淺談PLC在臭氧發生器系統中的應用
2016-05-14 13:44:17石艷紅李亮亮劉漢
科技創新與應用 2016年6期
石艷紅 李亮亮 劉漢


摘 要:自1969年美國數字設備公司研制成功第一臺PLC至今,PLC作為一種專業的工業控制器,40多年來從無到有,實現了工業控制領域接線邏輯到存儲邏輯的飛躍;其功能從弱到強,實現了邏輯控制到數字控制的進步。文章根據臭氧發生器應用的不同行業,分類闡述了PLC在臭氧發生器系統中的具體應用。
關鍵詞:PLC;臭氧發生器;系統;控制;應用
目前,PLC在國內外已廣泛應用于鋼鐵、石油、化工、電力、建材、機械制造、汽車、輕紡、交通運輸、環保及文化娛樂等各個行業,使用情況大致可歸納為六類,分別是:開關量的邏輯控制、模擬量控制、運動控制、過程控制、數據處理、通訊及聯網。PLC在臭氧發生器系統中的應用屬于除運動控制之外的其它五類的綜合應用。
1 PLC在醫用臭氧發生器系統中的應用
醫用臭氧發生器主要用于臭氧消毒水的制作與疾病治療,單機間歇式工作,在線檢測臭氧濃度和臭氧分解器尾氣濃度。
1.1 硬件配置(表1)
1.2 控制方式
恒臭氧濃度控制,即在觸摸屏上設置臭氧濃度值,PLC根據設定值自動調節發生器出氣口臭氧濃度。
2 PLC在泳池臭氧發生器系統中的應用
PLC在泳池臭氧發生器系統中的應用主要為泳池水恒水溶濃度控制,單機工作,在線檢測水溶臭氧濃度。水溶濃度的調節可以通過手動或自動方式實現。
2.1 硬件配置(表2)
2.2 控制方式
調節水溶濃度實際調節的是臭氧產量。
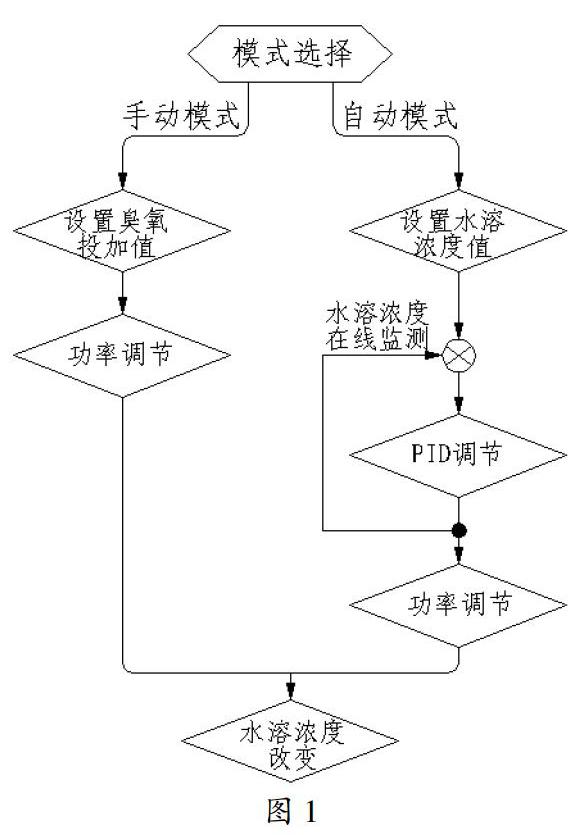
2.2.1 手動調節
當PLC檢測到手動控制方式有效時,轉為手動調節控制臭氧產量和水溶濃度。具體實現方式:由操作者在觸摸屏上輸入臭氧投加值(根據經驗值設置),由PLC將數字量數值轉化為模擬量信號輸出。
2.2.2 自動調節
當PLC檢測到自動控制方式有效時,轉為自動調節控制水溶濃度。具體實現方式:由操作者在觸摸屏上設置實際需要的水溶濃度值,PLC不斷檢測設定值與檢測值之間的差值,從而改變模擬量的輸出值,達到改變水溶濃度的目的,既精確又穩定。
2.2.3 控制流程圖(圖1)
3 PLC在自來水行業臭氧發生器系統中的應用
隨著新版《生活飲用水衛生標準》GB5749-2006的頒布及實施,加速了臭氧在自來水行業的應用,由于自來水行業工藝復雜,對臭氧發生器的智能監測及自動控制要求較高,因此PLC在自來水行業臭氧發生器中的應用更為普遍,尤其是江浙一帶的大型自來水廠。
根據自來水廠的工藝要求,PLC控制臭氧發生器的方式一般為:多機組網工作,臭氧系統自帶中控機與自來廠上位機通訊。
臭氧發生器與中控機之間的通訊協議可以選擇PROFIBUS DP通訊協議、MODBUS RTU通訊協議、以太網通訊協議等。通訊介質為屏蔽雙絞線。
臭氧系統中控機與自來水廠上位機的通訊協議一般采用以太網協議,通訊介質為光纜。
3.1 硬件配置(表3)
3.2 實現功能
(1)在線檢測出水溫度、出氣溫度、進氣溫度、電源溫度、臭氧流量、進氣壓力、出氣壓力、臭氧功率等參數;(2)臭氧放電室進氣壓力自動調節;(3)臭氧放電室臭氧出氣流量自動調節;(4)臭氧發生器功率調節;(5)臭氧發生器出氣臭氧濃度手/自動調節;(6)臭氧發生器故障預警與診斷;(7)臭氧發生器與上位機(中控機)通訊。
