摩擦焊接工藝在開發重型系列釬桿中的應用
2016-05-30 03:19:52楊華軍胡如好
現代機械 2016年2期
關鍵詞:工藝
張 懿,楊華軍,陳 江,胡如好
(首鋼貴陽特殊鋼有限責任公司,貴州貴陽550005)
?
摩擦焊接工藝在開發重型系列釬桿中的應用
張懿,楊華軍,陳江,胡如好
(首鋼貴陽特殊鋼有限責任公司,貴州貴陽550005)
摘要:隨著使用液壓鑿巖鉆車的數量越來越多,鉆孔向著大孔徑、長深度方向發展,對鉆孔效率和直線度提出了更高的要求。所需的重型鑿巖釬桿正朝著高品質、粗直徑、超長度的方向發展。為了滿足市場需求,采用摩擦焊接工藝通過理論計算和礦山試驗開發出了高品質重型快換釬桿以及提高鉆孔直線度的導向釬桿等系列鉆具,產品質量接近國外先進水平。
關鍵詞:摩擦焊接工藝高品質快換釬桿導向釬桿
0引言
隨著液壓鑿巖機功率不斷加大,鉆孔直徑也隨著加大,肩沖式鉆具和管式鉆具的使用量也逐漸擴大。同時,隨著摩擦焊技術的不斷成熟,摩擦焊工藝在長桿件及不同部位性能要求不同的零件加工上發揮出的優勢越來越大[1-2]。目前,國外Sandvik公司將摩擦焊技術應用在液壓鑿巖機用重型快換釬桿和導向釬桿的加工中取得了良好的效果。通過采用摩擦焊工藝,降低了兩端螺紋的加工難度,提高了兩端螺紋的加工質量,同時對不同零件的不同部位采用不同的材料及不同的熱處理工藝,使釬桿鑿巖壽命提高的同時降低了釬桿的成本,其采用摩擦焊技術加工的產品范圍不斷擴展,目前幾乎所有采用圓形中空鋼作為素材的重型釬均采用了摩擦焊工藝[3-4]。為此國外先進廠家:Sandvik、Atlas等采用摩擦焊接工藝在市場上推出了高品質重型快換釬桿以及提高鉆孔直線度的導向釬桿等系列鉆具。為滿足市場需求,提高企業的綜合配套能力,采用摩擦焊接工藝開發出高品質重型快換釬桿以及導向釬桿系列產品迫在眉睫[5]。
1摩擦焊接工藝實施分析及作用
1.1摩擦焊機的工作原理
摩擦焊接是先進的材料連接技術和制造技術,是利用被焊件間的相對轉動,同時施加適當的軸向壓力P(摩擦壓力)進行摩擦而產生的熱量使焊件接觸表面附近產生高溫塑性區,摩擦表面金屬的塑性變形與流動,防止了金屬的氧化,促進了焊接金屬原子的相互擴散,當溫度達到焊接溫度時,使焊件間相對轉動迅速停止,同時將軸向壓力加大到PD(頂鍛壓力),并適當保壓一段時間,使兩焊件牢固地焊接在一起。它是一種固態連接技術,其焊合區為鍛造組織,又稱“鍛焊”[6-7]。
1.2摩擦焊接工藝的特點
1)優質。摩擦焊合區為鍛造組織,能獲得與母材等強乃至比母材超強的接頭;
2)高效。每件焊接時間以秒計,一般只需幾十秒,是其它焊接方法如熔焊、釬焊不能相比的;
3)節能、節材、低耗。不需焊條、焊劑、釬料、保護氣體,不需填加金屬,也不需消耗電極;
4)焊接性好,質量穩定。特別適合異種材料的焊接,與其它焊接方法相比,摩擦焊有得天獨厚的優勢,如鋼和紫銅、鋼和鋁、鋼和黃銅的摩擦焊接等等;
5)環保,無污染。焊接過程不產生煙塵或有害氣體,不產生飛濺,沒有孤光和火花,沒有放射線[8-9]。
1.3提高中空鋼成材率,降低生產成本
