粗紗卷繞直徑不同計算方式探討
2016-05-10 08:47:36高秀麗呂立斌
紡織科學與工程學報 2016年1期
崔 紅,高秀麗,呂立斌
(1.鹽城工學院 紡織服裝學院,江蘇鹽城 224000;2.河南工程學院紡織學院,河南鄭州 450007)
?
粗紗卷繞直徑不同計算方式探討
崔紅1,高秀麗2,呂立斌1
(1.鹽城工學院 紡織服裝學院,江蘇鹽城 224000;2.河南工程學院紡織學院,河南鄭州 450007)
摘要:粗紗筒管轉速和離心張力都與粗紗卷繞直徑有密切關系,而粗紗卷繞直徑的不同計算方式會影響筒管轉速和離心張力的數學模型從而會影響粗紗紡紗全程。提出粗紗卷繞直徑按照等比級數遞增規律的假設并與傳統的按照等差級數遞增規律假設計算的每層厚度,筒管轉速和離心張力等進行對比,結果表明,按照等比級數遞增規律計算的卷繞直徑作為粗紗機卷繞數學模型將使整個紡紗過程粗紗離心張力變化很小,更加有利于成紗質量改善。
關鍵詞:粗紗機筒管轉速卷繞直徑離心張力
近年來棉紡粗紗機的發展趨勢是高速度、大卷裝、高質量、自動化[1-2]。粗紗機的紡紗工藝錠速已達到1500m/min,粗紗卷裝尺寸達到178 mm×406 mm。粗紗的自動化程度大大提高,已經達到了粗紗自動落紗并實現了粗細聯。粗紗工序主要任務就是完成牽伸、加捻、卷繞,在卷繞過程中,隨著紗線直徑的增大,不僅粗紗的筒管速度和龍筋的升降速度會發生變化,而且粗紗所受的離心力也會發生變化,對于數字化的粗紗機來講,其作用的完成要靠精確的計算機數學模型來控制。因此粗紗卷繞直徑的變化規律影響粗紗筒管卷繞電動機和龍筋升降電動機的變速[3],影響粗紗卷繞張力的變化[4],從而直接影響粗紗的卷繞。粗紗卷繞直徑的計算方式對粗紗工序紡紗加工過程卷繞成型的影響意義是重大的。以往理論證實[5]粗紗卷繞直徑一般按照等差級數規律遞增,并通過實驗證明新型高速粗紗機所紡大卷裝粗紗最終紗層厚度為最初紗層厚度的倍數為1.33-1.60[6],與陳人哲計算出的1.33倍相比,大卷裝粗紗最終紗層厚度與最初紗層厚度之間的倍數關系發生了新的變化。目前棉紡粗紗機紡紗過程以及卷繞成型已由原有的機械控制發展成為由計算機控制的數學模型進行同步控制[7-9]。所以粗紗卷繞直徑的計算精度直接影響到粗紗機中數學模型對卷繞成型的控制,最終影響粗紗卷繞成紗質量。
