特殊工況條件下的鋼軌焊前處理裝備
2016-05-26 10:03:37蔡建軍
鐵路技術創新 2016年2期
關鍵詞:焊接
■ 蔡建軍
?
特殊工況條件下的鋼軌焊前處理裝備
■ 蔡建軍
摘 要:分析焊軌基地既有鋼軌焊前處理工藝及工裝的現狀。為滿足特殊工況條件下的鋼軌焊接生產需要,提出鋼軌焊前除冰雪及浮銹、除濕、烘干專用設備的設計方案,并介紹試驗和試用情況。
關鍵詞:鋼軌;焊接;除冰雪;除濕;烘干
0 引言
全路統一規劃建設的百米鋼軌焊接基地的建設及運用,為我國高鐵建設提供了優質焊接長鋼軌。實現鋼軌焊接接頭內在質量的高可靠性、外觀質量的高平順性,保證高鐵安全運行,是每一個焊軌行業從業人員一直追求的目標。為此,必須對鋼軌焊接生產全過程給予嚴密的管控,積極倡導“用設備保質量、用設備保精度、用設備保環境”理念,以減少人為因素對焊接質量的干擾。百米鋼軌焊接基地建成后,鋼軌焊接生產設備性能不斷優化提升,但還是存在一些裝備上的不足,尤其是遇雨、雪、冰等特殊天氣或鋼軌表面銹蝕比較嚴重時,既有設備不能完全確保鋼軌焊接生產的正常開展,對保證產品質量的穩定性帶來較大的干擾。因此,必須思考研發滿足特殊天氣條件下的專用設備。
1 鋼軌焊前處理作業現狀
目前,各焊軌基地對鋼軌的焊前處理普遍采用除銹機作業,鋼軌在干燥狀態時,各種除銹機均能夠滿足要求,但在雨、雪、冰等特殊天氣時鋼軌除銹效果明顯下降。
鋼軌因潮濕、表面存有冰雪或表面銹蝕比較嚴重,在焊軌生產線上走行時,鋼軌上殘余的水滴或表面浮銹對生產線的輥輪造成污染,使焊機短軌側輥道對地電阻下降或對地短路,最終出現短軌側鋼軌與輥輪之間電擊的嚴重后果。生產線輥輪對鋼軌除銹后的軌底除銹區域還可能產生二次污染(雨雪天氣特別嚴重),因此,生產線輥輪的污染同樣是影響焊接質量穩定的重要因素。
鋼軌焊接生產單位前期曾采用多種技術及工藝,如采用紅外加熱技術干燥鋼軌、采用風刀技術除去鋼軌表面水分等,這些措施取得了一些成效,但綜合效果均有待進一步完善。為了實現鋼軌焊接全天候生產,需要研發更好的專業設備,能夠實現干燥鋼軌、去除鋼軌全長表面浮銹、確保輥道線潔凈、保證對地電阻值等多種功能。
2 設計方案
2.1總體方案
采用高壓溫水噴射融化鋼軌表面冰雪,再刷輪處理未融化的殘余冰雪或表面浮銹比較嚴重的鋼軌,使存在冰雪的鋼軌變成潮濕鋼軌;應用空氣動力學的原理,利用既有成熟的風刀技術,達到除濕的目的;選用高效節能的高頻(超音頻)感應加熱技術對鋼軌除銹部位進行烘干處理。將3種不同技術有機結合為一體,并可根據天氣狀況、鋼軌銹蝕程度,選擇運行設備的相應功能。
2.2設備安裝位置
可根據現場條件設置,一般情況下設在除銹工位前,百米鋼軌外觀檢測工位前或后(北方最好在檢測工位前)。
2.3設備組成
設備由除冰雪及浮銹、除濕、烘干3部分組成。
2.3.1除冰雪及浮銹
在封閉環境中,采用高壓溫水(北方用供熱系統熱水)噴射融化鋼軌表面冰雪,再用具備一定壓力的不銹鋼鋼絲刷輪處理未被融化的殘余冰雪,使存在冰雪的鋼軌變成潮濕鋼軌后進入除濕模式處理。遇到表面浮銹特別嚴重的鋼軌,先在鋼軌表面噴水(此時可用常溫水)解決在鋼絲輪處理浮銹時產生的粉塵污染,然后再用具備一定壓力的不銹鋼鋼絲刷輪處理浮銹。對噴射鋼軌的污水采用多級沉淀的方式處理后循環使用。經表面浮銹處理后的鋼軌變為潮濕鋼軌后進入除濕模式處理。
