高支天絲50/JC50賽絡緊密紡針織紗的生產
2016-05-14 15:13:11唐衛國
紡織導報 2016年6期
唐衛國
摘要:文章介紹了賽絡緊密紡紗線的發展前景,分析了賽絡緊密紡紗線特點及賽絡緊密紡紗線指標,探討了原料選配、開清棉工序、梳棉工序、并條工序、粗紗工序、細紗工序及絡筒工序的生產措施及控制要點。
關鍵詞:賽絡緊密紡;針織紗;高支紗
中圖分類號:TS104.5 文獻標志碼:B
Production Practice on a Blended Siro-compact-spun Knitting Yarn
Abstract: The paper first anticipates the future prospects of siro-compact-spun yarn, and then based on the practice of producing the 60S Tencel 50/combed cotton 50 siro-compact-spun knitting yarn, it analyzes the characteristics and technical parameters of the yarn, and discusses the measures to be taken and cautions to be paid in the selection of raw materials as well as in each step of the spinning process from opening and cleaning through combing, drawing, roving and spinning down to winding.
Key words: siro-compact spinning; knitting yarn; high-count yarn
對紡紗廠而言,加快使用新型纖維的開發,合理運用新型紡紗方式,是當前最快、投入最少的轉型升級手段之一,下面介紹一下60S天絲 50/JC50賽絡緊密紡針織紗的生產使用情況。
1 賽絡緊密紡紗線的發展前景
賽絡緊密紡紗是將賽絡紡和緊密紡有機地結合在一起,因此其紡紗機理和紗線特點結合了兩種紡紗的優勢。其紡紗機理主要是:將兩根有一定間距的須條喂入細紗牽伸區,分別牽伸后形成兩組加捻區單獨加捻成紗,最后在細紗機牽引裝置前纖維凝聚區,由于前羅拉至加捻點之間的紡紗加捻三角區被基本消除了,因此該紗線不但非常緊密,紗線外觀光潔、毛羽少、強力較高,而且還具有AB紗線的風格及抗起毛起球、抗磨性能優等特點。
與常規紗相比生產同樣數量的織物,由于賽絡緊密紡只需提供一半長度的紗,因而顯著地提高了細紗生產效率,且由于紡制兩倍于常規紗的支數,斷頭率也顯著下降。在可織單紗計劃的中試階段,國內外一些先進企業對細紗機進行安裝改造后發現,先后生產出同樣的兩批紗,并將這些紗織入一系列的織物中。所有的報告都反映出不但紡紗和織造的效率都是令人滿意的,而且布面風格及效果也得到專家的一致認可。同時在強力、伸長率和均勻度測試數據方面,賽絡緊密紡紗還與傳統的雙股紗沒有明顯的差別。而在后整理上,紡成的賽絡緊密紡紗將以普通的單股紗方式進行自動蒸壓定形、絡筒、清紗和捻接,省去兩股單紗并合和加捻的繁雜工序,大大降低了紡紗企業的生產、加工成本。
2 賽絡緊密紡紗線特點
2.1 賽絡緊密紡紗的優點
(1)在加捻前紗條中單纖維充分伸直,相互平行,而且排列緊密,故成紗毛羽很少,特別是 3 mm以上毛羽極少;
(2)賽絡緊密紗中的單纖維排列緊密,相互間抱合力大,這也有助于提高紗線的強力;
(3)賽絡緊密紗毛羽少,減小了織造過程中的引緯阻力,提高了織機效率;
(4) 賽絡緊密紗纖維排列緊密,和相同號數的傳統紗線相比直徑小,布面平整、光滑,是高檔針織紗的理想用紗;
(5)用賽絡緊密工藝紡成的紗可改善條干,可減少粗、細節常規檢測疵點;
(6)賽絡緊密紡的紗條從前羅拉輸出后,在捻合時,兩根弱捻紗條相互為中心卷成 1 根賽絡紗,在卷繞過程中,把伸出紗條主體的毛羽卷進紗線里面,并得到了良好的握持,大大減少了車間的飛花;
(7)經過絡筒工序后,賽絡緊密紡紗線的毛羽比緊密紗更少,所以在上漿、織造、燒毛后整理工序中可降低成本;
(8)賽絡緊密紡紗設備在緊密紡機構上技改較小,設備投資少,且宜于維護。
2.2 賽絡緊密紡紗的不足
(1)賽絡緊密紡設備的造價較高,增加了紡紗廠的設備投資;
