曲形零件的螺紋加工對(duì)照
2015-12-25 08:30:34劉文寬李景慧盛玉華
機(jī)械工程師
2015年3期
劉文寬, 李景慧, 盛玉華
(齊齊哈爾二機(jī)床(集團(tuán))有限責(zé)任公司,黑龍江 齊齊哈爾161005)
0 引言
螺紋聯(lián)接是機(jī)械結(jié)構(gòu)中常用的基本要素之一,對(duì)于形狀不規(guī)則零件的螺紋加工,車(chē)床裝卡及找正比較困難。例如圖1所示工件,一端內(nèi)孔有螺紋結(jié)構(gòu),如果想用車(chē)床直接加工,有著2個(gè)最基本的問(wèn)題相制約:首先無(wú)法正常進(jìn)行四爪卡盤(pán)裝卡;其次沒(méi)有找正基準(zhǔn)及供中心架使用的位置。這時(shí)候我們加工方案的基本思路就是用制作工裝的方法,來(lái)進(jìn)行零件的螺紋加工。但如果生產(chǎn)的是單件,制作的工裝又比較復(fù)雜,其成本高且制作周期較長(zhǎng)。此時(shí)可以考慮用數(shù)控銑床進(jìn)行螺紋加工。以圖1零件為例,我們做了兩種螺紋的加工方案,分別為制作工裝在車(chē)床上加工和在數(shù)控銑床上直接加工,進(jìn)行對(duì)比,分析它們的加工工藝性、效率、質(zhì)量、成本。

圖1 形狀不規(guī)則零件
1 零件結(jié)構(gòu)及加工要求
首先我們分析零件結(jié)構(gòu)及設(shè)計(jì)給定要求,從圖2可以看出工件長(zhǎng)度625 mm、高度320 mm,左端有一R70H6的半孔,右端螺紋規(guī)格M80×6、有效長(zhǎng)度225 mm,在距中心線45+0.1
0尺寸有一φ40H7孔貫穿螺紋,螺紋中心線對(duì)全長(zhǎng)左端面有垂直度φ0.02 mm的要求;從圖3可以得出零件寬度135 mm。
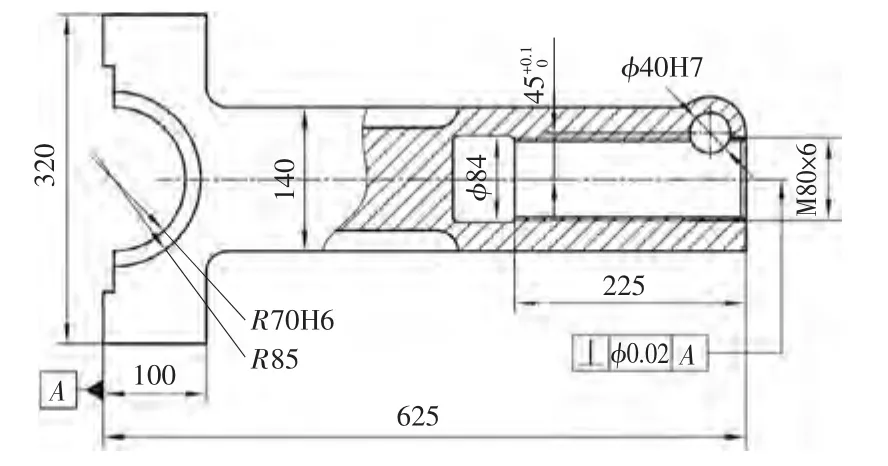
圖2 零件結(jié)構(gòu)一
2 車(chē)床加工方案的確定
我們根據(jù)零件結(jié)構(gòu)可以明顯看出,此零件如果在車(chē)床進(jìn)行螺紋加工需要有5個(gè)技術(shù)加工難點(diǎn)需要考慮,分別為:1)工件裝卡問(wèn)題,2)如何確定工件找正基準(zhǔn);3)中心架如何合理的使用;4)螺紋軸向中心線對(duì)全長(zhǎng)左端面φ0.02 mm如何保證;5)φ40H7 通孔與螺紋加工相互影響精度。……
登錄APP查看全文