3.3 控制方式
自來水廠根據具體的工藝要求,一般采用恒臭氧濃度或恒臭氧功率的控制方式。
3.3.1 恒臭氧濃度控制
恒臭氧濃度控制是一種根據臭氧濃度設置值調節臭氧運行功率的過程。即:在臭氧發生器本地或中控機/上位機上設置工藝所需的臭氧濃度值,PLC根據設置的臭氧濃度值和在線檢測實際臭氧濃度二者之間的差值,不斷調節PLC輸出值來控制臭氧發生器的功率。如選用此種控制方式,必須在臭氧發生器出氣口安裝臭氧濃度在線檢測儀。
3.3.2 恒臭氧功率控制
恒臭氧功率控制是根據臭氧功率設置值,調節實際臭氧運行功率的過程。即:在臭氧發生器本地或中控機/上位機上設置所需的臭氧功率值,PLC根據設置的臭氧功率值和在線檢測實際臭氧運行功率二者之間的差值,不斷調節PLC輸出值使臭氧發生器功率達到設置值。
3.3.3 進氣壓力控制
進氣壓力控制是一個將臭氧發生室內壓力自動調節至設置壓力值的過程。即:在臭氧發生器本地或中控機/上位機上設置壓力值,PLC根據設置的壓力值和在線檢測實際工作壓力二者之間的差值,不斷調節PLC輸出值來控制臭氧發生室進氣閥的開度。
3.3.4 臭氧出氣流量控制
臭氧出氣流量控制是一個將臭氧出氣流量自動調節至設置流量值的過程。即:在臭氧發生器本地或中控機/上位機上設置所需流量值,PLC根據設置的流量值和在線檢測實際出氣流量二者之間的差值,不斷調節PLC輸出值來控制臭氧發生室出氣閥的開度。
3.4 控制流程圖(圖2)
3.5 網絡拓撲結構(圖3)
4 PLC在化工行業臭氧發生器系統中的應用
近年,國家加大對環境整治的力度,臭氧被不斷應用于化工行業,由于化工行業對臭氧發生器的一系列要求:檢測點多、上位機監視控制臭氧發生器等,使用PLC自動控制臭氧發生器成為趨勢。根據化工廠的工藝要求,PLC控制臭氧發生器的方式不同,有的只是單機控制;有的是作為下位機與中控機通訊再由中控機轉傳到上位機;有的直接作為上位機的下位機與上位機通訊。通訊協議可以選擇MPI通訊協議、PROFIBUS DP通訊協議、MODBUS RTU通訊協議、以太網通訊協議等。
PLC系統的硬件配置、實現功能、控制方式及控制流程與在自來水行業臭氧發生器中的應用大同小異,在此不再贅述,可參見文章第三節描述。
5 結束語
通過上述舉例說明,可見PLC在臭氧發生器系統中的應用越來越成熟,不僅提高了穩定性和抗干擾能力,還大大提高了工作效率,最關鍵的是節約能耗,降低運行成本。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
家庭影院技術(2017年9期)2017-09-26 03:41:45
科技視界(2016年21期)2016-10-17 17:06:18
大眾理財顧問(2016年9期)2016-10-11 17:10:17
科技視界(2016年20期)2016-09-29 13:07:14
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
科技視界(2016年20期)2016-09-29 11:02:20
