基于輸入軌跡參數(shù)化的間歇過程迭代學(xué)習(xí)控制
2016-05-11 02:13:19葉凌箭馬修水宋執(zhí)環(huán)浙江大學(xué)寧波理工學(xué)院浙江寧波3500浙江大學(xué)控制科學(xué)與工程學(xué)系浙江杭州3007
化工學(xué)報 2016年3期
關(guān)鍵詞:優(yōu)化
葉凌箭,馬修水,宋執(zhí)環(huán)(浙江大學(xué)寧波理工學(xué)院, 浙江 寧波 3500;浙江大學(xué)控制科學(xué)與工程學(xué)系, 浙江 杭州 3007)
?
基于輸入軌跡參數(shù)化的間歇過程迭代學(xué)習(xí)控制
葉凌箭1,2,馬修水1,宋執(zhí)環(huán)2
(1浙江大學(xué)寧波理工學(xué)院, 浙江 寧波 315100;2浙江大學(xué)控制科學(xué)與工程學(xué)系, 浙江 杭州 310027)
摘要:針對間歇過程的迭代學(xué)習(xí)控制問題,提出了一種基于輸入軌跡參數(shù)化的迭代學(xué)習(xí)控制策略。根據(jù)最優(yōu)輸入軌跡的主要形態(tài)特征,將其參數(shù)化為較少量的決策變量,降低傳統(tǒng)迭代學(xué)習(xí)控制復(fù)雜性的同時維持良好的優(yōu)化控制效果。基于輸入軌跡參數(shù)化的迭代學(xué)習(xí)控制策略能保持算法的簡潔性和易實現(xiàn)性,在不確定擾動影響下逐步改善產(chǎn)品質(zhì)量。對一個間歇反應(yīng)器的仿真研究驗證了本文方法的有效性。
關(guān)鍵詞:間歇式;優(yōu)化;化學(xué)過程;迭代學(xué)習(xí)控制;輸入?yún)?shù)化
2015-12-21收到初稿,2016-01-04收到修改稿。
聯(lián)系人:馬修水。第一作者:葉凌箭(1984—),男,博士,副教授。
引 言
迭代學(xué)習(xí)控制(ILC)利用歷史運行數(shù)據(jù)信息反復(fù)更新控制輸入,以獲得期望的輸出軌跡,改善控制品質(zhì)[1-2]。化工間歇過程具有批次重復(fù)的特性,歷史批次的運行數(shù)據(jù)中包含了大量有用信息,因此特別適合應(yīng)用迭代學(xué)習(xí)控制策略[3]。
近年來,國內(nèi)外針對間歇過程的迭代學(xué)習(xí)控制算法研究已有較多報道。Lee等[3]對ILC技術(shù)發(fā)展歷程和與其相關(guān)的控制技術(shù)進(jìn)行了梳理和討論,在其前期研究成果[4-8]的基礎(chǔ)上著重描述了一類Q-ILC算法及其在快速熱處理過程上的應(yīng)用。針對間歇過程具有強非線性等復(fù)雜特性,Zhang等[9-12]利用神經(jīng)網(wǎng)絡(luò)對間歇過程進(jìn)行數(shù)據(jù)建模,分別從批間、批內(nèi)優(yōu)化等角度出發(fā)對產(chǎn)品質(zhì)量控制算法進(jìn)行了研究,顯示了ILC在間歇過程上的優(yōu)越性能。陳宸等[13]結(jié)合ILC和模型預(yù)測控制,在同批次內(nèi)運用預(yù)測模型計算控制增量,實現(xiàn)了批內(nèi)優(yōu)化。賈立等[14-15]針對間歇過程產(chǎn)品質(zhì)量優(yōu)化問題的ILC算法進(jìn)行了尋優(yōu)算法和收斂性分析等工作。Sanzida等[16]針對冷卻結(jié)晶間歇過程設(shè)計了分層ILC結(jié)構(gòu),上層實時更新下層ILC算法的溫度設(shè)定值。邸麗清等[17]提出了一種基于多向核偏最小二乘法的間歇過程批間優(yōu)化策略,在苯乙烯聚合反應(yīng)和乙醇發(fā)酵過程中得到了較好的結(jié)果。
