手工冷卷1 C r 1 8 N i 9材質彈簧的方法分析
2015-11-09 08:29:58盛昆川郗志偉金昌盛崔杰于長文
機械工程師 2015年3期
關鍵詞:方法
盛昆川, 郗志偉, 金昌盛, 崔杰, 于長文
(哈爾濱汽輪機廠有限公司,哈爾濱 150046)
0 引言
1Cr18Ni9彈簧屬于奧氏體不銹鋼,比馬氏體不銹鋼具有更好的耐蝕性、良好的冷變形性能。在常溫下保持奧氏體組織并無磁,一般用于重要場合,彈簧的卷制精度和熱處理工將直接影響彈簧的性能。
1 原因分析
按照我單位現有的彈簧生產能力,彈簧手工卷成密卷彈簧,然后手工劈距和修整。現材質為1Cr18Ni9。鋼絲直徑為φ4 mm,需冷卷。
加工難點:1Cr18Ni9材質冷卷回彈量較SiMn鋼、CrV、碳素鋼絲要大,并且在劈距時易造成兩端頭尺寸不變,節距處外徑增加造成腰鼓形,卷制不出合格的彈簧。
由于1Cr18Ni9鋼絲是形變強化而來,所以在深度冷拔時,形變將誘發由奧氏體向馬氏體相變。實驗證明,面縮率越大、溫度越低時誘發馬氏體的數量越多,從而造成相變的組織應力越大。由于拉拔過程材料的晶格產生畸變又將造成很大的內應力,同時又造成抗拉強度的不均勻性。由于此彈簧的旋繞比較大,D/d=14.25(D為彈簧中徑,d為鋼絲直徑)。卷簧時的內應力不穩定,回彈量就越大。按以往的方法密卷之后再劈距;密卷之后其外徑符合圖紙的要求。但在劈距之后則產生彈簧兩端部基本尺寸不變而中部脹大超公差,這是劈距的過程中由于組織應力和內應力的釋放而造成的。
2 控制劈距過程中彈簧直徑超差的方法
為了控制劈距過程中由于應力的釋放而產生的彈簧外徑超公差的問題,我們采取調整芯軸和直接卷出比圖紙節距稍小的節距(實際節距為15.66 mm,因車床無此節距,所以選卷制節距為14 mm,卷制完成后實際節距為17.1 mm再經精整后加工裝回火達到要求)。
2.1 彈簧的設計要求
旋轉壓縮彈簧材質為1Cr18Ni9,彈簧外徑φ61 mm,鋼絲直徑φ4 mm,自由狀態高度100 mm,其技術要求見表1。
2.2 非密卷方法的試驗、生產過程及分析
方案1:按以往方法卷制,冷卷密卷→劈距→去應力退火,結果見表2。
