分布曲線對象的無偏模型預測控制算法
2016-05-11 02:13:06康岳群徐祖華趙均邵之江浙江大學控制科學與工程學院工業控制技術國家重點實驗室浙江杭州310027
化工學報 2016年3期
關鍵詞:優化
康岳群,徐祖華,趙均,邵之江(浙江大學控制科學與工程學院,工業控制技術國家重點實驗室,浙江 杭州 310027)
?
分布曲線對象的無偏模型預測控制算法
康岳群,徐祖華,趙均,邵之江
(浙江大學控制科學與工程學院,工業控制技術國家重點實驗室,浙江 杭州 310027)
摘要:隨著系統總體性能要求的提高,分布曲線對象的控制問題成為研究熱點。分布曲線對象是通過宏觀的操作手段控制微觀的輸出曲線,不是任意形狀的目標曲線都是能無偏跟蹤的。提出了一種分布曲線對象的無偏模型預測控制算法。該方法首先采用B樣條模型進行分布曲線對象的描述,其次通過復合梯形方法對滾動優化命題進行離散化,最后采用二次規劃方法進行無偏目標曲線計算,以實現無偏控制。仿真結果表明了算法的有效性。
關鍵詞:分布曲線對象;模型預測控制;無偏控制;優化;數學模擬
2015-12-22收到初稿,2015-12-29收到修改稿。
聯系人:徐祖華。第一作者:康岳群(1991-),男,碩士研究生。
引 言
在傳統的工業控制中,被控變量通常是n維空間中的的一個點。隨著控制系統性能要求的提高,面臨著曲線控制的需求,被控變量從n維空間的一個點過渡到n維空間中的一條曲線。例如對于聚合產品而言,高分子鏈和低分子鏈代表了不同的特性,在傳統工業過程控制中常采用平均分子量或者熔融指數等宏觀指標作為被控目標[1-3],但是這些宏觀指標無法反映出完整的分子結構,導致聚合產品性能如抗沖擊性能、熱力學性能等達不到預期的要求。因此為了滿足性能要求,提出對于反映完整分子結構信息的分子量分布曲線的控制是十分必要的。分布曲線的控制不僅僅用于聚合反應的分子量分布,還廣泛用于其他化工領域,如造紙過程紙張兩維質量分布控制、燃燒過程溫度場分布控制等等。
分布曲線的控制在近十多年來得到了廣泛的關注,Wang[4]利用神經網絡建立隨機分布模型,對靜態系統和動態系統的建模和控制都進行了研究,隨后為這種新型隨機系統設計魯棒控制[5],自適應控制和非線性控制算法[6],解決了隨機系統的建模與控制問題,并且將所推導的控制算法成功運用在造紙的生產過程中。張春雨[7]利用B樣條神經網絡和線性遞歸神經網絡相結合的方法對管式聚合反應的溫度分布進行了建模,在此基礎上引入了實時模型誤差的策略,提出了擴展的積分平方誤差控制指標,解決了管式聚合反應的溫度分布控制問題。吳海燕[8]提出當分子量分布曲線采用離散正交多項式來描述時,權值和分子量分布的矩向量存在線性關系,并利用最優算法實現了分子量分布的形狀控制。申珊華等[9]基于灰箱模型對分子量分布矩值設計預測控制器,利用分子量分布矩值可測的功能完成反饋校正的功能。
分布曲線對象是通過宏觀的操作手段控制微觀的輸出曲線,不是任意形狀的目標曲線都是能無偏跟蹤的。在現有研究成果中,無偏控制問題仍然沒有很好地解決。模型預測控制由于其模型預測、滾動優化、反饋校正的鮮明特點,使其成為目前公認處理復雜過程約束控制的有效算法,在石油、化工等過程領域中得到成功應用[10-13]。因此,本文在模型預測控制框架下進行分布曲線對象的無偏控制研究,首先采用B樣條模型進行分布曲線對象的描述,其次通過復合梯形方法對滾動優化命題進行離散化,最后通過二次規劃方法進行無偏目標曲線計算,以實現無偏控制。
1 分布曲線對象模型
本文采用如下模型進行分布曲線描述

其中,v(k)=[v1(k),v2(k),…,vnv(k)]T為nv維權值向量,D(y)=[D1(y),D2(y),…,Dnv(y)]T為nv維B樣條基函數向量,xm(k)為nx維狀態向量,u(k)為nu維輸入向量,e(y)是不可測輸出擾動。
令Δxm(k)=xm(k)?xm(k?1),η(k)=v(k),Δu(k)=u(k)?u(k?1),則式(2) 轉化為如下增量表示形式