從以上工作中可以看到,現(xiàn)有針對間歇過程的ILC算法研究,主要集中在以下方面:間歇過程的數(shù)據(jù)建模問題、改進(jìn)優(yōu)化能力、學(xué)習(xí)速度及參數(shù)自適應(yīng)、魯棒性問題等。和其他研究工作不同,本文研究了一種基于輸入軌跡參數(shù)化的ILC策略,針對的是決策變量的選擇問題。對此,文獻(xiàn)中報道的方法一般都對輸入軌跡進(jìn)行簡單的離散化處理,即將整個時間區(qū)間劃分為很多小網(wǎng)格,每一個網(wǎng)格內(nèi)的輸入值作為獨立的決策變量考慮,這可能導(dǎo)致問題規(guī)模過于龐大,影響尋優(yōu)效率。本文對輸入軌跡進(jìn)行合理參數(shù)化后,能夠在不明顯影響優(yōu)化性能的同時,顯著降低ILC算法規(guī)模和復(fù)雜程度。
1 迭代學(xué)習(xí)控制
考慮一類以產(chǎn)品質(zhì)量/指標(biāo)為優(yōu)化目標(biāo)的間歇過程,只考慮批次結(jié)束后的產(chǎn)品質(zhì)量指標(biāo),不考慮批內(nèi)軌跡跟蹤問題。優(yōu)化目標(biāo)表示為
式中,u∈Rm和yf∈Rn分別為待求解的過程決策變量和終端產(chǎn)品質(zhì)量;J為待最小化的目標(biāo)函數(shù);f為u和yf之間的非線性映射關(guān)系。
最優(yōu)化問題(1)是一個非線性規(guī)劃問題,可以使用如序列二次規(guī)劃(SQP)、內(nèi)點法等數(shù)值算法求解。但由于間歇過程受建模誤差和不確定擾動等因素的影響,求解結(jié)果往往不是真實的最優(yōu)解。
將輸入輸出函數(shù)f在參考輸入uref處線性化,可得yf的估計值

式中,G∈Rm×n為yf和u在uref處的增益矩陣;Δu為相對于uref的輸入增量。真實輸出值yf和預(yù)測值之間的關(guān)系記為

其中,偏差項e來源于線性化誤差、不確定擾動導(dǎo)致的誤差等。ILC利用歷史批次的運行數(shù)據(jù),不斷調(diào)整當(dāng)前批次的控制輸入,最終消除控制誤差。以第k批次的輸入uk為參考點,對k+1批次按照式(2)進(jìn)行展開

式中,Δuk+1=uk+1–uk,G在uk點計算得到。在第k批次結(jié)束時,偏差ek可以根據(jù)實際測量得到,假設(shè)這一偏差在第k+1批次時保持不變,即ek+1=ek,則校偏后的輸出

以控制增量Δuk+1為優(yōu)化問題的決策變量,ILC等同于求解如下最優(yōu)化問題

式中,yd是產(chǎn)品質(zhì)量的目標(biāo)值;Q和R分別是m和n維對角陣,代表不同輸入輸出量的權(quán)重系數(shù)。Q相對于R越小,每次迭代的控制變化量越小,收斂速度慢;反之控制變化量越大,收斂速度快。
注1:由于式(2)是線性化即一階泰勒展開得來,因此對于強非線性間歇過程,上述迭代關(guān)系只在參考軌跡附近的很小鄰域內(nèi)成立。如果控制變化量過大,導(dǎo)致操作范圍跳出式(2)近似成立的鄰域,可能得到無效解。實際使用時必須適當(dāng)調(diào)節(jié)矩陣R,使操作較為“平緩”地過渡到最優(yōu)操作點。
為進(jìn)一步得到Δuk+1的解析解,將式(5)代入式(6)中并令目標(biāo)函數(shù)的一階梯度?J/?Δuk+1=0,得[6]

2 輸入軌跡參數(shù)化
2.1 參數(shù)化方法
理論上,間歇過程的輸入軌跡是一條無窮多維的曲線。為便于計算求解,處理間歇過程的一種通用方法是將輸入軌跡在批次運行時間內(nèi)進(jìn)行離散化,即將時間區(qū)間劃分為m個間隔,單個間隔內(nèi)的輸入視為常數(shù),這樣就得到m個獨立決策變量(控制向量參數(shù)法)。
