動梁鑄造工藝研究
2016-05-14 04:31:59王重鑫
中國高新技術企業 2016年5期
摘要:文章首先對動梁的設計技術條件進行闡述,擬定工藝方案時,重點介紹了鑄造方法、工藝方案和造型材料選擇,然后對縮尺、加工余量、工藝補正量、拔模斜度、分型負數、漲箱系數等工藝參數的確定進行闡述,通過理論分析,進行澆注系統的設計及計算,最后闡述了鑄后熱處理要求及對缺陷處置。
關鍵詞:動梁;鑄造方法;澆注系統;鑄后處理;鑄件產品 文獻標識碼:A
中圖分類號:TP392 文章編號:1009-2374(2016)05-0059-03 DOI:10.13535/j.cnki.11-4406/n.2016.05.030
沈陽鑄鍛工業有限公司為大連某公司生產壓機配套產品,動梁是其中最主要的鑄件產品。接到生產計劃后,技術部聯合車間不斷研究,最終生產出了完全符合廠家技術標準的要求,為以后生產此類鑄件產品積累了寶貴的生產經驗。
1 生產支臂技術條件
1.1 產品概況
動梁本體:13450kg,化學成分為ZG20MnMo,鋼號ZG20MnMo,含C量0.17%~0.23%,含Mn量1.10%~1.40%,含Si量0.20%~0.40%,含P量0.030%以下,含S量0.030%以下。機械性能:抗拉強度≥490MPa;屈服強度≥295MPa;延伸率≥16%以上;沖擊值39。
1.2 要求的生產條件和方法
(1)動梁需要進行正回火熱處理,以消除應力,同時提供熱處理曲線,包括升溫曲線、冷卻溫度、時間進度等;(2)鑄造過程中,強烈要求嚴格進行質量控制;(3)內表面要打磨成更加光滑的表面。
1.3 鑄件表面質量要求
(1)鑄件表面經過熱處理后應平整光潔,不準有裂紋、縮孔、粘砂等缺陷;(2)鑄件不得有影響強度之缺陷;(3)鑄件表面質量要符合提出要求的標準范圍之內。
1.4 試料
動梁要帶試料,試料要附在本體上,要與本體同爐進行熱處理,試料的機械性能符合JB/T5000.6-2007提出的標準。
2 工藝方案的擬定
2.1 鑄造方法的選擇
鑄造方法的選擇在此不再詳述。
2.2 工藝方案的選擇
(1)澆注位置:為了得到高質量的鑄件和方便操作,采用正常的澆注位置。此澆注位置便于下芯、排氣、利于補縮,便于操作。(2)分型面:分型面的選擇是與澆注位置的選擇密切相關。確定了澆注位置之后,即可按澆注位置的選擇原則來選定分型面,此件選大平面作為分型面,便于操作、檢驗,易保證各部尺寸的準確,木型采用實樣木型,便于起模。
2.3 造型材料
為了達到尺寸準確、表面光潔的技術要求,為了確保檢測的技術要求,選用堿酚醛自硬砂造型。
3 工藝參數
3.1 縮尺
縮尺是為了保證鑄件冷卻由液態到固態后尺寸符合圖紙要求,而在制作木型時應進行適當的放尺。縮尺是根據鑄件的線收縮率來確定的,而鑄件的線收縮率又直接與鑄件的材質、結構、收縮時的受阻情況、造型方案、造型用砂等有關。根據支臂的具體情況,縮尺定為1.8%。
3.2 加工余量
加工余量是鑄件在機械加工時去掉的一層金屬的厚度。加工余量的大小取決于鑄件的最大尺寸、加工面間的距離、加工面與加工基準面的距離、鑄件的尺寸精度、澆注時加工面的位置。此件上面取加工量25mm,下側面取20mm。
3.3 工藝補正量