令x(k)=[Δxm(k)Tη(k)T]T,則分布曲線對象模型可以用如下方程表示

2 面向分布曲線的模型預測控制
2.1 預測模型
令k時刻已經得到狀態的估計值x(k|k),因此,在M個連續的控制增量作用下,系統在未來P個時刻的權值預測如下所示

將上述推導整理成如下的預測方程

其中,各變量定義為
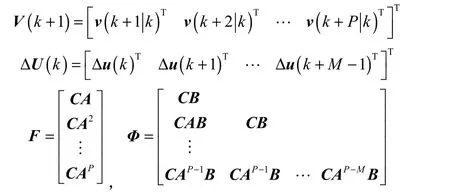
通過預測方程式(5)可以對未來P個時刻的曲線形狀進行預測控制。
2.2 滾動優化
在采樣時刻k,通過最小化性能指標函數(7)確定最優控制序列,使得未來預測輸出曲線盡可能接近期望的目標曲線,同時對控制作用的大小加以約束,避免控制作用變化過于劇烈
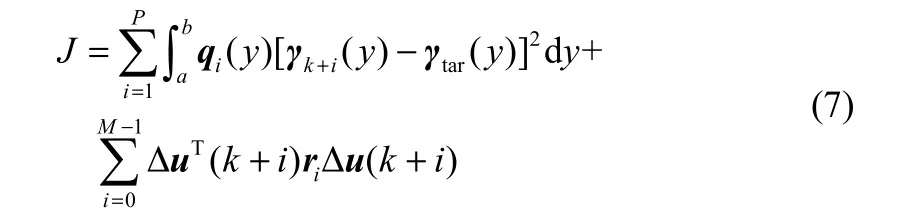
其中,γtar(y)為期望的目標曲線,γk+i(y)為k+i時刻的預測輸出曲線,qi(y)為k+i時刻輸出誤差加權函數,ri為k+i時刻控制增量加權系數,a和b分別為曲線的積分下限和積分上限。采用復合梯形方法對式(7)進行積分離散化,把區間[a,b]進行n等分,步長h=(b?a)/n,得到如下離散化公式
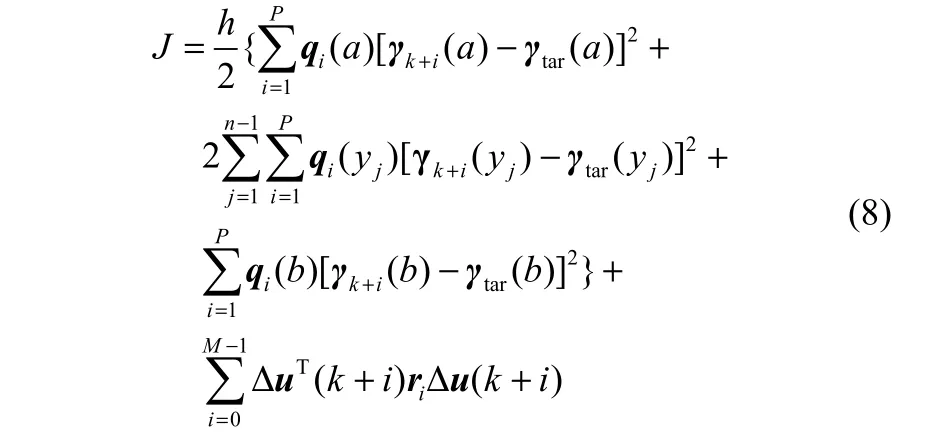
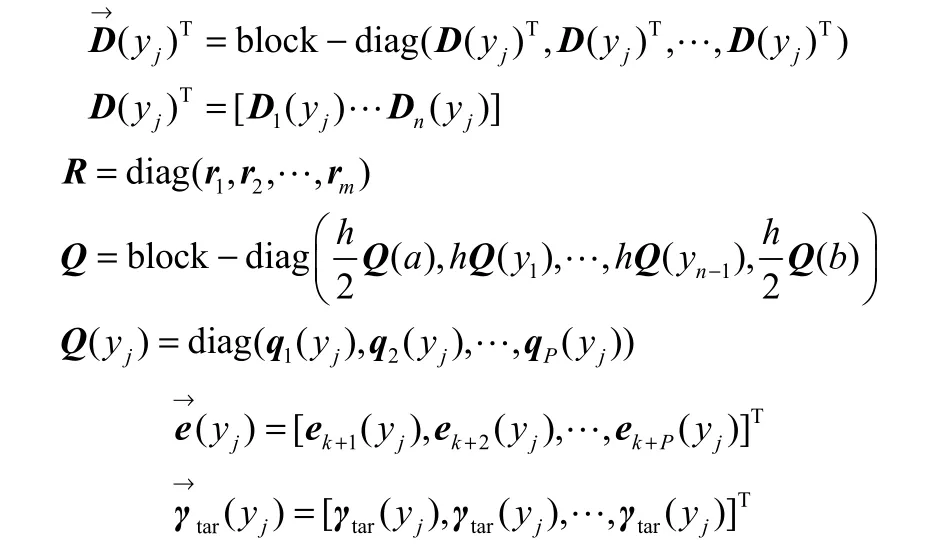
將預測方程式(6)代入上述優化目標,得到性能指標函數

