加熱爐模塊化施工技術在石化裝置中的應用
2016-04-28 03:26:20吳亦揮中國石化上海石油化工股份有限公司
化工裝備技術 2016年1期
吳亦揮(中國石化上海石油化工股份有限公司)
?
加熱爐模塊化施工技術在石化裝置中的應用
吳亦揮*
(中國石化上海石油化工股份有限公司)
摘要加熱爐是工藝裝置中技術含量相對較高、結構相對較復雜的非標設備,以前國內采用的是現場建造的施工模式,施工周期相對較長。近幾年來,國內在一些大型的石油、化工項目中引入了當今國際上推崇的加熱爐模塊化施工技術。就加熱爐模塊化制造和安裝模式進行了討論,并對模塊化施工流程進行了闡述。
關鍵詞加熱爐模塊化施工爐管爐襯鋼結構
*吳亦揮,男,1959年生,高級工程師。上海市,200540。
加熱爐是工藝裝置中技術含量相對較高、結構相對較復雜的非標設備。本文就加熱爐模塊化制造和安裝模式進行了討論,并對模塊化施工流程進行了闡述。
1 加熱爐模塊化施工的優點
1.1明確了承包商的供貨范圍和工作界面,使責任單一化,能有效避免傳統模式中因多方互相推諉所導致的管理困難。
1.2在設計環節就遵循分段制造安裝,即模塊化制造安裝的思路,利用TEKLA STRUCTURES軟件進行立體建模、設計轉化,可以最合理地將加熱爐結構分片、分段模塊化。
1.3模塊化工廠制造與現場建造相比較,具有較大的優勢。
1.3.1工廠制造的工作條件遠遠優于現場條件,受天氣、環境因素影響較小,而且不受現場建造時立體空間的限制,可多模塊同時進行制造。
1.3.2在專業化工廠制造過程中,可使用更為精良的工裝機具,有利于提高工作效率和制作精度。如對大型鋼結構的制作引入CO2氣體保護焊和埋弧焊等高效焊接方法、使用專用機器進行切割和除銹等。
1.3.3工廠制造可為爐管等重要部件的焊接創造比現場更為有利的條件。如改技術難度高的立焊和固定焊為技術難度低的平焊和轉動焊,方便采取內充氬、預熱及熱處理措施等,有利于提高焊接質量,減少返修工作量。
1.3.4最大程度的工廠模塊化預制和預組裝,有利于發現設計文件不完善或不適合的細節。加熱爐施工常見的問題有節點設計不合理、節點圖沒有表述清楚、制造中存在難以實施的情況等。采取模塊化施工可以最大限度地規避這些問題以及其他一些通常只有在現場組裝時才能發現的問題,并及時予以修正。
1.3.5加熱爐工廠制造的模塊運抵現場后,可采取積木式組對、安裝,極大程度地減少現場安裝工作量,縮短安裝工期。
2 模塊化安裝的應用技術
下面以國內某連續重整裝置項目為例,介紹加熱爐模塊化安裝技術在石油化工裝置中的應用。
2.1裝置簡介
