基于DEFORM的刀具涂層對6061鋁合金銑削性能影響研究*
2016-05-30 03:22:14張嘯塵趙雪峰
現(xiàn)代機械 2016年2期
張嘯塵,趙雪峰,劉 威
(貴州大學(xué)機械工程學(xué)院,貴州貴陽550025)
?
基于DEFORM的刀具涂層對6061鋁合金銑削性能影響研究*
張嘯塵,趙雪峰,劉威
(貴州大學(xué)機械工程學(xué)院,貴州貴陽550025)
摘要:針對生產(chǎn)加工中常使用的6061鋁合金,運用DEFORM有限元軟件對6061鋁合金的銑削過程進行了仿真,得出了涂層對于切削力,切削溫度和刀具磨損的影響,并且對原因機理進行了探討和涂層優(yōu)選。為生產(chǎn)加工提供了有力的依據(jù)。
關(guān)鍵詞:刀具涂層6061切削力切削溫度刀具磨損
0引言
6061鋁合金是工業(yè)生產(chǎn)中采用最廣泛的鋁合金之一。近年來,6061由于其具備塑性良好、高強度、質(zhì)量輕以及導(dǎo)熱導(dǎo)電性能佳、抗腐蝕性能強等優(yōu)良特性,已經(jīng)廣泛的應(yīng)用于生產(chǎn)加工的各項領(lǐng)域中。
鋁合金的銑削加工是一個在高溫高熱工況下的高應(yīng)變率、大塑性的變形過程,并且涂層刀具銑削鋁合金過程是一個具有非常復(fù)雜的動態(tài)性、非線性的工藝工程[1]。所以采用常規(guī)的有限元分析銑削加工過程很容易失真。國內(nèi)外學(xué)者針對銑削鋁合金加工過程進行了有限元研究,Paolo Claudio priarone等分析了鋁合金的切削過程,并在銑削刀具磨損測試中表明了涂層刀具的涂層材料直接影響了涂層刀具使用壽命[2],Liu Zhiqiang等研究了兩種涂層的刀具對切削性能的影響[3],趙時璐等對N系刀具涂層進行了分析,表明了不同材料的涂層直接影響了涂層刀具的切削溫度,從而影響刀具壽命[4],但是在實際加工中,刀具涂層對于切削過程有著直接的影響[5],研究者和學(xué)者對銑削6061過程也僅局限于無涂層刀具的殘余應(yīng)力、應(yīng)變的模擬,很少有對涂層刀具切削過程進行模擬,分析切削力、應(yīng)力、溫度場的變化[6]。
本文通過建立銑削有限元模型,并且采用UG建立立銑刀模型,導(dǎo)入到DEFORM中進行銑削仿真,從而獲得刀具的應(yīng)力、應(yīng)變和溫度場的分布。
1切削模型的建立
本文采用DEFORM軟件的銑削模塊對不同涂層銑刀銑削6061鋁合金進行了有限元分析,DEFORM是SFTC公司開發(fā)的3D仿真軟件,其在高應(yīng)變率、大塑性變形分析方面失真情況較其他3D分析軟件更為優(yōu)秀。
(1)刀具參數(shù)設(shè)定
刀具參數(shù)以及加工參數(shù)如表1所示。
表1

刀具幾何參數(shù)及加工參數(shù)
刀具基體材料設(shè)定為Co-WC,刀具基體設(shè)定為剛性。為了提高運算速度和精度,刀具截取刃口的前10 mm部分進行仿真,刀具網(wǎng)格劃分為四邊形單元,劃分為25 000個網(wǎng)格。刀具網(wǎng)格劃分后如圖1所示。

圖1 刀具網(wǎng)格劃分
其中各種工況下唯一不同的就是涂層類型,涂層類型分別為無涂層刀具、TiN涂層刀具、TiCN涂層刀具、Al-TiN復(fù)合涂層、TiN-Al2O3-TiCN復(fù)合涂層共5種,為了不讓涂層厚度影響仿真結(jié)果,所有涂層總厚度設(shè)為5 μm,其中復(fù)合涂層每層材料厚度相同。
(2)工件參數(shù)設(shè)定
工件設(shè)定為鋁合金6061,寬度為20 mm,起始角度為20°,轉(zhuǎn)角為60°的弧形。