其中,Q和R均為加權矩陣,每一個對角陣Q(yj)對角線上的第i元素表示對未來的第i個時刻分布曲線上yj這一點的重視程度。rij表示對于第i個控制變量在未來的j時刻變化幅度的限制。
在不考慮輸入輸出約束的條件下,由極值必要條件?J/?ΔU=0求得如下最優解
通過式(10)可以求解出未來M個時刻的控制增量,為了防止模型失配出現的偏差,每次只執行第一個控制增量,到了下一個采樣時間點繼續進行優化計算。
2.3 反饋校正
由于模型失配、不可測干擾等因素存在,系統的實際運行可能偏離理想的優化結果,反饋校正策略必不可少,具體步驟如下。
(1)根據檢測儀表,得到分布曲線對象在[a,b]上的若干測量值,通過三次樣條插值方法,得到真實分布曲線γk(y)。
(2)通過真實分布曲線γk(y)與預測輸出曲線γk|k?1(y),得到預測誤差曲線ek(y)。
(3)根據誤差曲線ek(y)計算所有的誤差向量,代入式(10)計算下一時刻的控制增量。
上述3步組成一次完整的校正,消除由于模型誤差以及不可測擾動所帶來的影響,使系統的實際運行盡可能逼近理想的優化結果。
3 無偏目標曲線計算
以宏觀的控制變量控制微觀的分布曲線,由于對象特性本身的原因,不是任意形狀的目標曲線都是可達的,特別是在執行機構有約束的情況下。比如對于分子量分布而言,進料的流量、速率都是限定在一個范圍之內,低分子比例與高分子比例不能任意變化。因此,有必要在控制分布曲線時根據對象特性對目標曲線進行分析,對不可達的目標曲線做出調整,放棄部分性能要求,以實現無偏控制。
對于分布曲線對象,由式(3)通過推導可以得到分布曲線的穩態模型

其中,vss是穩態權值,γss(y)為穩態分布曲線。在此基礎上,通過如下的積分誤差優化命題,可以判斷出目標分布曲線是否可達。

其中,qss(y)是加權函數,通常重要的微觀質量部分權值設置較大,次要的微觀質量部分權值設置較小。為了求解上述積分優化問題,采用復合梯形公式進行離散化。因此,可將目標函數J劃分成常數項,一次項和二次項之和。
其中,

從而轉化為標準二次規劃命題進行求解。如果穩態誤差J*小于誤差容限ε,表示目標曲線是可達的;如果穩態誤差J*大于誤差容限ε,表示目標曲線是不可達的,則通過如下計算公式,計算出一條可達的目標曲線來進行無偏控制。