1粗紗筒管轉速與卷繞直徑的關系方程
粗紗卷繞方式一般采用管導。在管導卷繞中,卷繞轉速為筒管與錠翼轉速之差。
Nw=Nb-Ns
(1)
(2)
式中:Nw—卷繞轉速(r/min)
Nb—為筒管轉速(r/min)
Ns—為錠翼轉速(r/min)
(2)即粗紗機筒管卷繞轉速方程。
2粗紗離心張力與粗紗卷繞直徑的關系方程
白予生[10]提出影響粗紗卷繞工藝過程粗紗斷頭的是離心力引發的張力,而不是離心力本身。求出離心張力的表達式為:
T=ρr2ω2
(3)
T—粗紗離心張力(cN)
ρ—粗紗線密度(kg/m)
ω—筒管角速度(s-1)
離心張力與卷繞直徑和錠速的關系為:
(4)
此即離心張力與卷繞直徑和錠速的關系方程。
3粗紗一落紗中卷繞直徑和每層厚度的變化
粗紗一層一層卷繞過程中,外層粗紗會對內層粗紗產生壓力,所以粗紗截面會受到一定程度的壓扁。
設空管直徑為D0,粗紗卷繞第1,2,3層至第n層的徑向厚度為δ1,δ2,δ3…δn[5]。則粗紗第1,2,3層至第n層的卷繞直徑分別為:D0+2δ1,D0+2δ1+2δ2,D0+2δ1+2δ2+2δ3,…,D0+2δ1+2δ2+2δ3+…+2δn。由于一落紗中錠翼壓掌離心力以及卷繞張力的變化,一般每層徑向厚度會有如下關系:
δ1<δ2<δ3<…<δn-1<δn。
巴甫洛夫[11]很早就提出了粗紗卷繞直徑的增加是按照等差級數的規律遞增的假設,陳人哲[5]對粗紗卷繞直徑公式按照等差級數的遞增規律進行了推導驗證粗紗卷繞直徑增加按照等差級數規律遞增的正確性。雖然粗紗機經過了幾十年的發展,而且粗紗機數學模型中卷繞直徑遞增規律一直按照等差級數的遞增規律進行紡紗。由于目前粗紗紡至大紗時由于離心張力的增大斷頭增多,針對此問題,我們考慮另外一種假設,粗紗卷繞直徑按照等比級數遞增規律進行紡紗。下面分別對粗紗卷繞直徑按照等差和等比級數遞增規律紡紗時每層厚度和離心張力等指標的計算結果和圖像進行分析。
3.1粗紗每層厚度按照等差級數增加
目前粗紗成型過程中,假設相鄰兩層的每層厚度之間按照等差級數的遞增,遞增級差為p,則相鄰兩層每層厚度之間存在以下關系:
δ2-δ1=δ3-δ2=δ4-δ3=…=δn-δn-1=p