文獻(xiàn)中報道的ILC方法也大多使用這種離散化方法對間歇過程進(jìn)行優(yōu)化控制。本文在ILC框架下提出一種輸入軌跡參數(shù)化策略,不對軌跡曲線進(jìn)行等間距離散化,而是根據(jù)其形態(tài)特征,只使用少量決策變量對其進(jìn)行參數(shù)化表征,作為新的求解決策變量,簡化問題復(fù)雜性。
以圖1中所示的幾種基本情況為例,對該參數(shù)化策略進(jìn)行詳細(xì)說明。如圖1(a)所示,當(dāng)輸入軌跡(近似)是水平直線時,整條曲線可用一個參數(shù)u1描述,此時u(t)=u1;如圖1(b)所示,當(dāng)輸入軌跡是斜坡型直線時,可用頭尾兩端的輸入u1和u2描述,此時u(t)=u1+(u2-u1)t/tf。同理,對于n次多項式型曲線,可用n+1個參數(shù)描述。這些參數(shù)唯一地確定了整個時間窗口內(nèi)的控制輸入,因此它們可以作為優(yōu)化控制問題中新的決策變量使用。如果輸入軌跡的形態(tài)接近低次多項式曲線,則可以在保持同等控制效果的同時大幅度減少決策變量個數(shù)。

圖1 輸入軌跡曲線的幾種基本形態(tài)Fig.1 Basic shapes for input trajectory
實際間歇過程反應(yīng)機理復(fù)雜,不同階段往往呈現(xiàn)出截然不同的動力學(xué)特征,單一的多項式曲線往往不能很好地表征最優(yōu)輸入軌跡曲線,更多時候是一些基本形態(tài)的組合。圖2列出了幾種組合情況,圖2(a)中的時間區(qū)間[0, tf]以t1和t2為時間節(jié)點平均分為3個區(qū)間,每個區(qū)間內(nèi)部分別使用3條水平直線,此時控制輸入時間函數(shù)和決策變量分別為


注2:實際上,圖2(a)即為傳統(tǒng)的輸入軌跡離散化方法。可以證明,當(dāng)間隔數(shù)m→∞時,曲線能逼近任意形狀的輸入軌跡形態(tài)。另外,從后文分析中可以看到,該方法只是本文對輸入軌跡進(jìn)行參數(shù)化的一種特殊情況。
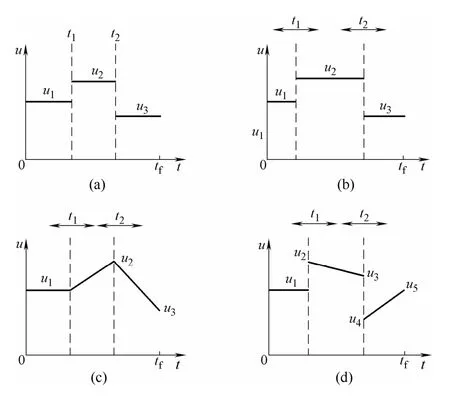
圖2 輸入軌跡曲線的組合情形Fig.2 Combined shapes of input trajectory

由于增加了兩個優(yōu)化自由度,方法的效果應(yīng)該優(yōu)于t1和t2固定時的情形。值得注意的是,實際應(yīng)用中應(yīng)該是減少了決策變量個數(shù),而不是增加。這是因為:(1)時間節(jié)點ti固定時,為提高精度要求,只能增加離散化數(shù)量來實現(xiàn),以滿足當(dāng)輸入軌跡最“陡”時的精度要求;而ti活動時,可調(diào)整參數(shù)化策略,當(dāng)軌跡變化較為平緩時增加離散化間隔,反之減少。(2)復(fù)雜間歇過程往往受到外部各種因素的影響,分階段軌跡曲線往往呈現(xiàn)出一種時間尺度上的拉伸或壓縮的特性,此時使用時間參數(shù)作為自由變量更合理。
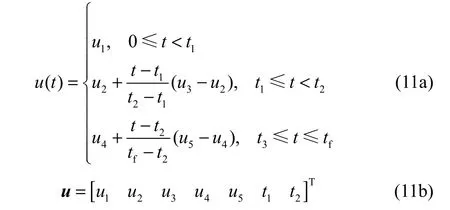
圖2(b)考慮時間節(jié)點t1和t2非固定,它們作為新的參數(shù)化決策變量進(jìn)入到最優(yōu)化問題中,即
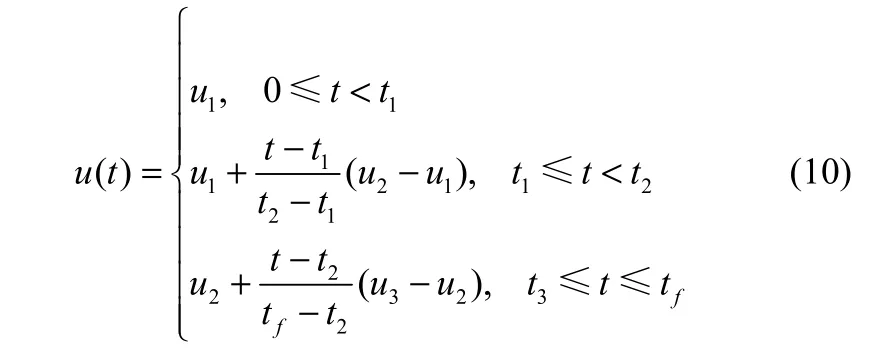
圖2(c)所示為水平直線和斜坡直線組合的情況,決策變量等同于式(9),控制輸入時間函數(shù)為
圖2(d)所示為不連續(xù)的斜坡直線,控制輸入時間函數(shù)和決策變量分別為
2.2 合理性討論