綜上所述,分布曲線對象的無偏模型預測控制算法步驟如圖1所示。

圖1 無偏控制實施步驟Fig.1 Flow chart of offset-free control
4 仿真結果
本文針對如下的分布曲線對象設計控制器

其中,D(y)為3階B樣條基函數,按照如下遞推公式[14]
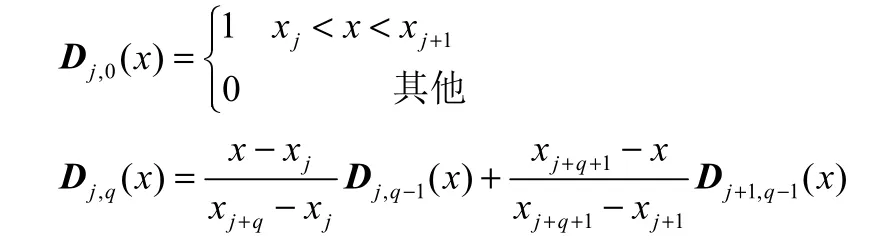
其中,x表示變量,q表示B樣條基函數的階次,j表示第j個基函數。
通常在預測控制中,優化時域P,一般取近似于過程的上升時間,本文選擇P=6。控制時域M的選擇應當兼顧快速性和穩定性,本文選擇M=3。輸出偏差加權陣Q的大小反映了每個時刻對預測輸出曲線逼近給定曲線的重視程度,控制增量加權陣R是防止控制增量的劇烈變化,為了簡單起見這里Q 和R均選取單位陣。
4.1 仿真一
在本次仿真中,對象無模型失配,且目標曲線為
γtar(y)=1.16D1(y)+0.31D2(y)+1.08D3(y) (18)
通過本文提出的無偏目標曲線計算方法,該目標曲線是可達的,穩態誤差較小。仿真結果如圖2所示,經過10個控制周期,輸出曲線已經跟蹤上目標曲線。
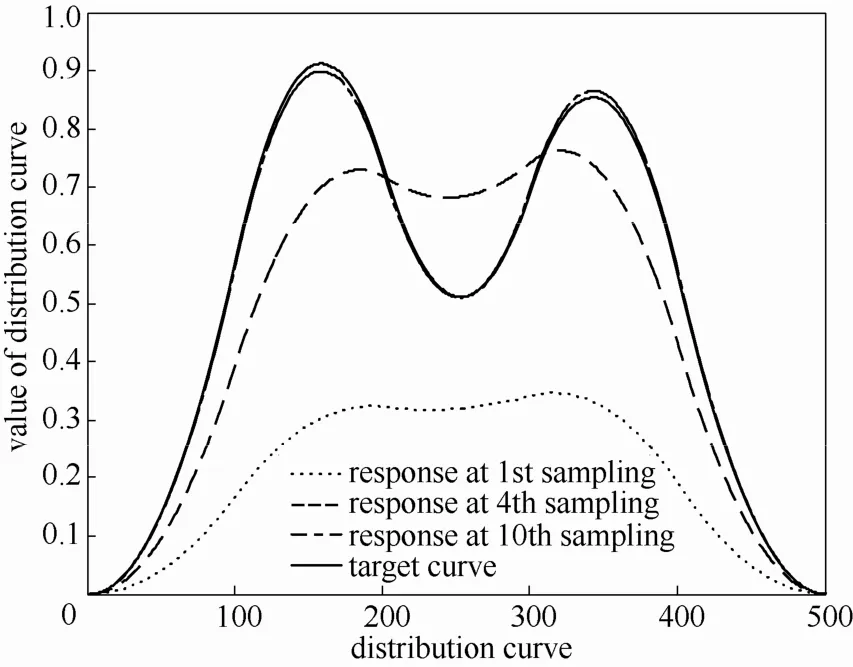
圖2 仿真一控制效果圖Fig.2 Closed-loop response of MPC(simulation 1)
4.2 仿真二
在本次仿真中,對象無模型失配,且目標曲線為

通過本文提出的無偏目標曲線計算方法,該目標曲線是不可達的,穩態誤差較大。選取qss(y)常值函數,計算出穩態誤差最小的可達目標曲線,如圖3虛線所示。

圖3 目標形狀的無偏性分析Fig.3 Offset-free analysis of target curve
對于新給定的目標曲線,控制效果如圖4所示。
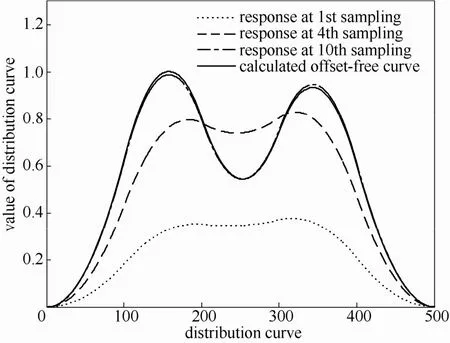
圖4 仿真二控制效果圖Fig.4 Closed-loop response of MPC(simulation 2)
由仿真結果可知,輸出分布曲線經過10個控制周期達到了新的目標曲線,為了區分不同區間的重要性,可以修改穩態誤差的權值函數qss(y)。
4.3 仿真三
在本次仿真中,對象存在模型失配,目標曲線可達,在模型存在誤差的情況下需要使用反饋校正逼近理想的優化效果。在本例中模型失配是由于模型的基函數數目少于真實對象的數目,導致動態特性與靜態特性都存在失配。