由于動梁造型時,中間芯子不準用鑄工頂固定泥芯,故只能通過吊梁掛芯,所以大芯子內芯鐵必須牢固、可靠,這就要使芯子的收縮應力增大,考慮到這種情況在相應部位設置了工藝補正量。
3.4 拔模斜度
為了在造型時易于起模,而在模樣的立面上給出一定的斜度。此件下面組一層芯,實樣按木型操作規程守則留出拔模斜度。
3.5 分型負數
由于鑄型上、下型之間合箱后不嚴密,為防止跑火,合箱時要在分性面上放石棉繩。這樣一來,就增加了型腔的高度。為了保證鑄件尺寸符合要求,在模樣上必須減去相當的高度,此高度尺寸即為分型負數。分型負數的大小,與鑄件的尺寸有關,即與分型面的大小有關,與使用的型砂性質有關。分型負數定為3mm。
3.6 漲箱系數
鑄件在澆注時,由于鋼水壓力大,而型砂在受熱后變軟、分解,被高壓鋼水向后推,使鑄件漲箱,在考慮毛重時,應將此數值加入。漲箱系數與鑄件高度,壁厚和所用的造型材料有關,此件砂箱結合地坑實樣造型,四周廢砂撞平,漲箱系數定為5%。
3.7 芯子
芯子是用來形成鑄件的內腔,有時也用來形成較為復雜的不易起型的外皮。此件實樣造型,中間出芯。
4 澆注系統的設計及計算
4.1 澆注系統的設計
澆注系統直接影響著鑄件的質量,很多鑄造缺陷,如包砂、夾雜物、澆不足、裂紋等缺陷,多與澆注系統不合理有關,所以鑄鋼件的澆注系統應設計合理,要保證鋼水平穩地進入鑄件型腔有合理的注入位置,保證鋼水的順序凝固。
此件高500mm,為使鋼水平穩的進入鑄型,采用側面一層水口,澆注時鋼水由內澆口進入型腔,內澆口六道,此澆注系統達到了注入位置合理,鋼水能平穩地進入鑄型且造成了趨向于冒口的溫度梯度,有利于鋼水的順序凝固,有利于鑄件的內部質量的提高。
4.2 澆注系統的計算
澆口各部分截面尺寸恰當,減少鋼水的消耗,并有恰當的上升速度。此件毛重15.2噸,鋼水總重25.4噸,需要一包澆注。
(1)包孔直徑¢70mm×2,總截面積為7693mm2;(2)直澆口2個¢120mm,總截面積為22608mm2;(3)橫澆口一道¢100mm,總截面積也應為7850mm2。因為直澆口均勻進入橫澆口同時向兩個方向流去,只能擴大其面積;(4)內澆口6個¢80mm,總截面積為30144mm2;(5)澆注系統的截面積之比為:包孔∶直澆口∶橫澆口∶內澆口=1∶2.94∶1.02∶3.92;(6)鋼水在型腔中的上升速度計算如下:t=Q/nq(s)=15200/(120×2)=63.3s。
式中:t為澆注時間(s);Q為鑄件重量(kg);n為注孔數量(個);q為鋼水的流量(kg/s)。包孔直徑(mm)60時,q(kg/s)取90;包孔直徑(mm)70時,q取120,包孔直徑(mm)80時,取150,包孔直徑(mm)100時,取150。
V=H/t=500/63.3=7.9(mm/s)
式中:V為鋼水在型腔中的上升速度(mm/s);H為鑄件的高度(mm)。
4.3 分析
此上升速度可滿足應用堿酚醛自硬砂生產大型厚壁鑄鋼件時鋼水在型腔內上升速度的工藝要求。澆注時,待鋼水上升至冒口內1/3高度時,在冒口內加足夠量的高效覆蓋劑。此澆注系統對堿酚醛自硬砂造型的動梁是比較適合的,它能使鋼水以最短的時間、最快的速度充滿型腔,減少鋼水對型腔的烘烤時間,避免由于掉砂、起皮等因素而使鑄件產生砂眼、粘砂、夾渣等鑄造缺陷,另外由于內水口面積大、分散,有利于鋼水熱量的分散,避免局部過熱,引起局部縮松等鑄造缺陷。