傳統(tǒng)的輸入軌跡離散化方法,理論上能通過增加m提高優(yōu)化精度,但是增加m的后果是增加了控制/優(yōu)化算法的復(fù)雜程度和計算量。特別是當(dāng)不確定擾動存在時,需要對間歇過程進(jìn)行在線優(yōu)化,而計算負(fù)荷過大對于實現(xiàn)在線優(yōu)化不利。每增加一個決策變量,尋優(yōu)空間將快速膨脹。如果m太大,也可能導(dǎo)致算法的不穩(wěn)定,如更容易陷入局部最優(yōu)點或計算過程中得到病態(tài)矩陣。
ILC的一個主要特征,是系統(tǒng)在受到不確定擾動影響時,仍可以通過迭代自適應(yīng)調(diào)節(jié)決策變量抑制干擾,具有一定魯棒性。本文方法也繼承了ILC這一優(yōu)點,具備實時優(yōu)化潛力。由于擾動對系統(tǒng)最優(yōu)輸入軌跡的影響往往體現(xiàn)上改變某些軌跡特征值(如子軌跡切換時間等)[18],而不改變最優(yōu)軌跡的形態(tài)(如子軌跡的順序)。這意味著只需對輸入軌跡的若干重要特征進(jìn)行參數(shù)化,并在ILC算法作用下動態(tài)調(diào)節(jié),無需在受到擾動作用時重新在線優(yōu)化,因此在實時優(yōu)化背景下具有重要意義。
對輸入軌跡曲線進(jìn)行參數(shù)化,要求以最少的參數(shù)進(jìn)行最準(zhǔn)確的描述,前提就是應(yīng)大致了解最優(yōu)控制輸入的形態(tài)特征,掌握過程操作的先驗知識。這部分知識可以來源于:(1)雖然間歇過程機理的內(nèi)部細(xì)節(jié)非常復(fù)雜,但一些主要的反應(yīng)特征、原理等可以得到適度解釋,有助于人們對其進(jìn)行優(yōu)化控制;(2)對已實際生產(chǎn)的過程,工程師已積累了大量實踐經(jīng)驗,這部分專家知識可作為參數(shù)化的重要依據(jù);(3)在不具備任何先驗知識時,也可以先使用傳統(tǒng)方法等在計算機上進(jìn)行仿真、優(yōu)化等預(yù)備工作,對得到的初步結(jié)果進(jìn)行提煉、簡化等。
3 仿真實例
3.1 體系描述
本節(jié)研究一個間歇反應(yīng)器過程,反應(yīng)物A和B生成產(chǎn)物C,同時B自身發(fā)生合成反應(yīng)生成D

其中B的投放速率u(t)為過程操作輸入,約束條件為0≤u(t) ≤0.001 L·min?1。機理模型參見文獻(xiàn)[19],為了和實際情況更接近,本文假設(shè)模型未知,而使用BP神經(jīng)網(wǎng)絡(luò)對系統(tǒng)進(jìn)行數(shù)據(jù)建模。反應(yīng)器的主要的狀態(tài)變量為[cAcBcCcDV],分別表示4種物質(zhì)濃度和反應(yīng)液體積。其他相關(guān)過程參數(shù)列于表1。

表1 反應(yīng)器過程參數(shù)Table 1 Process variables
該過程的產(chǎn)品質(zhì)量目標(biāo)為cB,d=0.025 mol·L?1和cD,d=0.15 mol·L?1;另一個操作目標(biāo)是最大化產(chǎn)物C的產(chǎn)量。根據(jù)上述目標(biāo)有

注意,為將最大化某指標(biāo)納入到目標(biāo)函數(shù)中,將其目標(biāo)值設(shè)為0,并將權(quán)重矩陣Q中的對應(yīng)系數(shù)設(shè)為負(fù)數(shù)。后文使用的Q設(shè)定為diag([104,104,-1]),u和R則根據(jù)不同參數(shù)化情況略有差別。
3.2 參數(shù)化方案