根據鋼軌輸送的形式和特點,將百米鋼軌從百米軌朵吊裝至輥道,再輸送至設備安裝位置,通過輥輪和軌底之間的擠壓,到達設備位置時,軌底冰及浮銹已經基本消除,且雪的堆積位置應在鋼軌的上表面。在軌頂面和兩側軌底角的上表面設置3個不銹鋼絲輪刷,鋼絲刷輪壓力的大小是實現此功能的關鍵,根據鋼絲刷輪除銹機的使用經驗,此壓力不會太大,只需一個合適的壓力,就能達到預期效果。
2.3.2除濕
應用空氣動力學的原理利用風刀帶動周圍空氣對鋼軌表面進行焊前除濕;風刀除濕技術經試驗完全能夠達到預期目標;利用空氣作為介質,不會對周圍環境產生污染,經除濕處理后的不滴水鋼軌進入烘干模式處理。除濕前后效果見圖1、圖2。
2.3.3烘干
烘干作業目的是為了提高鋼軌焊前除銹質量的穩定性,故烘干僅對百米鋼軌兩端各500 mm范圍實施(特殊情況下,也可對全長鋼軌進行表面干燥);采用高效節能的高頻(超音頻)感應加熱技術對鋼軌除銹部位進行烘干處理。
為了保證鋼軌經烘干處理后外觀不變形,要求僅對表面加熱,且表面加熱深度越淺,鋼軌外觀變形越小;裝置熱效率越高,加熱時間越短。選擇IGBT高頻電源,該裝置采用頻率掃描逆變控制方式進行頻率跟蹤調節和電壓、電流反饋實現全閉環控制,保證加熱功率和頻率的穩定輸出,滿足工藝要求。負載采用并聯諧振回路。設備具有線路簡單、控制精度高、操作方便、可靠性高等優點,它將50 Hz的三相工頻電流經整流、濾波、逆變為30 kHz的中頻、超音頻電流,輸送至感應器,用于鋼軌烘干處理。能量效率高達92%,是當今最為理想的節能型產品之一。烘干裝置示意見圖3。

圖1 除濕前

圖2 除濕后
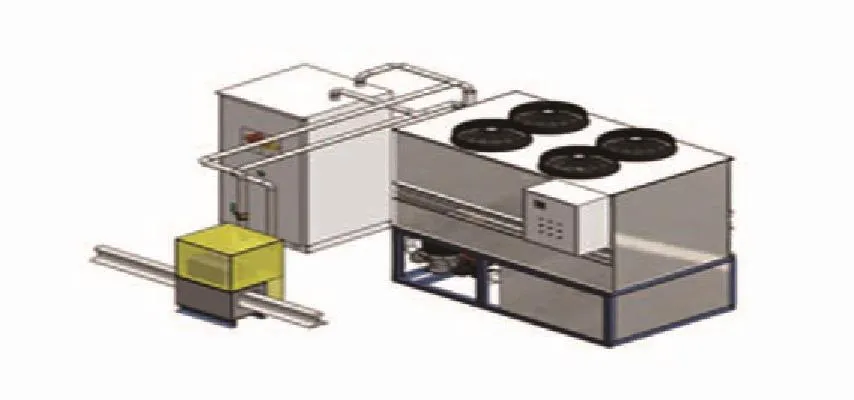
圖3 烘干裝置示意圖
3 工藝試驗
為了達到預期效果,在電源生產廠進行一系列模擬試驗,最佳狀態為:鋼軌長1.2 m;澆水后軌頂溫度為18 ℃時,給定功率30 kW,頻率30 kHz;感應器長度50 mm,軌端伸出感應器100 mm(近端);加熱至軌頂面溫度50 ℃停機用時10 s,鋼軌表面完全干燥用時60 s,軌頂面變形0.05 mm,作用面沒有變形量;當鋼軌冷卻至常溫時軌頂面及作用面均沒有變形量。測量條件:用平直尺和塞尺,常溫測量。連續3次試驗,數據基本一致。
4 設備作業模式及組合
4.1雨天模式
當鋼軌頭部進入除濕模式時啟動除濕裝置,對百米鋼軌全長除濕處理,經除濕后的鋼軌沒有滴水現象,避免潮濕鋼軌對輥道線的污染;當鋼軌端部和尾部進入烘干模式時啟動感應加熱,對鋼軌除銹部位實施高頻低溫烘干,確保除銹質量。此時鋼軌輸送停等或降速運行。
4.2冰雪模式
對表面積有冰雪的鋼軌使用除冰雪及浮銹模式;對百米鋼軌全長進行除冰雪或除浮銹處理。處理完畢鋼軌端部進入除濕模式和烘干模式作除濕、烘干處理。
考慮到百米焊軌基地具備二條流水線,為節約投資成本,可將污水處理和高頻電源的冷水機集成為一套。
5 結束語
特殊工況條件下的鋼軌焊前處理裝備,將焊前除鋼軌冰雪及浮銹、除濕和烘干作業3項功能整合在一起,可以根據工況條件選擇需要的模式。設備在蕪湖北焊軌基地進行了試用,達到預期目標。
蔡建軍:上海鐵路局計劃統計處,工程師,上海,200071
責任編輯 苑曉蒙
中圖分類號:U213.9+2
文獻標識碼:A
文章編號:1672-061X(2016)02-0069-02
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
