基于虛擬仿真技術的五軸加工實訓教學模式研究
2016-05-14 00:34:28李杰譚積明
職業教育研究 2016年4期
關鍵詞:教學模式
李杰 譚積明
摘要:隨著制造業的飛速發展和裝備水平的不斷提升,機械制造業迫切需要大量高水平的五軸加工技術人員。結合行業需求及五軸加工的特點,提出一種基于虛擬仿真技術的五軸加工實訓教學模式。
關鍵詞:虛擬仿真技術;五軸加工;實訓課程;教學模式
中圖分類號:G712 文獻標識碼: A 文章編號:1672-5727(2016)04-0073-03
近年來,我國加工制造業得到了空前發展,高端數控設備的使用已經成為制造業發展的必然趨勢。五軸數控機床作為高端設備的代表,在我國制造業得到了廣泛使用。然而,能夠操作五軸數控設備的技A術人員卻嚴重短缺。培養技術人員的職業院校在五軸加工課程建設方面的不科學,是造成技術人員短缺的主要原因。當然,許多職業院校的教育工作者亦發現了此問題,并進行了相關改革和研究。但目前大多數與五軸加工教學模式相關的研究都僅適用于各學校自身,推廣性和復制性不強。因此,建立一種適用于大多數職業院校的五軸加工實訓教學模式具有重大意義。
一、五軸加工實訓課程的特點
實訓的最終目的是全面提高學生的職業素質,最終達到學生滿意就業,企業滿意用人。然而,五軸加工實訓教學對硬件配置的要求較高,開展此類高新技術領域的實訓課程一般很難模擬實際工作環境,配置昂貴的實訓設備。因此,五軸加工實訓課程具有設備昂貴,不易實現大范圍教學;課程難度大,技術不易掌握;涉及知識面廣,不易入門等特點。這使得開展五軸加工實訓課程必須首先解決這些問題。
一般數字制造類實訓課程由編程和操作加工兩大部分組成,由于五軸機床價格昂貴,學校配置數量很少,因此,課程教學中與機床依賴關系較弱的“編程訓練環節”可在課堂上完成,以減少對機床的需求。首先,數控編程分為手工編程和自動編程兩部分,由于五軸機床軸數較多,其中自動編程CAM技術為主要訓練環節,手工編程為基礎訓練環節,因此,手工編程與自動編程CAM技術宜分開進行訓練。其次,五軸加工分“定向加工”和“聯動加工”兩大類,無論是哪一類加工方式,都容易產生機床的碰撞和干涉問題。因此,五軸加工程序在執行前,需要脫離機床進行仿真,以驗證加工程序的正確性,避免由于程序錯誤造成機床碰撞,所以需要設置加工仿真環節。
二、五軸加工實訓教學模式的建立
(一)虛擬仿真系統與教學模式的建立
由于五軸機床的體積大,購置、維護及運行成本都很高,且與其他數控設備相比,危險程度高,一旦不能正確操作,輕則損壞刀具、刀柄,重則損壞機床,甚至發生人身事故。虛擬仿真技術在五軸加工實訓中的合理采用,在一定程度上可以解決設備數量短缺問題,并避免安全事故的發生。然而,單一仿真軟件教學與實際機床操作不符,且完全依靠計算機操作,也不能有效地訓練學生的操作和編程能力。因此,需要將虛擬仿真技術與五軸機床的操作加工進行合理整合,構建一套科學的實訓教學模式。
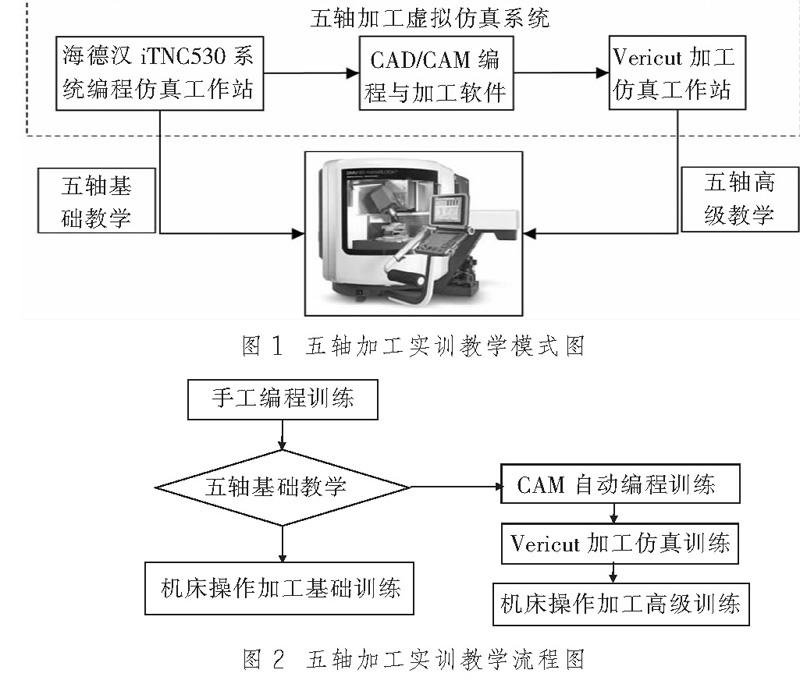
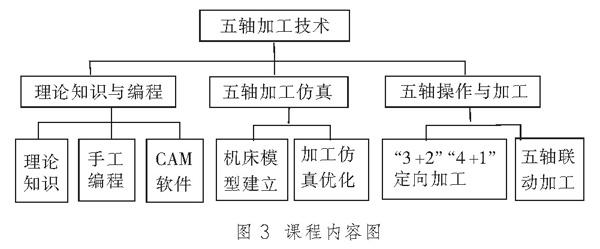