使用一般的數(shù)值優(yōu)化算法,可以得到最優(yōu)輸入軌跡大致如圖3所示。在總反應(yīng)時間內(nèi)大致分為3個階段:第1和第3階段u(t)分別為最大值0.001和最小值0,為直線形態(tài);第2階段u(t)呈現(xiàn)出一種逐漸減少的狀態(tài),為曲線形態(tài)。注意各個階段間的B進(jìn)料流率是不連續(xù)的。該最優(yōu)輸入軌跡可以從該反應(yīng)過程的機理上進(jìn)行解釋[20]:反應(yīng)之初,B進(jìn)料為最大進(jìn)料以加速反應(yīng)進(jìn)程生產(chǎn)更多的C。由于操作目標(biāo)中需要對cB和cD的量進(jìn)行控制,因此第2階段的輸入曲線在產(chǎn)物C產(chǎn)量和B、D濃度之間取得平衡。最后停止B進(jìn)料,將其消耗至接近目標(biāo)值。
根據(jù)圖3所示的軌跡形態(tài)特征,一個合理的選擇是將u(t)分為3段考慮:

圖3 最優(yōu)輸入軌跡Fig.3 Optimal input trajectory
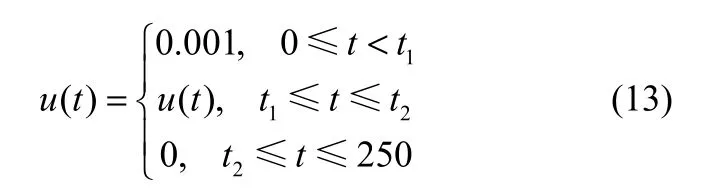
其中t1和t2作為新的決策變量納入到優(yōu)化控制問題中。參數(shù)化后,頭尾兩個時間段內(nèi)的u(t)取值無需進(jìn)一步考慮,大大降低了問題復(fù)雜程度。進(jìn)一步地,在[t1,t2]時間段考慮采用如下3種不同的參數(shù)化方案。
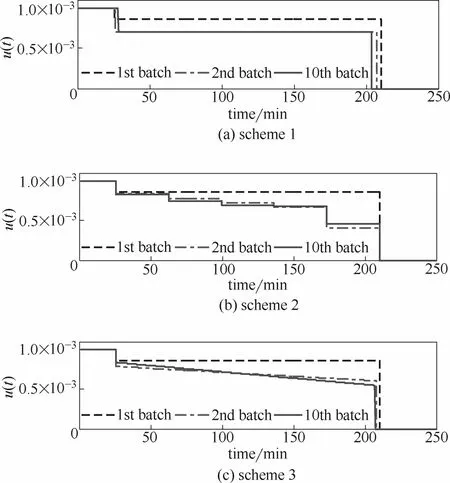
圖4 輸入軌跡迭代過程Fig.4 Iteration process for input trajectory
方案1:以水平直線近似中間曲線:u(t)=u1。該方案中,ILC的決策變量共3個,u=[t1t2u1]T。
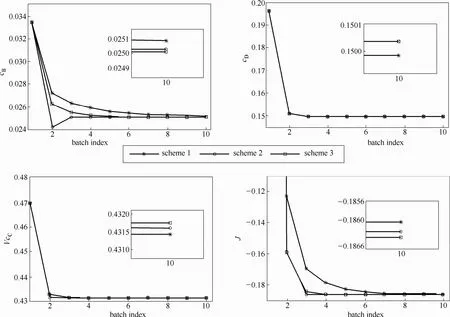
圖5 終端產(chǎn)物質(zhì)量和目標(biāo)函數(shù)迭代效果Fig.5 Iteration reaults for terminl product quality and objective
方案2:將[t1,t2]時間段平均分為5個間隔,每個間隔內(nèi)依次使用水平直線u(t)=ui。總的決策變量共7個,u=[t1t2u1u2u3u4u5]T。
方案3:以斜坡直線近似中間的曲線,使用u1和u2兩個參數(shù)描述,分別代表斜坡直線頭尾兩處的輸入。決策變量共4個,u=[t1t2u1u2]T。
以上3種方案中,過程模型都采用實驗法收集150組訓(xùn)練數(shù)據(jù),然后使用3層結(jié)構(gòu)的BP神經(jīng)網(wǎng)絡(luò)擬合得到,擬合結(jié)果的R2值均大于0.99。假設(shè)各方案的初始輸入軌跡相同,各參數(shù)為t1=25 min,t2=210 min,ui=8.65×10?4L·min?1,圖4和圖5分別顯示了它們迭代10次的控制輸入軌跡變化過程和產(chǎn)品質(zhì)量控制效果。
從圖中看到,3種方案經(jīng)過若干次迭代后都收斂至各自位置,取得了較好的優(yōu)化控制效果。其中cD和C產(chǎn)量只迭代3次后就迅速逼近最終值,cB的迭代收斂速度略慢。注意3種方案最終結(jié)果的差異顯示在圖5中的放大區(qū)域,具體數(shù)值列于表2。
從表中可以看出3種ILC方案最終的控制效果對比,其中方案1的目標(biāo)函數(shù)值最大(-0.18606),效果相對而言最差;方案3的目標(biāo)函數(shù)值最小(-0.18639),效果最好。對比1和2兩種方案,由于后者是前者的更一般化形式,即中間一段曲線被分為更多間隔對待,具有更多優(yōu)化自由度,因此理論上方案2的效果應(yīng)好于方案1。對比方案2和方案3,雖然方案3只用了2個參數(shù)描述中間的輸入軌跡,但由于其斜坡型的輸入軌跡更貼近符合反應(yīng)機理的最優(yōu)輸入軌跡,反而取得了更好的效果。