該連續重整裝置共有5臺加熱爐,其中4臺方爐、1臺圓爐。此次重點介紹4臺方爐的模塊化施工。4臺方爐分別為重整進料加熱爐(BA201,為設備位號,下同)、第一中間加熱爐(BA202)、第二中間加熱爐(BA203)和第三中間加熱爐(BA204),具體明細見表1。重整進料加熱爐和第二中間加熱爐合并布置在一個爐體內,各爐膛間用火墻進行相對隔離,其對流室用以發生3.5 MPa過熱蒸汽;第一中間加熱爐和第三中間加熱爐合并布置在一個爐體內,各爐膛間用火墻進行相對隔離,其對流室用以發生3.5 MPa過熱蒸汽。煙氣經各自對流室發生蒸汽后合并排入煙囪。加熱爐BA201 和BA203的爐管各采用一組45路覫141.3×6.55的雙面輻射U形管布置。頂部各通過兩根覫1067×32的集合管連接。加熱爐BA202采用兩組45路覫114.3×6.02的雙面輻射U形管布置,頂部通過四根覫762×25的集合管連接。加熱爐BA204爐管共采用一組45路覫141.3×6.55的雙面輻射U形管布置,頂部通過兩根覫1067×32的集合管連接。4臺加熱爐其爐管材質均為P9,集合管材質均為P11。其模型如圖1所示。
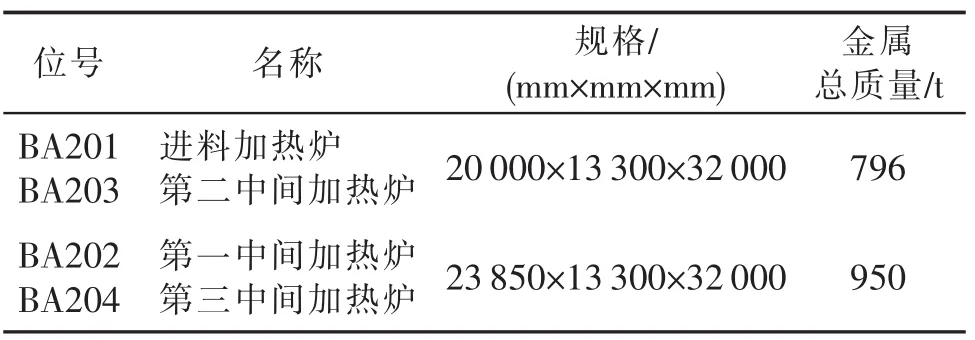
表1 加熱爐參數

圖1 加熱爐模型
爐體鋼結構節點采用剛性連接和鉸接(高強螺栓)兩種方式,爐墻板之間采用螺栓連接后再采取內部密封焊。所有爐體及附件均是由模塊化預制廠家供貨,現場安裝。供貨原則為:輻射室側墻、端墻、爐頂和爐底均為分片供貨;對流室模塊化供貨,副框架散件供貨;余熱回收系統廠家分段供貨。兩臺二合一方爐輻射段的供貨狀態如表2和表3所示。
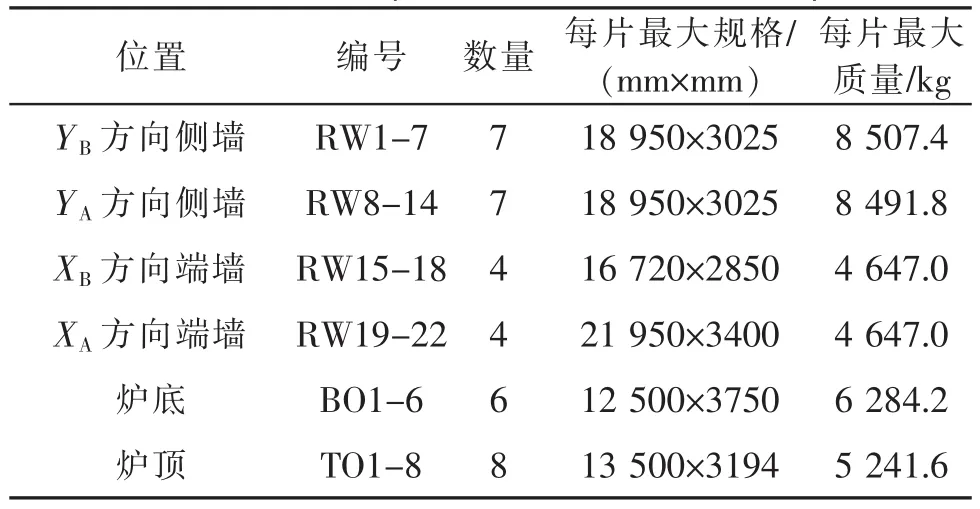
表2 重整加熱爐BA201、BA203輻射室分片供貨明細表(其余構件均為散件到貨)
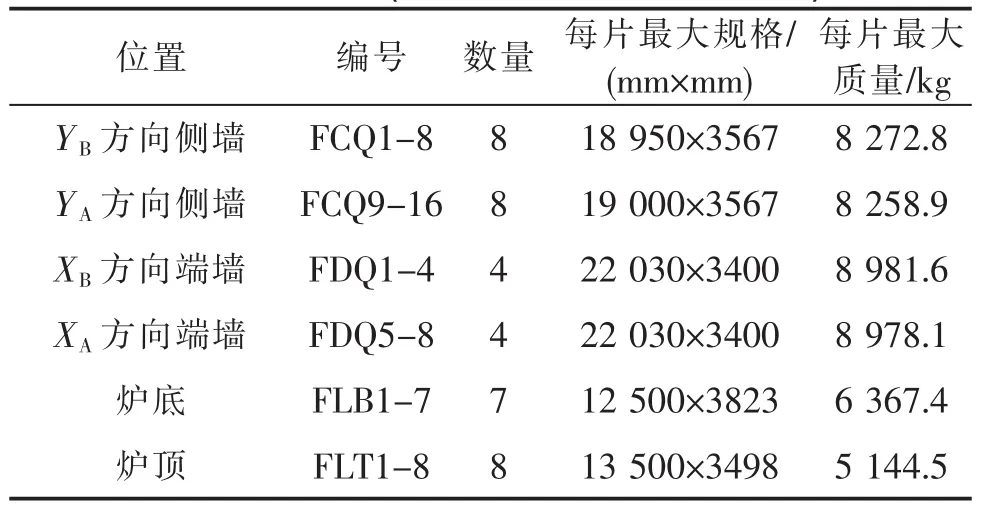
表3 重整加熱爐BA202、BA204輻射室分片供貨明細表(其余構件均為散件到貨)
2.2結構施工技術要點
2.2.1兩臺二合一爐輻射室均為分片到貨,現場成片安裝,高強螺栓連接完之后再對墻板進行內部密封焊。由于墻板較薄,焊接容易產生變形,因此采用CO2氣體保護焊來減少焊接變形。
2.2.2根據廠家提供輻射室分片原則,兩臺二合一爐側墻與端墻分片過于細化,到現場之后必須將兩片在地面組裝之后,再進行吊裝。
2.2.3由于對流室分模塊到貨,模塊質量非常大,所以在安裝對流室模塊之前必須將對流室副框架安裝完畢。
2.2.4兩臺二合一爐為聯合平臺,聯合平臺的安裝需與爐本體同時安裝,從而減少架設及高空作業。
2.2.5施工現場場地比較狹小,必須充分做好施工安全工作。合理地按照材料到貨計劃來安排現場的施工,是保證整個工程順利進行的關鍵。