4.4 冒口
鋼水澆注時從液態狀態下經過降溫直到凝固完了的全過程中,要發生體收縮。在收縮過程中,需要適當的鋼水補縮,否則鑄件將產生縮孔和縮松,冒口就是用來盛裝鋼水補縮鑄件而設置的。為了形成鑄件向著冒口的順序凝固,有時采用內冷鐵和外冷鐵來控制,冒口高度設計以冒口內的金屬液能保持較高的熱量和壓力為原則。動梁的冒口設置遵循了下列原則:(1)冒口設在鑄件最后凝固的部位,即鑄件的最高部位,以造成順序凝固的條件;(2)冒口設在鑄件澆注位置的上部,便于設置并提高了補縮效果;(3)冒口采用圓形和集中的大冒口,以提高其補縮效果。
5 鑄后處理
5.1 氣割與補焊
ZG20MnMo材質屬合金鋼,為了防止產生裂紋,切割冒口以后馬上進到熱處理爐中進行熱處理。小的局部缺陷可局部加熱補焊,補焊后要進行回火處理(溫度為580oC),以消除應力。所用焊條為結J506或J507。
5.2 熱處理
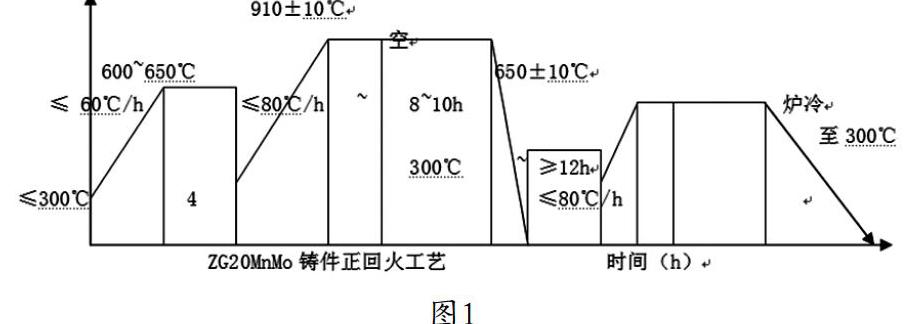
根據技術要求,鑄件要進行正、回火處理:
此件在熱處理時,第一個階段時消除鑄造應力和改善鑄態組織性能的退火處理,在切割冒口之前進行,它的作用是在切割冒口時避免出現裂紋。消除缸體在缺陷處理過程中組織應力,保證缸體在正、回火后得到滿足技術要求的綜合機械性能。曲線的第二、三階段是正、回火處理,在氣割掉冒口后進行。風冷的目的是為了加強冷卻速度,此階段是得到合格的各項性能指標的根本保證。
5.3 對操作及夾具的要求
(1)檢查來件的標識和表面質量;(2)放平、墊實、加熱要均勻。火焰不能直射鑄件表面,均勻加熱;(3)控制升溫、冷卻速度,做好操作記錄。
5.4 對缺陷處置
動梁作為大型鑄鋼件,由于鑄造過程復雜,出現質量問題后的缺陷處理十分重要,同時也是保證缸體質量的重要手段。具體處理方法規定如下:(1)表面缺陷用砂輪磨光,經磁粉探傷檢查無裂紋等鑄造缺陷后進行補焊,內部缺陷在預熱溫度大于200℃的條件下用氣割方法清理缺陷,并用砂輪磨光,經磁粉檢查合格后施焊;(2)補焊時整體預熱,并在施焊部位加熱保溫大于200℃;(3)焊修后缺陷部位及時保溫處理,蓋石棉板等,整體施焊后,入爐中進行補焊后的去應力處理;(4)去應力處理后的鑄件,重新用砂輪打磨精整達到同整體表面一致,并重新進行磁粉及超聲波探傷檢查。
6 結語
生產動梁時,主要是通過借鑒相似材質的工藝參數及以前生產過類似的鑄鋼件經驗,在生產過程中,對木型質量要求特別高,表面必須光滑,做出圓角,不涂漆,刷脫模劑;要有良好的起模吊具;檢測過程中,探傷合格、機械性能、NDT和力學性能達到了的要求;在鑄造產品后,沒有不良的質量后果。
總之,通過設計選擇動梁的工藝方案,通過生產實踐驗證了工藝,證明了這次工藝是切實可行的。這一實踐不僅提高了沈陽鑄鍛工業有限公司鑄件工藝方案的設計水平,還成功地完成了客戶的配套生產任務。
參考文獻
[1] 李慶春.鑄件成型理論基礎[M].北京:機械工業出版社,1982.
[2] 李魁盛.鑄造工藝設計基礎[M].北京:機械工業出版社,1979.
[3] 丁根寶.鑄造工藝學[M].北京:機械工業出版社,1985.
作者簡介:王重鑫(1983-),男,沈陽鑄鍛工業有限公司工程師,研究方向:熱加工技術。
(責任編輯:陳 潔)