表2 迭代學(xué)習(xí)控制最終效果Table 2 Final results of ILC
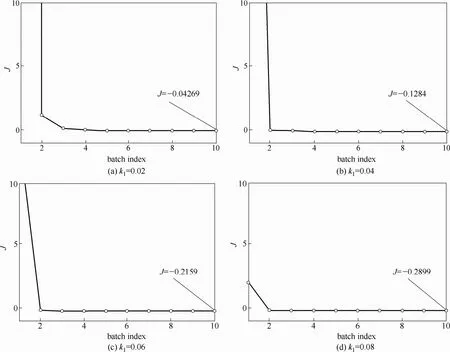
圖6 不確定擾動情形下J的變化趨勢Fig.6 Trend of J under uncertain disturbances
另一方面,雖然三者的最終控制效果有所不同,但其絕對差異并不顯著。3種ILC控制方案中,cB和cD的產(chǎn)物質(zhì)量都得到了非常良好的控制,產(chǎn)物C的產(chǎn)量也得到了大幅度的提高。總體而言,由于方案1只需3個參數(shù)就能完全定義整條輸入軌跡,工程上實現(xiàn)起來最為簡單便捷,因此如果從實用性角度等綜合考慮,方案1是一個不錯的選擇。
3.3 不確定擾動下的ILC效果
以方案3為例,驗證ILC算法在系統(tǒng)受到不確定擾動(考慮反應(yīng)系數(shù)k1)影響時的迭代控制性能。分別設(shè)置參數(shù)k1=0.02, 0.04, 0.06和0.08,起點統(tǒng)一為標(biāo)稱工作點,對方案3進(jìn)行仿真驗證。注意在運行迭代控制算法時,k1的真實值是未知的,只根據(jù)批次結(jié)束后測量得到的被控變量值進(jìn)行迭代控制。
結(jié)果顯示,經(jīng)歷若干次迭代后各情形均收斂至各自的最終狀態(tài),cB和cD都近似完成了高精度的跟蹤控制,C產(chǎn)量也隨著批次增加得到很大程度的改善,性能指標(biāo)J(1-10批次)顯示于圖6。從圖中可以看到,ILC迭代算法在不確定擾動影響下仍是有效的,性能指標(biāo)J隨著迭代批次增加逐漸減小,并快速收斂。注意圖中k1的4種不同情形下,最終的J在數(shù)值上有所差別,這是因為不同工況下系統(tǒng)的C產(chǎn)量的可達(dá)最大值不同。
4 結(jié) 論
本文提出了一種基于輸入軌跡參數(shù)化的ILC策略,主要思想是根據(jù)輸入軌跡曲線的形態(tài)特征對其進(jìn)行參數(shù)化,并將得到的參數(shù)作為ILC問題的決策變量。和傳統(tǒng)ILC中對時間區(qū)間等間隔離散化的方法不同,本文方法不僅可以將某個時間點或時間段的輸入值作為軌跡參數(shù),也可以將分段軌跡曲線的切換時間等作為軌跡參數(shù),提高了ILC的靈活性。
反應(yīng)間歇過程的仿真研究中,參數(shù)化最合理的方案3最終得到了最好的優(yōu)化控制效果,這是在事先對最優(yōu)輸入軌跡形態(tài)有所了解的前提下取得的。對其他工業(yè)實例,設(shè)計人員應(yīng)充分利用各種專家知識對輸入軌跡進(jìn)行合理參數(shù)化,并在算法復(fù)雜度和優(yōu)化效果之間謀求平衡。
References
[1] 李仁俊, 韓正之. 迭代學(xué)習(xí)控制綜述[J]. 控制與決策, 2005, (9): 961-966.
LI R J, HAN Z Z. Survey of iterative learning control [J]. Control and Decision, 2005, (9): 961-966.
[2] 馬航, 楊俊友, 袁琳. 迭代學(xué)習(xí)控制研究現(xiàn)狀與趨勢[J].控制工程, 2009, (3): 286-290.
MA H, YANG J Y, YUAN L. Current state and trend of iterative learning control [J]. Control Engineering of China, 2009, (3): 286-290.