目前國內生產廠家采用“鉆孔法”軋制的中空鋼芯孔都呈橢圓形,芯孔尺寸大小不一,軋制成材率較低。由于生產重型釬對原材料中空鋼的幾何尺寸要求較高,所以每次生產重型釬之前都要對原料中空鋼進行分選,在沒有摩擦焊接之前對于芯孔太偏的中空鋼都不能用于生產重型釬,直接當廢鋼回收;還有對于分選合格的中空鋼在下料過程中也會產生不合尺寸的短料,也只能當廢鋼回收。但是采用摩擦焊接工藝以后就可以基本上能把它們利用起來,因為我們通過大量的礦山試驗證明,重型釬的主要失效形式是螺紋磨損后螺紋根部產生疲勞裂紋斷裂,桿體磨損后一般不會斷裂,對桿體強度要求不是很高。所以我們可以采用偏芯料用作桿體,孔比較正的中空鋼來加工螺紋,最后通過摩擦焊把它們焊接在一起,再經過后面的后續熱處理工藝以及通過礦山試驗,完全能夠達到重型釬的生產工藝要求的,從而降低了生產成本,提高了中空鋼成材率。
2重型快換釬桿以及導向釬桿的結構與工藝設計
2.1重型快換釬桿的結構與工藝設計
經過多次的礦山試驗,重型快換釬桿的失效主要以螺紋根部磨損疲勞斷裂失效為主,而非螺紋正常磨損失效,只有少部分釬桿從螺紋和桿體處疲勞斷裂。所以為了提高重型快換釬桿的使用壽命和鑿巖效率,必須對重型快換釬桿的結構與工藝進行設計:桿體采用22CrNi3Mo中空鋼,兩端螺紋采用材質為22CrNi3Mo實心棒料、芯孔較正的中空鋼或鐓粗料加工,其結構如圖1,由于兩端螺紋采用短件加工,可以提高機加工的主軸轉速和進給速度,使其獲得較高的加工效率和表面光潔度;桿體采用加工存留槽的結構,最后通過摩擦焊接在一起。其主要工藝規程為:軋制中空鋼、實心棒料或鐓粗料—粗、精加工桿體及兩端螺紋—摩擦焊接-焊后正火低溫回火—車外卷屑—滲碳熱處理。
2.2導向釬桿的結構與工藝設計
導向釬桿要求釬桿兩端中心孔小,桿體中心孔較大的設計結構(圖2),這種中心孔變徑結構采用常規中空鋼軋制工藝成形很難實現,用摩擦焊接的工藝將兩端接頭與桿體焊為一體的方式是最合理的工藝。其主要工藝規程為:軋制中空鋼、實心棒料或鐓粗料—粗、精加工桿體及兩端螺紋—摩擦焊接-焊后正火低溫回火—車外卷屑—滲碳熱處理。

圖2 導向釬桿結構
3重型快換釬桿以及導向釬桿的摩擦焊接工藝參數制定
3.1摩擦焊接主要工藝參數
摩擦焊接主要工藝參數為:一級摩擦壓力,一級摩擦時間;二級摩擦壓力,二級摩擦時間;頂鍛壓力,頂鍛時間;工進與快進速度,旋轉夾緊油缸的壓力,移動夾具夾緊油缸的壓力等。
3.2摩擦焊接工藝參數制定
為了得到質量較好的焊接接頭,目前還沒有通用的計算公式來確定摩擦焊接工藝參數,主要是通過試驗的方法制定。我們采用的是初步確定參數,然后根據多次模擬運行情況和焊接后的飛邊形狀、取樣進行拉伸和沖擊試驗、金相檢測結果分析以及礦山試驗確定最終的合理工藝參數。
在實際摩擦焊接過程中,首先是確定頂鍛壓力,它主要是根據焊件材料的含碳量和硬度選擇,在實際工作中要根據該值換算到主油缸的壓力表顯示的表壓值進行調定,主油缸所需的表壓力按下述公式計算:
式中:P:主油缸后腔壓力(MPa);P1:焊件頂鍛壓強(N/mm2);A:焊件焊接截面積(mm2);S:主油缸后腔面積(mm2);k:常數(考慮空動阻力而增加的表壓力數,大約為0.3 MPa~0.5 MPa)。
通常情況下,碳鋼頂鍛壓強在100 N/mm2~260 N/mm2,頂鍛壓強P1是摩擦壓強Pm的(1.5~2)倍。按上述公式,實際工作中采用摩擦焊接工藝焊接了20支R46X3660-T45快換釬桿,兩端螺紋采用材質為22CrNi3Mo實心棒料加工,桿體為軋制中空鋼,根據焊接卷邊是否均勻及熱影響區的顏色,最后調整其焊接參數為:一級摩擦壓力2.5 MPa,一級摩擦時間1.5 s;二級摩擦壓力3.5 MPa,二級摩擦時間3 s;頂鍛壓力5 MPa,頂鍛時間6 s。其工藝規程為:軋制中空鋼、實心棒料或鐓粗料—粗、精加工桿體及兩端螺紋—摩擦焊接-焊后正火低溫回火—車外卷屑—滲碳熱處理。