第n層粗紗厚度δn=δ1+(n-1)p
(5)
第1層至第n層粗紗總厚度:
Σδ=δ1+δ2+δ3+…+nδ1+[n(n-1)p/2]
第n層紗管直徑:
Dx=D0+2nδ1+n(n-1)p
(6)
當n=1時,始繞直徑Dx=D0+2δ1
3.2粗紗每層厚度按照等比級數增加
假設粗紗成型過程中,相鄰兩層的每層厚度之間按照等比級數變化,變化比率為q,在這里由于q是內層粗紗和相鄰外層粗紗徑向每層厚度的比值,內層粗紗相對于外層粗紗來講都是被壓扁的,因此可以定義q為粗紗壓扁系數。在這里假設壓扁系數是一定值。則相鄰兩層每層厚度之間存在以下關系:
第1層粗紗厚度為δ1
…
(7)
第1層至第n層粗紗總厚度:
第n層紗管直徑:
(8)
當n=1時,始繞直徑D=D0+2δ
4試驗及應用
4.1試驗
分別取不同機型不同品種不同定量的粗紗測試粗紗從大紗到小紗的每隔10層的直徑變化。每退繞十層測試粗紗直徑,不足十層折算成十層直徑。計算每層粗紗厚度=十層粗紗直徑差/20。
測試數據見下頁表1:
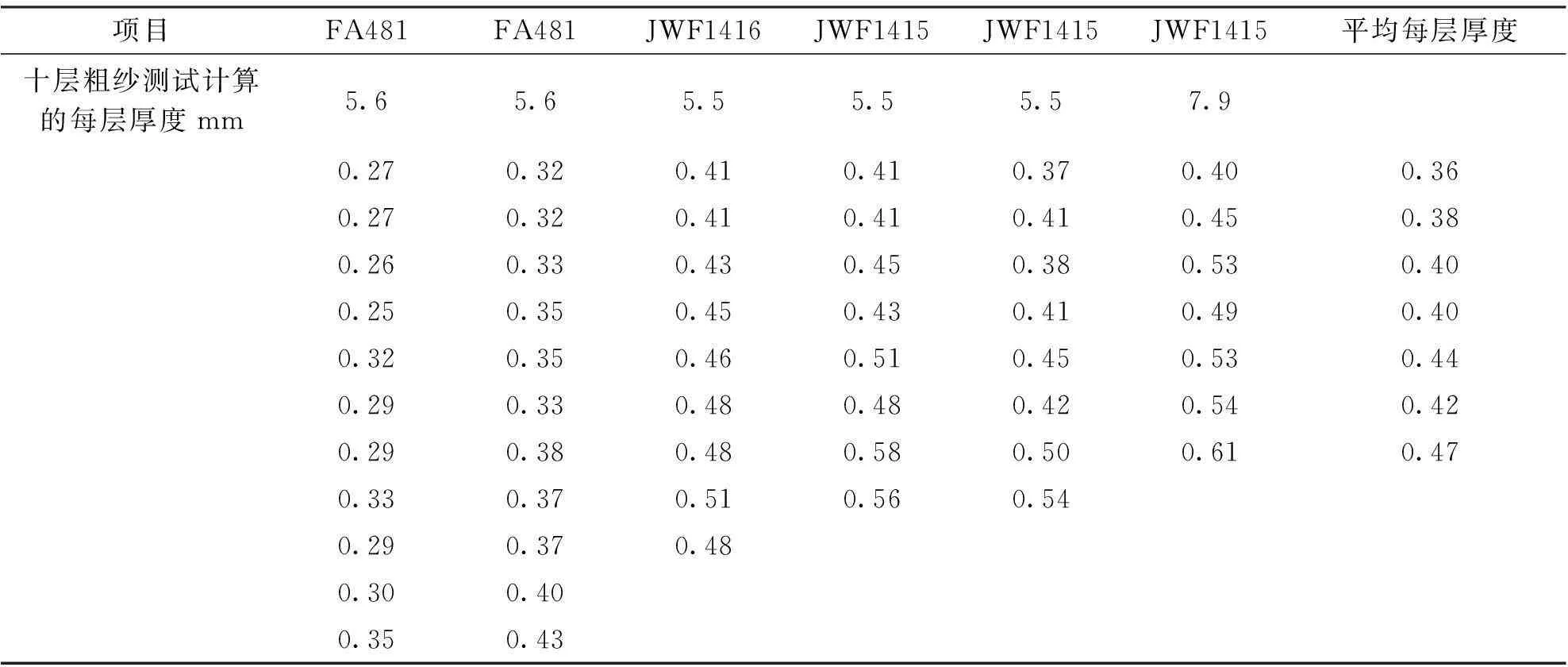
表1 不同定量不同機型所紡粗紗一落紗中的直徑變化
根據3中介紹的粗紗相鄰兩層每層厚度按照等差級數和等比級數遞增公式(5)和(7)以及實際測量的粗紗每層厚度的遞增情況畫折線圖,如圖1。
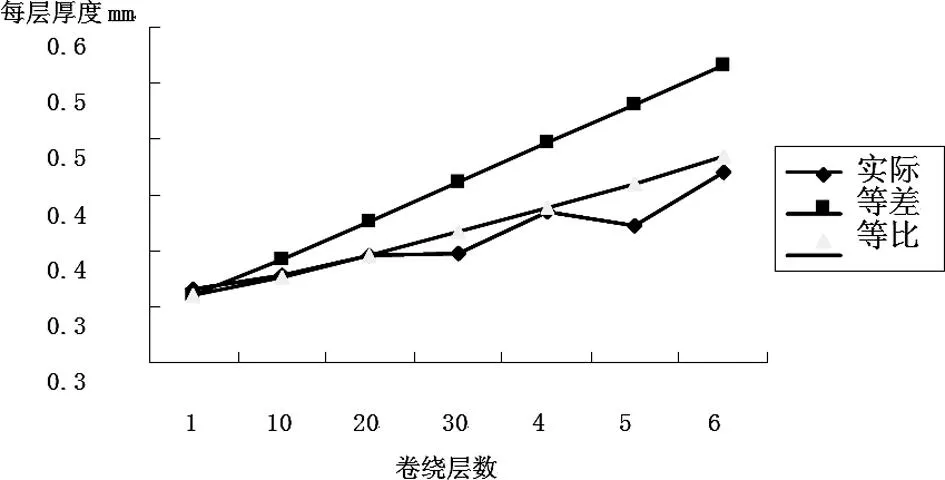
圖1 每層厚度隨卷繞層數變化圖
4.2p值和q值的確定
在文獻[3]中提到,p值一般取為0.0035。根據p值的選取,我們可以先初定q值為0.995。根據此取值繪制出運用等差級數和等比級數遞增規律計算粗紗每層厚度的增長規律的圖形可以看出,當p和q選用以上兩數值時,粗紗每層厚度的遞增規律按照等比數列時比按照等差數列時更加接近實際曲線。
4.3應用
將以上兩種按照等比級數和等差級數得到的第n層紗管直徑代入(4)和(6),分別得到
(11)
(12)
(13)
(14)
Nbp—等差級數時筒管卷繞轉速;
Nbq—等比級數時筒管卷繞轉速;
Tq—等比級數時離心張力;
Tp—等差級數時離心張力。