五軸加工虛擬仿真系統由三部分組成,如圖1所示,分別是海德漢iTNC530系統編程仿真工作站,CAD/CAM編程與加工軟件及Vericut加工仿真工作站。在仿真系統中,這三個部分之間可以進行NC程序的交互驗證和切削仿真訓練。其中,基礎教學可采用海德漢iTNC530系統編程仿真工作站完成仿真訓練。高級教學由于程序和加工內容的難度較高,需要增加另外兩部分內容進行仿真訓練,首先,可在CAD/CAM軟件內進行編程及仿真訓練,然后,將編輯的程序傳入Vericut加工仿真工作站進行仿真訓練。其次,每一個教學環節的設置都有其目的和意義,iTNC530系統編程仿真工作站為基礎環節,該環節主要完成手工程序編輯訓練,當手工編程訓練完成后,學生可以進行五軸機床操作及加工訓練,從而完成基礎教學。如果學生需要進行高級學習,則需要在虛擬仿真系統中完成CAD/CAM編程及Vericut仿真的訓練,具體教學流程如圖2所示。
(二)課程內容的構建
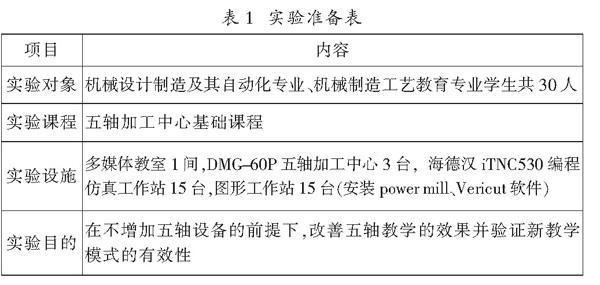
以虛擬仿真系統為基礎,將虛擬仿真系統與五軸機床操作進行合理整合,可在不增加機床數量和課程開設成本的前提下,最大限度地提升學生對五軸加工技術的理解和熟練程度。以此為課程內容構建目標,可建立如圖3所示的五軸加工實訓課程內容。
五軸加工實訓課程的內容,包括理論知識與編程、五軸加工仿真、五軸操作與加工三個部分,與教學模式流程相對應。基礎教學需要進行理論知識與編程和五軸操作與加工兩部分知識的學習,高級教學在此基礎上進行手工編程、CAM軟件、五軸加工仿真、五軸操作幾個部分的學習。
(三)教學模式有效性的對比
為驗證新教學模式的有效性,可開展實驗性教學。實驗教學設置A、B兩個組,每組15名學生,A組教學按傳統模式,B組教學采用新模式。實驗要求A、B兩組的30名學生經過基礎、綜合兩項測試進行選拔,這兩項測試主要對學生的專業基礎知識及綜合能力進行判定,依照測試成績將30名學生進行分組,保證兩個組學生的基礎和能力基本一致。依照表1進行實驗準備,表中設施為我校目前五軸加工實訓教學設備的配備標準,該實驗強調在不增加實訓設備的前提下改善五軸教學的效果并驗證新教學模式的有效性。
教學實驗通過對比學生的測試成績分析兩種教學模式的區別。由于學生人數較多,分別對比離散數據難度較大,因此,通過每科平均數和每人平均數對比的方式對實驗數據進行處理,以柱狀圖的形式得出對比結果。根據實驗源數據,得到處理后的平均數,分別包括每人平均數和每科平均數兩欄數值,最后,將兩欄數值進行柱狀比較和方差分析處理,見如圖4和下頁表2所示。
通過對比A、B兩組學生從選拔考試開始至學習結束整個過程中所有的測試成績可知,選拔基礎考試和選拔綜合考試A、B兩組學生的成績基本一致,從而說明學生開始學習課程前的基礎不存在大的差異。從第一次測試開始,B組的測試成績呈平緩上升的趨勢,且每次測試平均分數均高于A組的平均分數,另外,A組的平均分數存在不規則突變,表明學生每次測試時表現很不穩定,不是一個循序漸進的學習過程,受測試難易程度影響較大。
為檢驗A、B兩組教學效果之間的差異,采用方差齊性檢驗對兩個班每人的平均成績進行對比。方差齊性檢驗又稱作F檢驗法,是英國統計學家Fisher提出的,主要通過比較幾組數據的方差,以確定對檢驗對象檢驗的精密度是否有顯著性差異,從而可得出哪一組教學效果較優。先將A、B兩組的平均分數和樣本標準差求出(見表2),然后假設兩組教學效果無明顯差異,并進行F值檢驗,過程如下:
假設H0 : ?滋A=?滋B
dfb=k-1=1
dfw=nA+nB-k=28
F=■=6.38
其中H0為條件假設,dfb、dfw為自由度,k為對象個數,nA、nB、nC為對象人數,SSb、SSw為方差估計值。
根據dfb=1,dfw=28,查F值表,找到F(1,28)0.05=4.2,由于F=6.38>F(1,28)0.05=4.2,則假設不成立,即A、B兩組教學效果存在較大差異,B組教學效果優于A組教學效果。實驗結果表明,基于虛擬仿真系統的五軸課程內容及教學模式更加有效。