[3] LEE J H, LEE K S. Iterative learning control applied to batch processes: an overview [J]. Control Engineering Practice, 2007, 15(10): 1306-1318.
[4] LEE K S, KIM W C, LEE J H. Model-based iterative learning control with quadratic criterion for linear batch processes [J]. Journal of Control, Automation, and System Engineering, 1996, 2(3): 148-157.
[5] LEE K S, LEE J H. Convergence of constrained model predictive control for batch processes [J]. IEEE Transactions on Automatic Control, 2000, 45(10): 1928-1932.
[6] LEE K S, LEE J, CHIN I S, et al. Control of wafer temperature uniformity in rapid thermal processing using an optimal iterative learning control technique [J]. Industrial and Engineering Chemistry Research, 2001, 40(7): 1661-1672.
[7] LEE K S, LEE J H, CHIN I S, et al. Model predictive control technique combined with iterative learning control for batch processes [J]. AIChE Journal, 1999, 45(10): 2175-2187.
[8] LEE J H, LEE K S, KIM W C. Model-based iterative learning control with a quadratic criterion for time-varying linear systems [J]. Automatica, 2000, 36(5): 641-657.
[9] XIONG Z, ZHANG J. A batch-to-batch iterative optimal control strategy based on recurrent neural network models [J]. Journal of Process Control, 2005, 15(1): 11-21.
[10] ZHANG J. A neural network-based strategy for the integrated batch-to-batch control and within-batch control of batch processes [J]. Transactions of the Institute of Measurement and Control, 2005, 27(5): 391-410.
[11] ZHANG J. Batch-to-batch optimal control of a batch polymerisation process based on stacked neural network models [J]. Chemical Engineering Science, 2008, 63(5): 1273-1281.
