)水流量等參數(shù)進(jìn)行設(shè)定。本次新增車型是在原有產(chǎn)品上增加,不涉及對此方面的相關(guān)變動,這里不再詳述。
3.2 噴涂參數(shù)初步設(shè)定
首先根據(jù)金屬漆的材質(zhì)要求初步設(shè)定靜電電壓、旋杯轉(zhuǎn)速和成型空氣,根據(jù)車體面積、噴涂膜厚、溶劑含量、噴涂速度、噴涂時間等參數(shù)初步設(shè)定噴涂流量。計(jì)算公式:噴涂流量=膜厚×面漆×干膜密度/(固體份×噴涂時間×上漆率×稀釋密度)。本次計(jì)算所得噴涂流量為250 cc/min。
3.3 噴涂參數(shù)現(xiàn)場調(diào)試
為了節(jié)約成本,本次調(diào)試采用在車身釘馬口鐵板、錫箔紙及現(xiàn)場泳涂板材,通過對膜厚、烘干后比重及外觀參數(shù)(桔皮、色差)等數(shù)據(jù)進(jìn)行分析,對現(xiàn)場參數(shù)進(jìn)行調(diào)整,參數(shù)調(diào)整完成后,進(jìn)行過車調(diào)試,根據(jù)出車質(zhì)量對參數(shù)進(jìn)行微調(diào),對邊角及易流掛位置進(jìn)行仿形程序優(yōu)化,問題解決后可批量生產(chǎn),舉例如下。
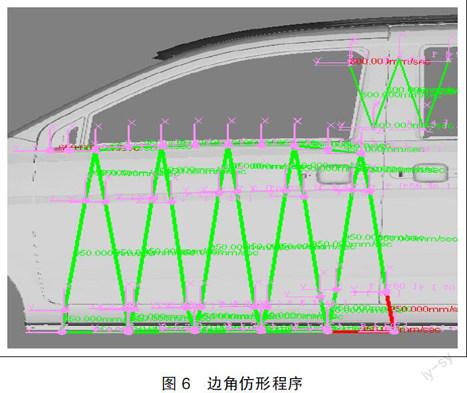
前門邊角重槍率較高的區(qū)域,仿形程序可以做適當(dāng)?shù)拈W避,也可以進(jìn)行適當(dāng)?shù)年P(guān)槍,閃避或關(guān)槍的區(qū)域靠帶靜電的漆霧對邊角進(jìn)行噴涂,從而在程序設(shè)計(jì)上消除邊角流掛氣泡等缺陷的產(chǎn)生(如圖6所示)。在色差方面,影響色差的主要是L、a、b值,在確保滿足膜厚要求后,一般情況下,一、二站噴涂流量相同,如對一、二站噴涂比例有調(diào)整,色差中的L明度也會略微變化,從而使色差數(shù)據(jù)達(dá)到更優(yōu)(其中影響較大的是金屬色漆)。在不改變噴涂膜厚的情況下,一站流量略微變大,二站流量略微變小,則L值會變小;反之,L值則變大。本次前門中門調(diào)整是一站略微減小、二站略微增大、L值略微變大,色差得到改善(如圖7所示)。
4 總結(jié)
本文主要結(jié)合工作中某車型項(xiàng)目的調(diào)試過程為案例,對基于FANUC機(jī)器人的程序編寫、調(diào)試過程及部分問題,從中總結(jié)了新車型中上涂噴涂工藝的一些經(jīng)驗(yàn),歸納了問題解決的相應(yīng)方法,為新產(chǎn)品及其他車型的調(diào)試和問題的解決提供思路和參考。
參 考 文 獻(xiàn)
[1]王錫春.涂裝車間設(shè)計(jì)手冊[M].北京:化學(xué)工業(yè)出版社,2008.
[2]上汽通用五菱汽車股份有限公司.P-500機(jī)器人噴涂系統(tǒng)編程[Z].2011.
[3]上汽通用五菱汽車股份有限公司.P-500機(jī)器人噴涂系統(tǒng)操作[Z].2011.
[責(zé)任編輯:陳澤琦]
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(shè)(2018年1期)2018-07-10 09:49:50
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(shè)(2015年5期)2015-12-01 04:17:19
電子設(shè)計(jì)工程(2015年3期)2015-02-27 12:04:00