4對摩擦焊R46X3660-T45快換釬桿滲碳熱處理后進行取樣分析
4.1摩擦焊接釬桿熱處理后取樣拉伸和沖擊試驗
對摩擦焊R46X3660-T45快換釬桿取樣進行拉伸和沖擊試驗,其斷裂部位如圖3至圖4,它們都沒有從焊口處斷裂。試驗證明摩擦焊接接頭強度高于木材強度。
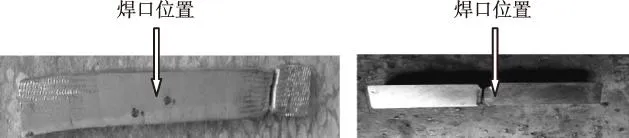
圖3 釬桿拉伸斷裂試樣圖4 釬桿沖擊斷裂試樣
4.2金相組織對比分析
(1)隨爐樣金相組織(圖5)
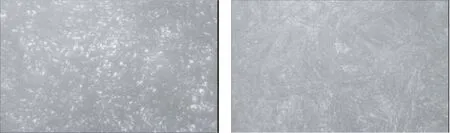
表層組織×400 基體組織×400圖5
(2)摩擦焊接樣金相組織(圖6)

表層組織×400 基體組織×400圖6
兩組試樣的表層金相組織相當,馬氏體、殘余奧氏體的級別均為3級。
4.3硬度對比分析(表1)
表1

試樣類別表面硬度/HRC芯部硬度/HRC隨爐試樣57-5844-45摩擦焊接試樣57-5844
分析:兩組試樣的硬度均符合快換釬桿生產工藝要求。
4.4顯微硬度、滲層對比分析兩組試樣的顯微硬度曲線坡度相當,最高和最低顯微硬度值與洛氏硬度相對應;隨爐樣的有效硬化層深度為1.18 mm,摩擦焊接試樣的有效硬化層深度為1.13 mm,兩者相差0.05 mm。均達到快換釬桿的生產工藝要求。
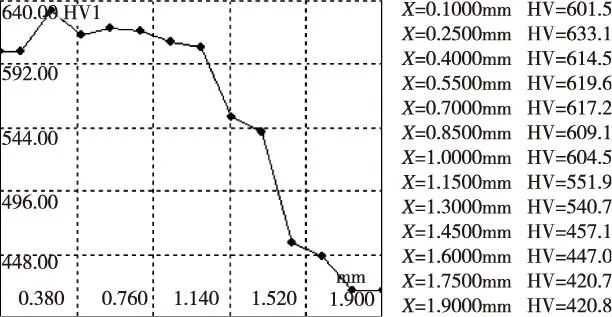
圖7 隨爐樣顯微硬度曲線
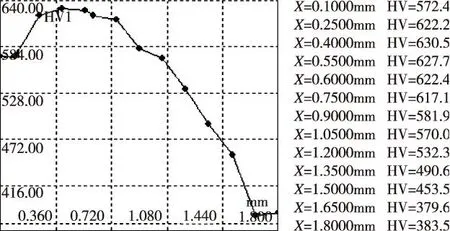
圖8 摩擦焊接試樣顯微硬度曲線
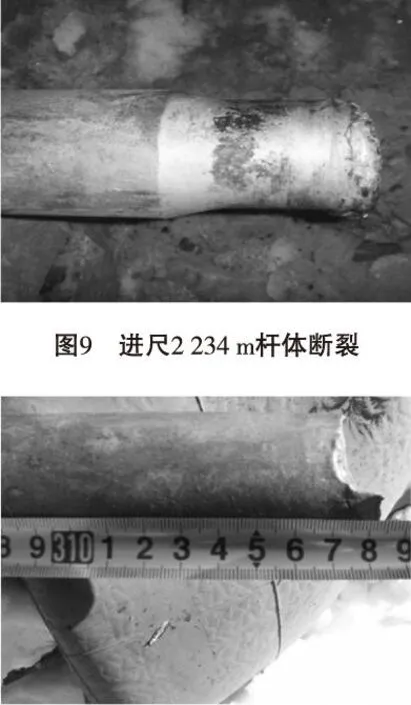
圖10 進尺2 194 m螺紋磨損后根部斷裂
經過理論分析合格后,將這批試生產的20支R46X3660-T45快換釬桿分兩組發往礦山進行現場鑿巖試驗,其失效形式主要以螺紋正常磨損失效為主,少部分從桿體處疲勞斷裂,沒有從焊口處斷裂(圖9-圖10),平均進尺2 205 m,質量接近國外先進水平,受到了用戶的好評。從而驗證了采用摩擦焊接工藝開發高品質重型釬桿的可行性。
5結語
1)摩擦焊接工藝為開發大孔徑導向釬桿奠定基礎,由于導向釬桿的合理結構是兩端中心孔小而桿體中心孔大,這種中心孔變徑結構采用常規中空鋼軋制成形很難實現,所以只能采用摩擦焊接將兩端接頭與桿體焊為一體方式是最合理的方法。
2)提高中空鋼成材率,降低生產成本。
3)實現短件化生產,提高生產效率,由于螺紋端和桿體單獨下料并單獨機加工,螺紋端的機加工將是短件加工,所以對車床主軸的磨損將大大減小,同時生產效率也會大大提高。
4)理論計算和礦山試驗是確定摩擦焊接工藝參數的最可靠方法。
5)近年,鋼鐵行業產能嚴重過剩,國家大力倡導技術升級和結構調整。為此摩擦焊接工藝的成熟將為研究、開發“高品質、低成本的系列重型釬具產品”提供技術保障。
參考文獻
[1]胡銘,董鑫業.瑞典阿特拉斯公司鑿巖鉆車與鑿巖機械:第十五屆全國釬鋼釬具年會論文集[C].第十五屆全國釬鋼釬具年會,2010:260-268.
[2]齊少安,劉承東.摩擦焊接及其工藝發展[J].機械制造,2004,41(11):24-27.
[3]張玉英,王永宏,巴魯軍.鉆桿摩擦焊接及熱處理工藝分析[J]. 石油礦場機械,2005,34(01):72-73.