(3)DEFORM參數(shù)的設(shè)定
將刀具導(dǎo)入DEFORM中,根據(jù)坐標(biāo)系將刀具定位完畢后,將刀具材料性質(zhì)設(shè)定為剛性,工件材料性質(zhì)設(shè)定為塑性。斷裂準(zhǔn)則選用NomalizedCockroft and Latham:

(4)刀具表面磨損選用Usui,模型
ω=∫aPVe-b/Tdt
其中:a,b為針對加工材料的校準(zhǔn)系數(shù),P為刀具和工件之間接觸面壓力,V為表面滑移速度,T為接觸面溫度。將a設(shè)為1e-05, b設(shè)為1 000。
(5)剪切摩擦類型的模型
fs=mk
式中:fs為表面磨擦力,k為剪切屈服應(yīng)力,m為摩擦力系數(shù),其值正比于剪切屈服應(yīng)力,m值的設(shè)定直接關(guān)系到仿真的精度,本文設(shè)定為0.3。
6061熱傳遞系數(shù)設(shè)為107 N/sec/mm/C,室溫設(shè)為20°,空氣熱傳遞系數(shù)設(shè)為0.023 N/sec/mm/C,實驗步數(shù)為3 000步。
2仿真結(jié)果
(1)涂層對于切削溫度的影響分析
在設(shè)定好的相同的切削參數(shù)下,3 000步時不同涂層刀具銑削相同工件的仿真溫度云圖和溫度如圖2,3所示。
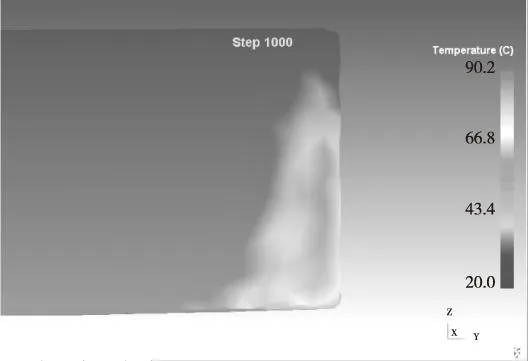
圖2 刀尖溫度分布云圖
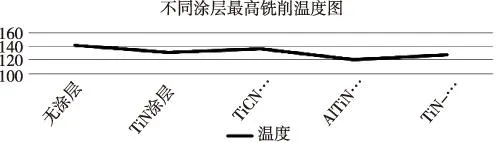
圖3 不同涂層最高銑削溫度
圖3中可以看出,在整個模擬銑削過程中,無涂層刀具銑削工件時刃口最高溫度最高,達(dá)到了142℃。而在涂覆了其他四種涂層的刀具中,TiCN涂層刀具切削溫度最高,達(dá)到了136℃,TiN涂層刀具次之,達(dá)到了131℃,TiN-Al2O3-TiCN涂層稍低,為128℃,Al-TiN涂層最低,僅有121℃。在刀尖溫度云圖里,五種類型刀具的最高溫區(qū)間大小也有所不同,其中,無涂層刀具的最高溫度區(qū)間遠(yuǎn)遠(yuǎn)要比其他四種涂層刀具大,而在四種涂層刀具中,TiCN涂層刀具高溫區(qū)間最大,TiN涂層刀具的高溫區(qū)間次之,TiN-Al2O3-TiCN較小,Al-TiN涂層刀具的高溫區(qū)間最小。
產(chǎn)生以上現(xiàn)象的原因主要有兩種。首先,各種刀具涂層之間,涂層的導(dǎo)熱系數(shù)不同,其導(dǎo)熱系數(shù)如表2所示。
表2
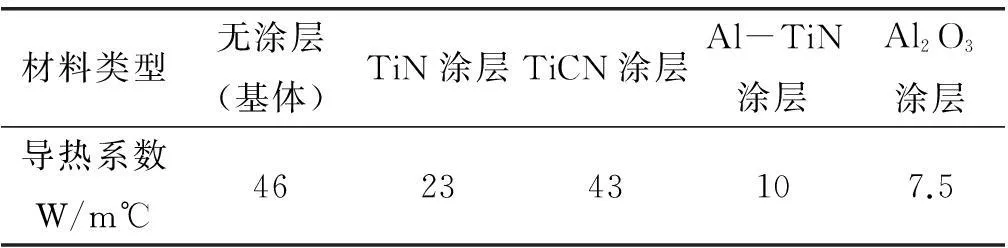
不同涂層的導(dǎo)熱系數(shù)
其次,在仿真過程中,不同的涂層刀具設(shè)定的摩擦系數(shù)相同。所以在各工況下,相同時間內(nèi),熱量從工件表面和切屑傳遞到刀尖,然后從刀尖傳遞到刀具基體總量從大到小分別為:無涂層刀具、TiCN涂層刀具、TiN涂層刀具、TiN-Al2O3-TiCN涂層刀具、Al-TiN涂層刀具。
從涂層性質(zhì)上來說,Al-TiN和TiN-Al2O3-TiCN涂層在切削過程中,涂層中的Al高溫情況下遇到空氣會在刀具表面產(chǎn)生一層非晶態(tài)、極薄的Al2O3薄膜,這層薄膜能夠?qū)Φ都馄鸬揭欢ǖ谋Wo作用,并且變相的降低了刀尖和工件之間的摩擦系數(shù)。
(2)涂層對刀具磨損影響的仿真分析
同樣在相同的切削條件下,采用Usui模型對不同涂層刀具的磨損情況進行仿真,將刀具設(shè)為塑性可以看到結(jié)果如圖4所示。
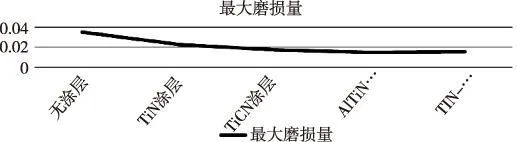
