不同厚度鈹箔的化洗方法
2016-05-18 03:32:33王維一劉兆剛
湖南有色金屬 2016年5期
關鍵詞:效果
王維一,劉兆剛
(西北稀有金屬材料研究院稀有金屬特種材料國家重點實驗室,寧夏石嘴山 753000)
不同厚度鈹箔的化洗方法
王維一,劉兆剛
(西北稀有金屬材料研究院稀有金屬特種材料國家重點實驗室,寧夏石嘴山 753000)
鈹箔經潤滑冷軋后,表面會留有油污、污痕,經過有機試劑處理后,仍會有殘留,鈹箔的熱處理是在高溫下進行的,高溫下鈹箔表面極易被氧化。化洗的目的就是為了消除鈹箔表面的氧化鈹及一些表面缺陷。試驗證明,用同一種化洗方法化洗不同厚度的鈹箔效果不同,其結果差異很大。對不同厚度的鈹箔可采取不同的合理的正確的化洗方法。采用合理的表面化洗方法,可以將鈹箔表面的油污、污痕及氧化鈹薄膜除去。
化學配方;酸洗液;洗漏;氧化膜;針眼
由于鈹在高溫時極易氧化,因此,鈹在熱軋、溫軋及退火時其表面因氧化而形成一層氧化鈹;鈹箔經潤滑冷軋后,其表面會留有油污、污痕,經過有機試劑處理后,仍會有殘留;另外,鈹箔的熱處理是在高溫下進行的,高溫下鈹箔表面極易被氧化,熱處理前即便對鈹箔進行“密封”處理,其表面還是會產生輕微的氧化而形成一層氧化鈹薄膜。化洗的目的就是為了消除鈹材表面的氧化鈹及一些表面缺陷,采用合理的表面化洗方法,可以將鈹箔表面的油污、污痕及氧化鈹薄膜除去。
鈹箔表面的化洗是鈹箔生產中的一大難點,因為鈹箔厚度太薄,用酸液化洗時極易被洗漏而出現針眼,導致鈹箔氣密性下降而最終無法使用。冷軋后的鈹箔經高溫熱處理時,其表面雖已經過“密封”處理,然在高溫時熱處理設備高真空爐并非完全真空,其表面仍會產生輕微的氧化而形成一層影響鈹箔表面質量的氧化膜,為提高鈹箔表面質量須將氧化膜除去。在生產過程中,采用了多種非酸洗的方法都無法將其除去,因此,要除去影響鈹箔表面質量的氧化膜不得不采取酸液化洗,酸液化洗時的方法、步驟、化學配方、化洗時間及操作要領無疑是影響或決定鈹箔表面化洗效果的主要因素。
在鈹箔化洗研究中要做多種不同配方的酸洗對比試驗,最后確定出酸洗效果良好且工藝穩定的酸洗配方。酸洗時間以鈹材表面呈現光亮且無氧化鈹、無明顯表面黑點、污點為準。酸洗時間與酸洗料的多少及厚度有關,酸洗料越多或厚度越厚,則酸洗時間越長;反之酸洗時間越短。
在之前的化洗試驗中發現,用自來水沖洗酸洗后殘留在鈹板表面的酸液時,鈹板表面會出現許多麻點。通過具體的試驗,分析其原因。因為鈹板表面一旦出現大量的麻點,在以后的軋制過程中很難完全消除,隨著鈹箔材軋制的進一步進行,未消除的麻點則使鈹箔材表面極易出現針眼、微裂紋等嚴重影響鈹箔質量的缺陷。因此通過具體的試驗來解決上述問題顯得尤為重要。
1 試 驗
1.1 試驗材料
試驗材料包括:鈹箔材、磷酸、Cr2O3、乙醇、甘油、氫氟酸、純水、自來水。
1.2 試驗方法、步驟及結果
1.2.1 不同厚度鈹箔的化洗
將不同厚度的鈹箔放置在按1 000 m L H3PO4+200 g Cr2O3+100 mL甘油+10 mL酒精+5 mL HF化學配方配制的酸性較強的酸洗液中。
將鈹箔逐片水平輕放入配制好的酸液里進行表面化洗,化洗到一定程度時將酸液里的鈹箔逐片翻面再水平放入酸液里,化洗至對等的時間后將鈹箔輕輕從酸液里取出,然后用水將其表面的酸液沖洗干凈后觀察鈹箔表面的化洗效果,效果良好則停止化洗,效果不好則繼續化洗,直至效果良好為止。
酸洗時間以鈹箔表面呈現光亮且無氧化鈹、無明顯表面黑點、污點為準。為了鈹箔兩表面化洗均勻一致,化洗一定時間后翻面再化洗對等時間,此試驗化洗時間約5 min。在整個化洗操作過程中,鈹箔要輕拿輕放,以防鈹箔折痕、劃傷。