[4]黎炳雄. 釬桿熱處理工藝的選擇:第十四屆全國釬鋼釬具年會論文集[C].第十四屆全國釬鋼釬具年會,2008:135-142.
[5]Sandvik. Rock drilling tools for hydraulic top hammer drilling: product catalogue[M].Sandviken: Sandvik, 2006.
[6]徐曉菱,朱凌云,申捷,呂雪芹,劉效方. 軸向摩擦焊機上的徑向摩擦焊[J]. 電焊機,1995(05)29-30.
[7]才蔭先. 國內外摩擦焊的應用概況[J]. 焊接, 1980(06)100-103.
[8]孫勇,陳岱民,劉玉蓮.摩擦焊技術的現狀及發展趨勢[J]. 現代制造工程, 1996(12)34-35.
[9]狄濤.礦用鉆桿摩擦焊工藝研究[J]. 現代焊接,2012(10)42-47.
The application of friction welding technology in the development of heavy drill rod series
ZHANG Yi, YANG Huajun, CHEN Jiang, HU Ruhao
Abstract:With the increasingly wide application of hydraulic drill wagon for jack hammer, drillholes have become of larger diameter and greater depth, and there have been higher demand for drilling efficiency and straightness, as well as an increasing need for heavy drill rods with higher quality, larger diameter and greater length. In order to meet market demand, we adopted the friction welding technology. Through theoretical calculation and experiments in mines, we developed high-quality quick-change heavy drill rods, guide drill rods which could improve drillhole straightness, etc. The quality of these products approached the advanced world level.
Keywords:friction welding technology; high-quality quick-change drill rod; guide drill rod
收稿日期:2015-09-07
作者簡介:張懿(1974-),男,1996年畢業于貴州省冶金學校金屬壓力加工專業,中專學歷,現任助理工程師,主要從事機械制造、鍛造加工工藝技術研究工作。
中圖分類號:TG442;TG156.8+1
文獻標識碼:B
文章編號:1002-6886(2016)02-0037-04
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