基函數如圖5所示。
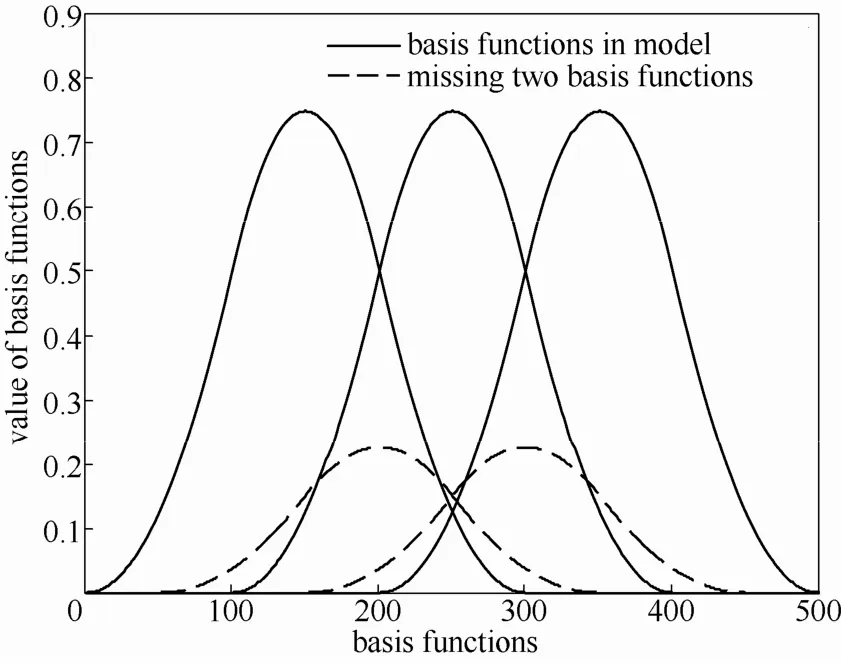
圖5 模型失配Fig.5 Model-plant mismatch
從如下仿真結果(圖6)中看出,反饋矯正可以針對模型失配進行矯正,到達理想的優化效果。