結果表明:對于厚度H≥0.08 mm的鈹箔,化洗效果良好;對于厚度H<0.08 mm的鈹箔,其表面化洗不均勻、不徹底,且局部出現了針眼,鈹箔厚度越小,其表面出現的針眼就越多,化洗效果如圖1所示。
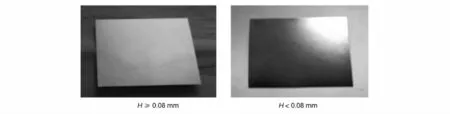
圖1 不同厚度鈹箔化洗后的效果對比照片
1.2.2 H<0.08 mm鈹箔的化洗
將厚度H<0.08 mm且厚度不同的鈹箔放置在按20 g Cr2O3+90 mL H3PO4+1 000 mL純凈水化學配方配制的酸性較弱的酸洗液中。
將鈹箔逐片水平輕放入配制好的酸液里進行表面化洗,化洗到一定程度時將酸液里的鈹箔逐片翻面再水平放入酸液里,化洗至對等的時間后將鈹箔輕輕從酸液里取出,然后用水將其表面的酸液沖洗干凈后觀察鈹箔表面的化洗效果,效果良好則停止化洗,效果不好則繼續化洗,直至效果良好為止。
酸洗時間以鈹箔表面呈現光亮且無氧化鈹、無明顯表面黑點、污點為準。同樣,為了鈹箔兩表面化洗均勻一致,化洗一定時間后翻面再化洗對等時間,此試驗酸洗時間約15 min。在整個化洗操作過程中,鈹箔要輕拿輕放,以防鈹箔折痕、劃傷。
結果表明:對于厚度H≥0.07 mm的鈹箔,化洗效果良好;對于厚度H<0.07 mm的鈹箔其表面化洗不均勻、不徹底,且局部出現了針眼,鈹箔厚度越小,其表面出現的針眼就越多,化洗效果如圖2所示。
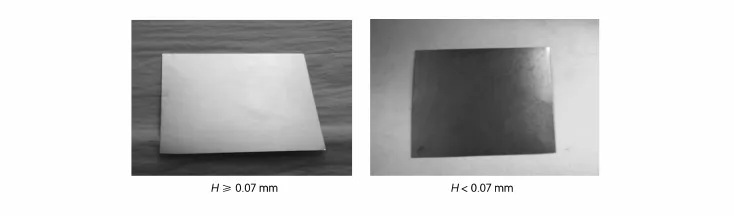
圖2 不同厚度鈹箔化洗后的效果對比照片(H<0.08 mm)
1.2.3 H<0.07 mm鈹箔的化洗
對于厚度H<0.07 mm的鈹箔,選用多種化洗配方,經過多次化洗試驗,而結果都或多或少出現了針眼。由此可見,用常規化洗法化洗厚度H<0.07 mm的鈹箔表面的氧化膜是很難行通的。因此,只有打破常規,尋求特殊的化洗法方有可能使問題得以解決。為此經過多次特殊的化洗試驗,最終發現了一種化洗厚度H<0.07 mm的鈹箔表面氧化膜效果良好的特殊化洗法——剩酸(弱酸)化洗法。該化洗法的具體操作如下:
將鈹箔逐片水平輕放入已化洗過厚度H≥0.08 mm鈹箔的酸性很弱的剩酸液里(由于已發生了劇烈的化學反應,剩酸液的酸性已大大減弱)進行表面化洗,化洗到一定程度時將酸液里的鈹箔逐片翻面再水平放入酸液里,化洗至對等的時間后將鈹箔輕輕從酸液里取出,然后用水將其表面的酸液沖洗干凈后觀察鈹箔表面的化洗效果,效果良好則停止化洗,效果不好則繼續化洗,直至效果良好為止。圖3、圖4、圖5分別是厚度為H=0.05 mm、H=0.035 mm、H=0.020 mm鈹箔采用剩酸(弱酸)化洗法化洗后的表面效果照片。
在本試驗中,化洗時間是個極其重要的參數,同樣也是個很難精準控制的因素,化洗時間過長或過短都會嚴重影響鈹箔表面的化洗效果。在本次鈹箔表面的化洗研究過程中,經過多次試驗對比及數據統計,最后確定出了不同厚度不同批次化洗效果良好的鈹箔表面化洗的化洗時間,具體主要工藝參數見表1、表2、表3。

圖3 特殊化洗法化洗的鈹箔照片(H=0.05 mm)

圖4 特殊化洗法化洗的鈹箔照片(H=0.035 mm)

圖5 特殊化洗法化洗的鈹箔照片(H=0.020mm)

表1 不同厚度(0.07~0.05 mm)鈹箔表面化洗時間

表2 不同厚度(0.05~0.035 mm)鈹箔表面化洗時間

表3 不同厚度(0.035~0.020 mm)鈹箔表面化洗時間