方案2:新方法,在C630車床上冷卷。冷卷時,根據上述試驗二的數據,采用φ41 mm 芯軸,設定車床的轉速,直接卷制出彈簧圈與圈之間尺寸為14 mm的螺距,這在我公司的彈簧卷制中第一次采用。
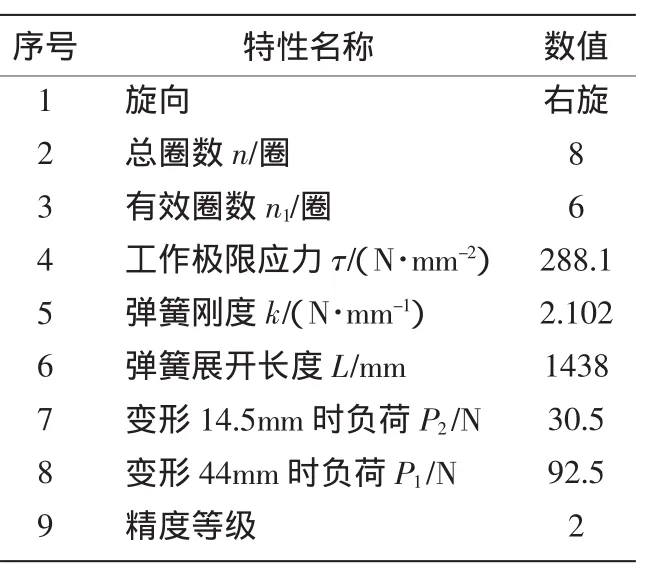
表1 旋轉壓縮彈簧的技術要求
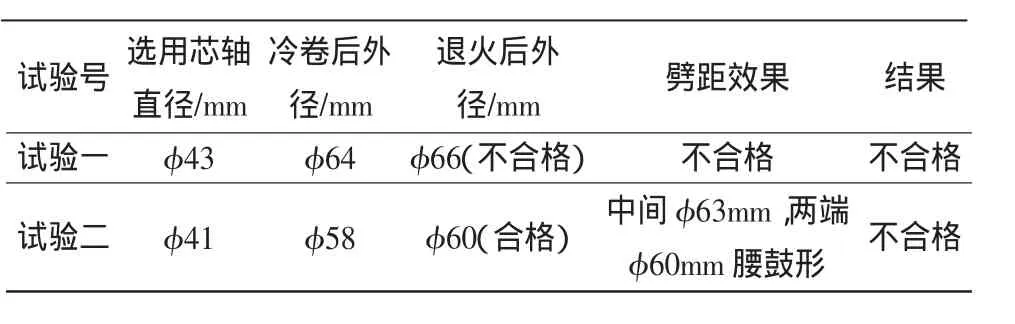
表2 原方法卷制后彈簧的幾何尺寸結果
卷制后各個彈簧圈之間的節距不均勻,手工調整節距,采用標準B/Z75.8-2006退火溫度300±10℃后,結果見表3。
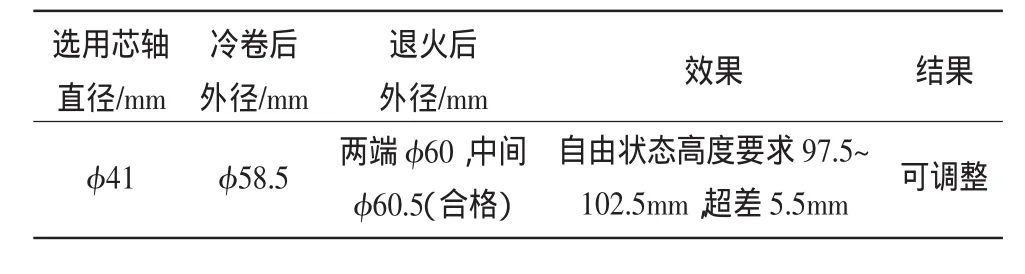
表3 新方法卷制后彈簧的幾何尺寸結果
卷制完成的彈簧去應力退火后,彈簧的自由高度為108 mm,圖紙要求100 mm。為了在自由狀態下進行高度調整,但圈與圈之間節距的均勻性在定型過程中不發生變化,采用了定型工裝,見圖1。用如圖1的工裝,將彈簧的高度壓縮至60 mm,在變形量大的彈簧圈之間加楔塊,以便在熱處理過程中進行調整。
調整好彈簧后,將工裝和彈簧一同放入熱處理爐中B/Z75.8-2006的規定進行按定型退火:溫度為310±10℃,空冷;保溫時間為60 min。

圖1 彈簧工裝
出爐卸下工裝,彈簧的自由狀態下高度為102 mm,符合2級彈簧的要求。
以上述方法再制成3件彈簧,進行剛度檢查,結果見表4。

表4 彈簧幾何尺寸及性能
3 結論
公司首次采用非密卷,即采用直接卷制出帶有節距的彈簧的方法冷卷彈簧,并在卷制過程中結合了操做者豐富的工作經驗,使在選定芯軸及調整彈簧自由狀態下高度的壓縮量方面定位精準,確保試驗和生產的順利進行。3件試驗生產的彈簧全部合格,并成為正式產品零件入庫,取得了良好的效果。
在今后的生產中,這種非密卷彈簧的制造方法在旋繞比較大的彈簧制造中將值得推廣。
[1] 張英會.彈簧手冊[M].北京:機械工業出版社,2008.
[2] 中國機械工程學會熱處理學會.熱處理手冊:第2卷[M].4版.北京:機械工業出版社,2008.
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