建立基于虛擬仿真技術的實訓教學仿真系統,將虛擬仿真系統應用到實訓課程中,構建五軸加工實訓教學模式,根據教學模式完善五軸課程內容,并對課程內容進行合理安排,最后開展教學對比實驗。實驗數據的分析結果表明,新教學模式在不增加五軸機床數量的前提下,有效地提高了教學效果。
參考文獻:
[1]陳玉文,楊偉雪.五軸銑削加工在《模具數控加工》教學中的應用[J].模具制造,2014(3):90-93.
[2]董子源,沈春根,陳煒,等.數控五軸加工葉輪的實驗教學探索[J].實驗科學與技術,2014,12(2):99-103.
[3]孟獻軍.五軸數控加工技術研究與應用[D].天津:天津大學,2008.
[4]高常青,陳偉,密善民,等.基于TRIZ的技術預測方法研究與應用[J].機械設計,2014,31(8):1-4.
[5]嚴慧萍.虛擬仿真在中職實訓教學中的應用研究[D].福州:福建師范大學,2014.
[6]段雷.基于虛擬仿真系統的數控教學研究[J].機械管理開發,2013(2):169-172.
[7]張成軍.實驗設計與數據處理[M].北京:化學工業出版社,2009.
(責任編輯:王恒)
Research on the Teaching Mode of Five-Axis Machining based on Virtual Simulation Technology
LI Jie,TAN Ji-ming
(Tianjin University of Technology and Education, Tianjin 300222, China)
Abstract: With the rapid development of manufacturing and equipping level, machinery manufacturing urgently needs a large number of high-level five-axis machining technicians. According to the characteristics of the industry demand and five-axis machining, a new training teaching mode is put forward based on virtual simulation technology for five-axis machining.
Key words: virtual simulation technology;five-axis machining;training courses; teaching mode
猜你喜歡
少男少女·教育管理(2022年3期)2022-05-12 23:54:31
體育教學(2022年4期)2022-05-05 21:26:58
遼寧絲綢(2022年1期)2022-03-29 00:59:06
河北農機(2020年10期)2020-12-14 03:14:40
甘肅教育(2020年12期)2020-04-13 06:25:48
福建基礎教育研究(2019年12期)2019-05-28 06:34:42
新課程研究(2016年21期)2016-02-28 19:28:26
學習月刊(2015年18期)2015-07-09 05:41:22
理科考試研究·高中(2014年8期)2014-10-17 23:15:45
散文百家(2014年11期)2014-08-21 07:17:00