綜上所述,采用剩酸化洗,并嚴格按照剩酸化洗法操作要領及上表所列的化洗時間去化洗,對H=0.07~0.020 mm厚的鈹箔都能起到良好的表面化洗效果;對H<0.020 mm的鈹箔此法尚有不足之處,還有待于今后的進一步研究和探索。
2 問題與討論
2.1 化洗中易出現的缺陷
用剩酸液化洗鈹箔時鈹箔極易被折被損、被洗漏或化洗不徹底、不均勻而出現白斑、白點、污點、污痕。分析其原因,主要是由以下因素造成:
1.化洗鈹箔時操作方法不當。
2.鈹箔在剩酸液里化洗時間過長或鈹箔起初放入時間過早。
3.鈹箔在剩酸液里化洗時間過短或鈹箔起初放入時間過遲。
4.鈹箔在剩酸液里化洗的批次過多。
要解決上述問題,用剩酸液化洗鈹箔時應注意以下操作要領:
1.取放鈹箔時要輕拿輕放,以免鈹箔被折被損。
2.鈹箔須水平放入酸液,以便化洗均勻。
3.鈹箔起初放入時間應在H≥0.08 mm鈹箔化洗結束5 min后,否則酸液酸性過強,鈹箔易被洗漏。
4.鈹箔起初放入時間不宜太遲,否則酸液酸性太弱,致使鈹箔表面化洗不徹底、不均勻而出現白斑、白點、污點、污痕;鈹箔在剩酸液里化洗的時間不宜過長、否則鈹箔易被洗漏。
5.鈹箔在剩酸液里化洗的時間不宜過短,鈹箔的化洗批次不宜過多,一般為二次。否則鈹箔化洗不徹底、不均勻而出現白斑、白點、污點、污痕。
6.鈹箔化洗到對等時間時須翻面再洗,否則鈹箔兩個面化洗效果不相同。
7.鈹箔的厚度不同其化洗時間不同。
8.鈹箔的化洗批次不同其化洗時間不同。
2.2 沖洗時出現的麻點
用自來水沖洗化洗后殘留在鈹箔表面的酸液時,鈹箔表面會出現許多麻點。分析其原因,主要是自來水中含有氯離子、硫酸根離子等活性極強的酸根離子腐蝕鈹箔表面而形成的[1]。鈹箔表面一旦出現大量的麻點,在以后的軋制過程中很難完全消除,隨著鈹箔軋制的進一步進行,未消除的麻點則使鈹箔表面極易出現針眼、微裂紋等嚴重影響鈹箔質量的缺陷。為解決這一問題,可采用不含氯離子、硫酸根離子的純凈水代替自來水沖洗鈹箔表面的殘留酸液[1]。
2.3 酸洗時間的影響因素
酸洗時間與酸洗液的濃度及溫度有關。一般酸洗液的濃度為10%~30%,溫度為20~80℃,時間為5~35 min。具體可根據酸洗的效果調整,如夏天多為室溫,冬天需適度加熱。輕微氧化及輕度油污者取下限,嚴重氧化及重度油污者取上限。酸洗濃度、溫度愈高,產生酸霧愈厲害,對設備、環境、勞動條件等惡化越嚴重。所以應在酸洗液中加入一定量的緩沖劑[2],且盡量采用低溫酸洗。
2.4 酸洗時產生的缺陷種類
酸洗時產生的缺陷有過酸洗、麻點、針眼、腐蝕坑點、殘留酸跡、水印等。過酸洗主要是酸液濃度大、溫度高、時間長造成的,過酸洗不但產生腐蝕坑點,造成鈹箔表面品質降低,還會過分地損耗表面,導致表面出現麻點、針眼。反之,如果酸的濃度、溫度過低和時間短,鈹箔表面氧化鈹會清洗不徹底。殘留酸跡、水印主要是清洗不干凈,或干燥不及時、不徹底所造成的。酸洗液在酸洗過程中,濃度會不斷地減小,當酸液的酸含量小于20~80 g/mL,應及時補充新酸液或更換成新酸液。在配制新酸液時,必須先加水后加酸以確保安全。酸槽中嚴禁使用鐵制工具,以防表面產生斑點。
3 結 論
對于不同厚度的鈹箔化洗時要采用不同化學配方的酸洗液。化洗厚度H≥0.08 mm的鈹箔,酸洗液的化學配方為1 000 mL H3PO4+200 g Cr2O3+100 m L甘油+10 m L酒精+5 mL HF;化洗厚度0.07 mm≤H<0.08 mm的鈹箔,酸洗液的化學配方為:20 g Cr2O3+90 mLH3PO4+1 000 mL純凈水;化洗厚度0.02 mm≤H<0.07 mm的鈹箔要采用特殊化洗法——剩酸(弱酸)化洗法。