[12] ZHANG J, XIONG Z, GUILLAUME D, et al. Batch to batch iterative learning control of a fed-batch fermentation process// Mechanical Engineering and Technology [M]. Berlin Heidelberg: Springer, 2012: 253-260
[13] 陳宸, 熊智華. 一種間歇過程的綜合預(yù)測迭代學(xué)習(xí)控制方法[J].控制理論與應(yīng)用, 2012, (8): 1069-1072.
CHEN C, XIONG Z H. An integrated predictive iterative learning control for batch process [J]. Control Theory & Applications, 2012, (8): 1069-1072.
[14] 賈立, 施繼平, 邱銘森. 一種間歇過程產(chǎn)品質(zhì)量迭代學(xué)習(xí)控制策略[J]. 化工學(xué)報, 2009, 60(8): 2017-2023.
JIA L, SHI J P, QIU M S. A novel iterative learning control for product quality control in batch process [J]. CIESC Journal, 2009, 60(8): 2017-2023.
[15] 賈立, 施繼平, 邱銘森. 一類間歇生產(chǎn)過程的迭代學(xué)習(xí)控制算法及其收斂性分析[J]. 化工學(xué)報, 2010, 61(1): 116-123.
JIA L, SHI J P, QIU M S. An iterative learning control algorithm with convergence analysis for batch process [J]. CIESC Journal, 2010, 61(1): 116-123.
[16] SANZIDA N, NAGY Z K. Iterative learning control for the systematic design of supersaturation controlled batch cooling crystallisation processes [J]. Computers & Chemical Engineering, 2013, 59: 111-121.
[17] 邸麗清, 熊智華, 陽憲惠. 基于MKPLS和SQP方法的間歇過程迭代優(yōu)化控制[J]. 化工學(xué)報, 2007, 58(12): 3102-3107.
DI L Q, XIONG Z H, YANG X H. Iterative optimal control for batch processes based on MKPLS and SQP methods [J]. Journal of Chemical Industry and Engineering (China), 2007, 58(12): 3102-3107.
[18] SRINIVASAN B, BONVIN D, VISSER E, et al. Dynamic optimization of batch processes (Ⅱ): Role of measurements in handling uncertainty [J]. Computers & Chemical Engineering, 2003, 27(1): 27-44.
[19] SRINIVASAN B, PALANKI S, BONVIN D. Dynamic optimization of batch processes (Ⅰ): Characterization of the nominal solution [J]. Computers & Chemical Engineering, 2003, 27(1): 1-26.
[20] 葉凌箭, 馬修水, 宋執(zhí)環(huán). 不確定性間歇過程的一種實時優(yōu)化控制方法[J]. 化工學(xué)報, 2014, 65(9): 3535-3543.
YE L J, MA X S, SONG Z H. A real-time optimization approach for uncertain batch processes [J]. CIESC Journal, 2014, 65(9): 3535-3543.
研究論文
Received date: 2015-12-21.
Foundation item: supported by the National Natural Science Foundation of China (61304081), the Natural Science Foundation of Zhejiang Province (LQ13F030007) and the Ningbo Innovation Team (2012B82002, 2013B82005).
Iterative learning control of batch process with input trajectory parameterization
YE Lingjian1,2, MA Xiushui1, SONG Zhihuan2
(1Ningbo Institute of Technology, Zhejiang University, Ningbo 315100, Zhejiang, China;2Department of Control Science and Engineering, Zhejiang University, Hangzhou 310027, Zhejiang, China)
Abstract:An iterative learning control (ILC) approach with input trajectory parameterization is proposed for batch processes. In the new approach, the main characteristics of the optimal input profile are obtained to parameterize the whole input trajectory with a few scholar decision variables. The proposed ILC method maintains the simplicity of the algorithm, while improving the optimizing control performance from batch to batch under uncertainties. A batch reactor is simulated to demonstrate the effectiveness of proposed ILC method.
Key words:batchwise; optimization; chemical processes; iterative learning control; input parameterization
DOI:10.11949/j.issn.0438-1157.20151929
中圖分類號:TP 273
文獻(xiàn)標(biāo)志碼:A
文章編號:0438—1157(2016)03—0743—08
基金項目:國家自然科學(xué)基金項目(61304081);浙江省自然科學(xué)基金項目(LQ13F030007);寧波市創(chuàng)新團隊項目(2012B82002,2013B82005)。
Corresponding author:MA Xiushui, mxsh63@ali yun.com
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