當Ns取1000rpm,D0=45mm,ρ=5g/10m, δ1=0.48mm,t=50捻/m,q=0.977,p=0.0035時,筒管轉速分別按照等差級數和等比級數計算的卷繞直徑帶入方程得到:

筒管轉速分別按照等比級數和等差級數隨卷繞層數變化情況如圖2。
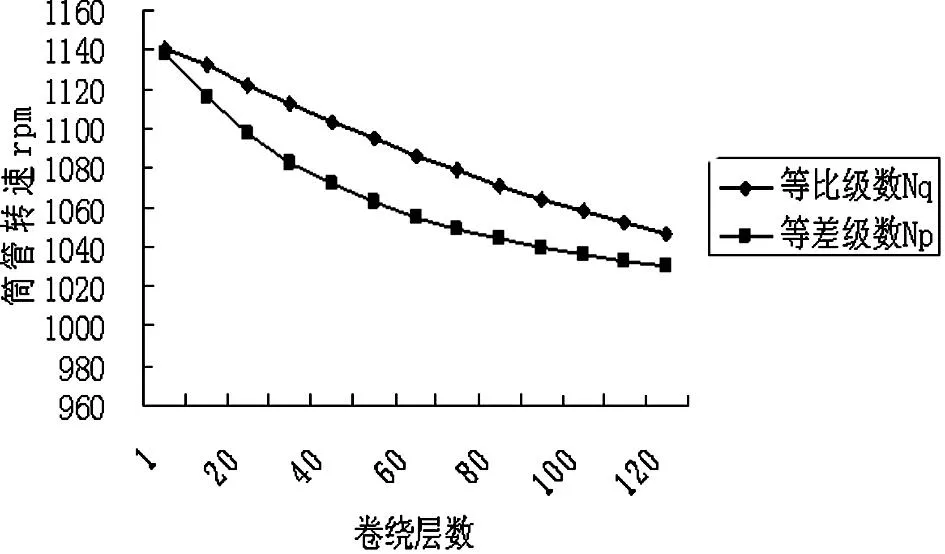
圖2 筒管轉速按照等差級數和等比級數隨卷繞層數變化圖
將上述數值帶入離心張力公式得到兩種計算方法下的離心張力表達式:
Tp=70.38+1.32n+0.0048n(n-1)
Tq=1.37+(27.37+24*0.995-n)
離心張力分別按照等差級數和等比級數隨卷繞層數變化情況如圖3。
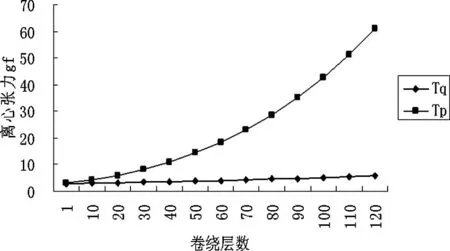
圖3 離心張力按照等比級數和等差級數隨卷繞層數變化圖
由圖2和圖3筒管轉速和離心張力的變化趨勢可以看出,在粗紗錠速,捻度,定量相同的情況下,盡管按照等比級數得到的卷繞直徑計算的筒管轉速稍稍高于按照等差級數得到的卷繞直徑計算的筒管轉速,但是在整個紡紗過程,按照等比級數的卷繞直徑計算的離心張力值遠小于按照等差級數的卷繞直徑計算的離心張力值,特別到大紗階段其差異更加明顯。所以粗紗的卷繞方程中可以嘗試采用按照等比級數計算的卷繞直徑來控制筒管轉速和離心張力。隨著卷繞直徑的不斷增大,按照等比級數控制的離心張力的變化減小可以減少粗紗大紗時由于傳統按照等差級數控制的離心張力過大造成的粗紗斷頭,從而提高粗紗工序的生產效率。
5結論
在傳統粗紗紡紗提出的粗紗每層厚度按照等差級數遞增假設的基礎上,提出了粗紗紡紗過程每層厚度按照等比級數遞增的假設。將兩種假設計算的粗紗每層厚度變化與實際粗紗每層厚度變化進行了對比,并將兩種遞增規律的卷繞直徑代入卷繞轉速方程和離心張力方程,結果如下:
(1)紗層厚度按照等比級數遞增規律比按照等差數列遞增規律更加接近實際值。在數學模型中可以采用紗層厚度按照等比級數遞增規律計算的粗紗卷繞直徑代入數學模型。q值的選擇直接影響數學模型的準確度,需要進一步試驗確定其經驗數值。