[1] 吳炳乾.金屬鍍層與酸處理[M].北京:機械工業出版社,1989.
[2] 陳立新.有色金屬表面處理[M].北京:機械工業出版社,1992.
Different Methods of Beryllium Foils Thickness of W ash
WANGWei-yi,LIU Zhao-gang
(Northwest Rare Metal Material Research Institute State Key Laboratory of Rare Metals Specialty Materials,Shizuishan 753000,China)
Beryllium foilafter cold rolling lubrication,will stay on the surface oil,dirt,afterorganic reagent treatment,there will still be residual.Beryllium foil heat treatment is carried out at high temperature,beryllium foil surface can easily be oxidized at high temperature.The purpose ofwashing to remove beryllium foil surface of beryllia and some surface defect.Experiments show that,using the same washing method of washing the different thickness of the beryllium foil effect,the results vary widely.Different thickness of the beryllium foil could take the reasonable right of differentwashingmethods.By using the propermethod of surface washing,oil and dirt on beryllium foil surface,and oxide thin films could be removed.
chemical formula;pickling;wash spill;oxide film;pinholing
TG113.23
A
1003-5540(2016)05-0045-04
2016-06-27
王維一(1969-),男,研究員級高級工程師,主要從事稀有金屬鈹材壓力加工方面的研究工作。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
好日子(2021年8期)2021-11-04 09:02:46
小學生學習指導(爆笑校園)(2020年6期)2020-07-03 10:01:10
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
中華詩詞(2018年11期)2018-03-26 06:41:34
小學生學習指導(低年級)(2017年11期)2017-10-23 01:32:36
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫藥科學(2015年19期)2015-02-27 12:33:11