(2)機臺上只有一個倚麗吸氣口,其吸氣口處的負壓錠間差異較大,如在每個吸管處加裝能自動調節風量的控制閥,成本較大,且維護較難;
(3)除了毛羽、強力指標有很大的改善之處,紗線的其它指標如條干、粗、細節等提升空間不大:
(4)賽絡緊密紡工藝是雙粗紗喂入,紡同號細紗時,如果粗紗定量不減小,細紗機的總牽伸倍數就要增加 1 倍,現有細紗機的配置可能不適應,牽伸倍數過大會惡化細紗的條干水平;
(5)在賽絡緊密紡工藝中,單根粗紗的牽伸狀態是所紡細紗支數的兩倍,即如果紡30S紗,那么單根粗紗就相當于在紡60S紗,纖維數量是所紡細紗截面上纖維根數的一半,如果原料太差或工藝參數選擇不當,在這一段斷頭可能會增多;
(6)一般來說,為提高成紗質量,賽絡緊密紡工藝的粗紗定量通常比傳統紡紗工藝小一些,這在一定程度上增加了粗紗工序的壓力和前后供應平衡失穩,同時細紗機臺粗紗吊錠排列制約粗紗的卷裝。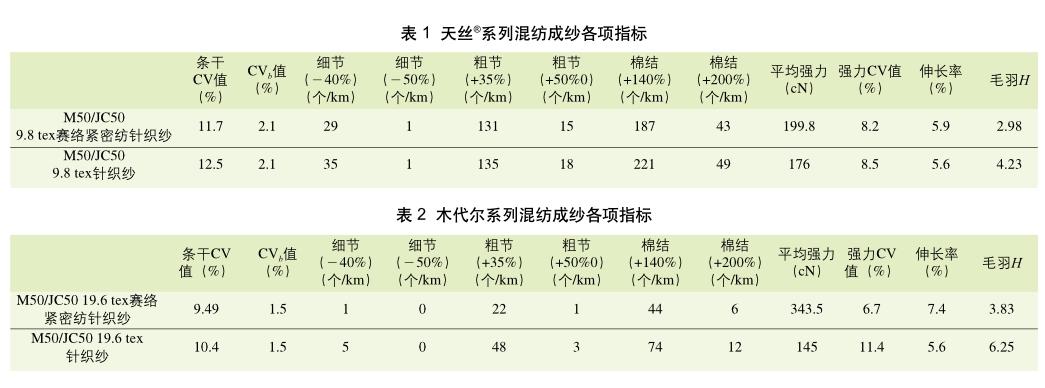
3 賽絡緊密紡紗線指標
將賽絡緊密紡紗與其它紡紗形式測試數據作一對比(表 1、表 2),從中可以看出差異,毛羽、強力改進大,其它指標有改進,但效果不是太大。
4 賽絡緊密紡紗線生產措施及控制要點
4.1 原料選配是關鍵
選用交聯型天絲 A 100纖維素,分子中的羥基與含有 3 個活性基的交聯劑反應,在纖維素分子間形成交聯,可以減少天絲 纖維的原纖化傾向,可以加工光潔風格的織物,而且在服用過程中不易起毛起球。
4.2 開清棉工序
開清棉工序講究的是料氣比,就是指氣流配置是否合理,不合理時會影響開松除雜,嚴重時甚至噎車,形成索絲,造成大量棉結與纖維損傷、短絨增加,氣流配置的是否合理是開好、用好開清的重點。
同時保證棉流進出的壓力不宜過高,否則既增加能耗,又造成棉流過多的滾動、刮擦而形成棉結,要通過試驗對比選擇合適的靜壓值。
縮小塵棒與塵棒間的隔距,增大打手與塵棒間的隔距。在防止粘卷時,卷層之間采用粗紗隔層的方法。適當增加風扇速度,降低成卷橫向不勻。
4.3 梳棉工序
由于天絲 回潮較大,在梳理過程中易充塞針布針根,造成纖維間轉移困難,纖維經多次揉搓、纏結而形成棉結,因此采用了適用的專用針布及合理的分梳隔距。以減少纖維損傷和棉結為原則,增大錫林與刺輥線速比為2.3,以提高道夫的轉移率,從而減少纖維損傷和刺輥返花現象。錫林與蓋板間的隔距適中,采用蓋板高速工藝(相對化纖而言),錫林針布采用的是南通金輪生產的AC2520×1660型,蓋板針布采用無錫生產的JST-42型,刺輥采用南通生產的AT5605×05011型,道夫針布采用南通生產的AD4030×2090型。針布保持良好的狀態,以提高棉網清晰度,減少棉結的產生。再生纖維素纖維表面光滑,纖維之間的抱合力差,梳棉棉網不易成形,為解決棉網成形問題,降低道夫速度,由于大漏底入口處易掛花,分析是車間回潮率偏小導致。
4.4 并條工序
并條注重混合效果,提高條干水平,為了減小重量不勻率,確保混紡比的準確,對天絲 生條進行預并,由于天絲 纖維細長柔軟、纖維抱合力差,吸放濕快,靜電嚴重,在生產過程中易粘纏羅拉和膠輥,因此要控制好車間的溫濕度,同時過條通道要保持光潔,并且車速不宜過高。
4.5 粗紗工序
考慮到細紗是雙根粗紗同時喂入,粗紗定量應偏輕設計,粗紗卷裝比常規要小,定長設計要合理。粗紗采取較大的捻系數及較小的紡紗張力,減小意外伸長。
4.6 細紗工序
細紗機的雙面六列吊錠改為雙面八列吊錠,同時把單孔喇叭口換為橫列雙孔喇叭口,導紗橫動裝置不動作,要固定在中間位置上,雙喇叭口的位置要逐個調整,避免喂入粗紗跑到膠輥的邊緣。賽絡緊密紡中喂入粗紗的間距要重視,雙喇叭口的中心距越大,改善成紗毛羽的效果越明顯。但是隨著雙喇叭口中心距增大,兩根須條間的夾角就越大,兩束纖維的張力也就越大,承受外力的能力就越弱,在紡紗過程中會出現斷頭增多,易形成單根粗紗紡紗的現象,同時也會因纖維排列的不一致性,造成條干惡化。
4.7 絡筒工序
絡筒的捻接質量要關注,由于賽絡緊密紗線緊密,解捻工藝不到位,易出現滑脫和打結等不良現象;同時長毛羽較普通紗線毛羽長,且在卷繞過程中易出現靜電現象,斷頭時易貼服于筒紗的表面,絡筒機的大吸嘴不宜找頭,從而導致上紗失誤率高等。
5 結語
蘭精公司的天絲 兼具普通型粘膠纖維優良的吸濕性、柔滑飄逸性、舒適性等優點外,還克服了普通粘膠纖維強力低,尤其是濕強低的缺陷,它的強力幾乎與滌綸相近,因此開發天絲 系列品種前景將十分廣闊,同時隨著后道客戶的需求加大,賽絡緊密紡天絲 混紡系列產品潛力將會無限。
參考文獻(略)