(2)按照等比級數遞增規律計算的筒管轉速略高于按照等差級數遞增規律計算的筒管轉速;按照等比級數遞增規律計算的離心張力在整個紡紗過程保持很小的數值,遠遠低于紗層厚度按照等比級數遞增規律計算的離心張力值。因此可以考慮采用紗層厚度按照等比級數遞增規律計算的卷繞直徑的筒管轉速和離心張力數學模型進行紡紗。這種數學模型在理論計算上一定錠速下離心張力較小,有利于紡紗過程減少粗紗斷頭,提高粗紗機生產效率。但其實際應用需要進一步試驗其效果。
參考文獻
[1]劉國濤, 周利忠. 懸錠粗紗機的高速度與緊卷繞(上)[J].上海紡織科技, 1997(4): 18-21.
[2]劉國濤, 周利忠. 懸錠粗紗機的高速度與緊卷繞(下)[J].上海紡織科技, 1997(6): 11-14.
[3]劉榮清, 金敏華, 屠珍雪. 粗紗機粗紗卷繞轉速數學模型的建立和應用[J]. 上海紡織科技,2005, 33(3): 10-12.
[4]白予生, 徐洪根. 棉紡粗紗機動態紡紗張力分析[J]. 陜西紡織, 2005(1): 6-11.
[5]陳人哲, 嚴幼莼. 粗紗卷繞半徑的遞增規律及鐵炮凸輪的設計[J]. 華東紡織工學院學報, 1959, 3(4): 215-219.
[6]崔紅,郁崇文. 粗紗卷繞外徑遞增規律探討[J]. 紡織學報, 2011, 32(2): 36-39.
[7]高秀滿. 電腦粗紗機控制系統數學模型的建立與應用[J]. 紡織學報, 2011, 32(10): 118-121.
[8]劉蒙蒙, 汪軍, 江慧, 等. 粗紗試驗機控制系統數學模型的建立與應用[J], 東華大學學報:自然科學版,2014, 40(5): 567-570.
[9]董良合, 馬崇啟.多電機獨立驅動粗紗機控制系統開發[J].天津工業大學學報,2009,28(2):71-73,77
[10]白予生. 論粗紗機“恒離心力紡紗”[J]. 棉紡織技術, 2004, 32(3): 148-153.
[11]巴甫洛夫.棉紡學:粗紡工程[M].北京:紡織工業出版社,1955:53-55.
中圖分類號:TS 104.15
文獻標識碼:A
文章編號:1008-5580(2016)01-0115-04
基金項目:鹽城工學院人才引進項目(KJC2014012)
收稿日期:2015-11-06
第一作者:崔紅(1972-),女,博士,高級工程師,研究方向:紡織工程。