圖6 模型失配控制效果圖Fig.6 Closed-loop response of MPC with model-plant mismatch
5 結 論
本文首先采用B樣條基函數的描述方式,將曲線控制的動態過程用狀態空間來描述,其次利用模型設計預測控制器,使得輸出曲線盡可能逼近目標曲線,最后為了分析目標曲線的可達性,推導出模型的穩態表達式,利用二次規劃進行求解,解決了分布曲線控制的無偏性問題,下一步工作是針對變形過程開展多分辨率控制。
符 號 說 明
A,B,C——分別為增量模型的系統矩陣、輸入矩陣和輸出矩陣
D(y) ——B樣條基函數向量
M ——預測控制控制時域
P ——預測控制優化時域Q ——誤差加權矩陣
R ——控制增量加權矩陣
v(k) ——B樣條基函數對應的權值向量
References
[1] 費正順, 胡斌, 葉魯彬, 等. 帶路徑約束的聚烯烴牌號切換操作優化方法 [J]. 化工學報, 2010, 61(4): 893-900.
FEI Z S, HU B, YE L B, et al. Optimal grade transition of polymerization process with path constraints [J]. CIESC Journal, 2010, 61(4): 893-900.
[2] 張偉杰, 梁軍, 費正順, 等. 具有不確定性的聚烯烴牌號切換過程動態優化 [J]. 化工學報, 2011, 62(10): 2797-2804. DOI: 10.3969/ j.issn. 0438-1157.2011.10.018.
ZHANG W J, LIANG J, FEI Z S, et al. Optimal grade transition in polymerization processes under uncertainty [J]. CIESC Journal, 2011, 62(10): 2797-2804. DOI: 10.3969/j.issn.0438-1157. 2011.10.018.
[3] 王平. 淤漿法聚乙烯生產中牌號切換策略研究[D]. 杭州: 浙江大學, 2006.
WANG P. Optimal strategy of grade transition in industrial slurry high-density polyethylene production process[D].Hangzhou: Zhejiang University, 2006.
[4] WANG H. Bounded Dynamic Stochastic Distributions Modeling and Control [M]. London: Springer-Ver-lag Ltd. 2000: 14-20.
[5] WANG H. Robust control of the output probability density functions for dynamic stochastic systems [C]//Proc. of the 1998 Conference on Decision and Control. Tampa, Madison: Omini, 1998: 134-150.
[6] WANG H. Control of the output probability density functions for a class of nonlinear stochastic systems [C]//Proc. of the IFAC Workshop on Algorithms and Architectures for Realtime Control. Cancun, Mexico: Elesvier, 1998: 152-180.
[7] 張春雨. 管式聚合反應溫度分布建模及控制方法的研究[D]. 北京:北京化工大學, 2005.
ZHANG C Y. The study of temperature distribution model and control in tubular polymeiuzation reaction[D].Beijing: Beijing University of Chemical Technology, 2005.
[8] 吳海燕. 利用神經網絡實現聚合反應分子量分布的建模與控制[D]. 北京: 北京化工大學, 2004.
WU H Y. Modeling and controlling molecular weight distribution for polymerization processes via neural networks[D]. Beijing: Beijing University of Chemical Technology, 2004.
[9] 申珊華, 曹柳林, 王晶.基于分布函數矩的聚合物分子量分布預測控制 [J]. 化工學報, 2013, 64(12): 4379-4384, DOI: 10.3969/j.issn.0438-1157.2013.12. 016.
SHEN S H, CAO L L, WANG J. Predictive control of molecular weight distribution in polymerization reaction based on moment of MWD [J]. CIESC Journal, 2013, 64(12): 4379-4384, DOI: 10.3969/j.issn. 0438-1157.2013.12.016.
[10] 錢積新, 趙均, 徐祖華.預測控制[M].北京: 化學工業出版社, 2007.
QIAN J X, ZHAO J, XU Z H.Model Predictive Control[M]. Beijing: Chemical Industry Press, 2007.
[11] 韓愷, 趙均, ZHU Yucai, 等.一種擾動自適應的魯棒預測控制算法[J]. 化工學報, 2009, 60(7): 1730-1738.
HAN K, ZHAO J, ZHU Y C, et al.A robust MPC technique with adaptive disturbance model [J]. CIESC Journal, 2009, 60(7): 1730-1738.
[12] 徐祖華, 趙均, 錢積新.基于Min-Max的預測控制魯棒參數設計[J]. 化工學報, 2004, 55(4): 613-617. XU Z H, ZHAO J , QIAN J X.Robust design method of predictive
controller parameter based on Min-Max ruler [J]. Chinese Journal of Chemical Industry and Engineering(China), 2004, 55(4): 613-617.
[13] 徐祖華, ZHU Yucai, 趙均, 等.新一代的自適應模型預測控制器[J]. 化工學報, 2008, 59(5): 1207-1215.
XU Z H, ZHU Y C, ZHAO J, et al. Next-generation adaptive MPC controller [J]. Chinese Journal of Chemical Industry and Engineering (China), 2008, 59(5): 1207-1215.
[14] 程正興, 李水根. 數值逼近與常微分方程數值解[M]. 西安: 西安交通大學出版社, 1998.
CHEN Z X, LI S G.Numerical Approximation and Numerical Solution of Ordinary Differential Equations[M]. Xi'an: Xi'an Jiaotong University Press, 1998.
研究論文
Received date: 2015-12-22.
Foundation item: supported by the National High Technology Research and Development Program of China(2014AA041802) and the National Natural Science Foundation of China(U1509209,61273145,61273146).
Offset-free model-predictive control algorithm of distribution process
KANG Yuequn, XU Zuhua, ZHAO Jun, SHAO Zhijiang
(State Key Laboratory of Industrial Control Technology, College of Control Science and Engineering, Zhejiang University, Hangzhou 310027, Zhejiang, China)
Abstract:With the improvement of overall system performance requirements, control problems in distribution process has already become the current research focus. The output of the object of microscopic distribution process are controlled by macro way, not can arbitrary shaped curves track with offset-free. This paper propose an offset-free model predictive control algorithm of controlling the distribution process. First, the method describe the distribution process with B-splines. Second, using composite trapezoidal rule for discretizing proposition of rolling optimization. Finally, using the quadratic programming method to calculate the offset-free target to achieve offset-free control. It proved well performed at simulation experiment.
Key words:distribution process; model-predictive control; offset-free control; optimization; mathematical modeling
DOI:10.11949/j.issn.0438-1157.20151946
中圖分類號:TP 13
文獻標志碼:A
文章編號:0438—1157(2016)03—0701—06
基金項目:國家高技術研究發展計劃項目(2014AA041802);國家自然科學基金項目(U1509209, 61273145, 61273146)。
Corresponding author:Prof. XU Zuhua, xuzh@iipc.zju.edu.cn
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