圖4 刀具最大磨損量
從圖4中可以看出,五種刀具的最大磨損情況從大到小依次是無涂層刀具、TiN涂層、TiCN涂層、Al-TiN涂層、TiN-Al2O3-TiCN涂層分別為0.003 52、0.002 32、0.001 71、0.001 49、0.001 56。
從結(jié)果可以看出,無涂層刀具的磨損量遠(yuǎn)大于涂層刀具。
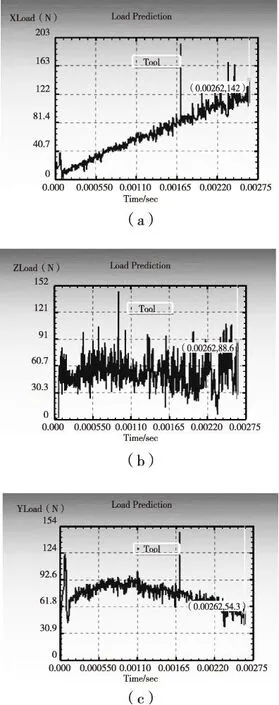
圖5 X,Y,Z三方向切削力
造成這種結(jié)果的原因主要是由于不同涂層的材料性質(zhì):刀具涂覆的涂層性質(zhì)不同,所以導(dǎo)熱性能也有差異,較低導(dǎo)熱系數(shù)的涂層能夠降低傳遞到刀尖和刀具基體的熱量,間接的降低了刀具表面溫度。其次,由于這幾種涂層從性質(zhì)上來說,屬于較“硬”的涂層,在高溫大塑形變形中晶格不容易滑移和被破壞,并且在相同單元的磨損節(jié)點內(nèi)移難度大于非涂層刀具。
(3)涂層對主切削力影響分析
在相同的工況下,由于工件為圓弧型,所以X、Y、Z軸三個方向的切削力持續(xù)變化,并且切削力在一小段時間內(nèi)呈周期性變化,所以切削分析采用最大切削力更有意義。切削力的分析采用每把刀具的最大切削力作為分析值,刀具的各個方向切削力和最大切削力如圖5所示。
由圖可見,無涂層刀具的最大切削力最大,為1.63 kN,涂層刀具的最大切削力要小于無涂層刀具,可以看出涂覆了不同涂層的刀具最大切削力仍然呈現(xiàn)了遞減的變化趨勢,其中Al-TiN涂層切削力最小,僅為1.32 kN,最大切削力相對于未涂層刀具減少了19%。

圖6 最大主切削力
造成這種結(jié)果的原因;首先,在仿真過程中,所有工件和刀具之間,摩擦系數(shù)固定為0.3,摩擦產(chǎn)生的熱量相同。但是不同刀具的涂層的導(dǎo)熱系數(shù)不同,并且涂層性質(zhì)不同,含有Al的涂層材料在高溫下生成了一層保護膜,有效的減少了熱量的傳遞,從而影響了切屑的斷裂過程,切屑斷裂產(chǎn)生的抵抗力間接的影響了切削力。并且TiN-Al2O3-TiCN涂層由于磨損變形比Al-TiN嚴(yán)重,導(dǎo)致鈍圓半徑要略大于Al-TiN,略微影響了切削力。
在上面討論的切屑斷裂產(chǎn)生的抵抗力以及鈍圓半徑變化的共同作用下,最大主切削力從大到小排列分別為無涂層、TiN涂層、TiCN涂層、TiN-Al2O3-TiCN涂層、Al-TiN涂層。
3結(jié)語
本文利用DEFORM的銑削模塊對無涂層、TiN涂層、TiCN涂層、Al-TiN涂層、TiN-Al2O3-TiCN涂層的刀具銑削6061鋁合金進行了仿真,將結(jié)果進行了比較并且加以分析,可以得出以下結(jié)論:
同樣的工況下刀具銑削過程中,最高切削溫度以及最大切削力隨著涂層的導(dǎo)熱系數(shù)減小而減小,并且最高溫度分布在前刀面上,涂層的特殊性質(zhì)會對最高溫度有較大影響。
刀具在磨損程度上都表現(xiàn)出相同的趨勢,其中影響磨損程度的主要因素是涂層性質(zhì),其次為導(dǎo)熱系數(shù),強化了結(jié)合強度的復(fù)合涂層在磨損仿真里表現(xiàn)出極大優(yōu)勢,無涂層刀具表現(xiàn)最差。
綜上所述,綜合考慮各種涂層仿真結(jié)果,銑削6061鋁合金采用Al-TiN涂層最為合適。
參考文獻
[1]戴翠麗.PVD高性能超硬涂層刀具的應(yīng)用[J]. 科技世界,2012,29(3):163-164.
[2]Priarone P C, Rizzuti S, Settineri L, et al. Effects of cutting angle, edge preparation, and nano-structured coating on milling performance of a gamma titanium aluminide[J]. Journal of Materials Processing Technology, 2012,212(12):2619-2628.
[3]Liu Z Q, An Q L, Xu J Y, et al. Wear performance of (nc-AlTiN)/(a-Si3N4) coating and (nc-AlCrN)/(a-Si3N4) coating in high-speed machining of titanium alloys under dry and minimum quantity lubrication(MQL) conditions[J].Wear,2013,305(1-2): 249-259.
[4]趙時璐,張鈞,劉常升.涂層刀具的切削性能及其應(yīng)用動態(tài)[J]. 材料導(dǎo)報,2008,22(11):62-65.
[5]Barshilia H C, Suya Prakash M, Jain A, et al. Structure, hardness and thermal stability of TiAlN and nanolayered TiAlN/CrN multilayer films[J]. Vacuum, 2005,77(2):169-179.
[6]韓舒.基于微量潤滑技術(shù)的涂層刀具高速切削鈦合金性能研究[D]. 上海交通大學(xué),2011.
Analysis of the influence of cutting tool coatings on the milling of 6061 aluminum alloy based on DEFORM
ZHANG Xiaochen, ZHAO Xuefeng, LIU wei
Abstract:In this study, we adopted finite element software DEFORM to simulate the milling process of 6061 aluminum alloy, analyzed the influence of cutting tool coatings on the cutting force, cutting temperature and cutting tool wear, discussed the mechanism behind the phenomena, and selected the best coating. This study provided solid foundation for the production and processing of 6061 aluminum alloy.
Keywords:cutting tool coatings; 6061; cutting force; cutting temperature; cutting tool wear
收稿日期:2015-10-19
作者簡介:張嘯塵(1990-),男,碩士研究生,主要從事現(xiàn)代制造工藝及裝備的研究。
基金項目:貴州省工業(yè)公關(guān) “硬質(zhì)合金刀具刃口鈍化工藝裝備研發(fā)及產(chǎn)業(yè)化(黔科合GY字(2013)3017號)”。
中圖分類號:TS959.9;TN015
文獻標(biāo)識碼:A
文章編號:1002-6886(2016)02-0009-04