2.2.6由于對流模塊質量較大,一般都有100多t,所以應合理考慮大型吊車的進場時間,保證利益最大化。
2.2.7根據梯子平臺的到貨狀態和到貨時間合理安排安裝時間。加熱爐外側平臺盡量隨爐墻板一起吊裝,這樣可減少外側腳手架的搭設工作量。
2.3爐管施工技術要點
2.3.1利用工裝先在預制場進行組對焊接。由于連續重整裝置加熱爐爐管每片尺寸較大,整體運輸比較困難,因此爐管是直管和U形管單件供貨,現場組焊。
2.3.2制作輻射段爐管預制胎具2組,爐管統一搬運到胎具上進行組對。每組胎具能夠同時預制組對焊接4組U形爐管,同時焊工可以減少移動。對預制工序的改進提高了單位面積的利用效率,而且避免了大面積場地預制頻繁移動,有效地提高工作效率和焊接質量。爐管組對胎具宜選在鋼平臺或平整的混凝土地面上。每組胎具選用六根20#工字鋼作為立柱分兩列三排布置,每排上下水平等距固定4根DN50鋼管。
2.3.3保證組對、焊接等工序集中在固定區域,這樣熱處理工作可集中在固定區域,焊口更加集中,減少了電力設施的敷設用料,降低了熱處理工序的成本,同時也提高了對熱處理工作的監控力度。
2.3.4在工序連接上提高了效率。胎具組裝完畢后,由底層開始穿爐管。爐管按照次序擺放,組對時A、B組的U形彎管在同一側組對焊接、熱處理,C、D組的U形彎管在另一側組對焊接、熱處理。在同一層可以同時展開4組爐管的預制工作,確保焊接過程中焊工能在集中的區域內作業。爐管組對如圖2所示。
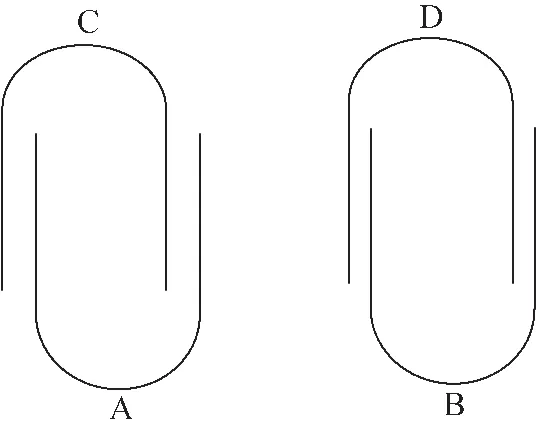
圖2 爐管擺放次序
2.3.5胎具拆卸件采用螺栓連接,減少了破壞性拆除的次數,做到了循環利用。
2.3.6為了保證爐管在運輸和吊裝過程中不發生變形,在爐管預制后根據爐管尺寸制作相應的胎具進行固定。一般每三片爐管為一組,每組采用四根18#槽鋼,將爐管按照圖紙上的間距尺寸用U形卡子固定在上面。同時,為防止爐管變形,槽鋼之間用DN80的鋼管進行加固處理。鋼管的長度為每根爐管兩端直管的間距。
2.4加熱爐襯里施工要點
2.4.1加熱爐輻射室爐墻板及爐底板襯里錨固釘應在預制廠提前焊接完畢,或在現場吊裝之前完成錨固釘的焊接工作。
2.4.2襯里施工應與爐管施工工序緊密配合。由于爐內腳手架搭設工作量大,應提前策劃好腳手架的搭設方案,盡量減少腳手架的重復搭設。
2.4.3為減少高空作業風險,提高襯里施工質量,除爐膛襯里外,輻射段、對流段集合煙道及爐頂集合煙道的襯里在地面完成,然后利用大型吊車將煙道整體吊裝就位。
2.5加熱爐施工流程
圖3所示為加熱爐施工流程圖。
2.6施工工藝及方法
2.6.1爐本體鋼結構的安裝
2.6.1.1一般要求
(1)要仔細核對運輸至現場的鋼結構外觀幾何尺寸。
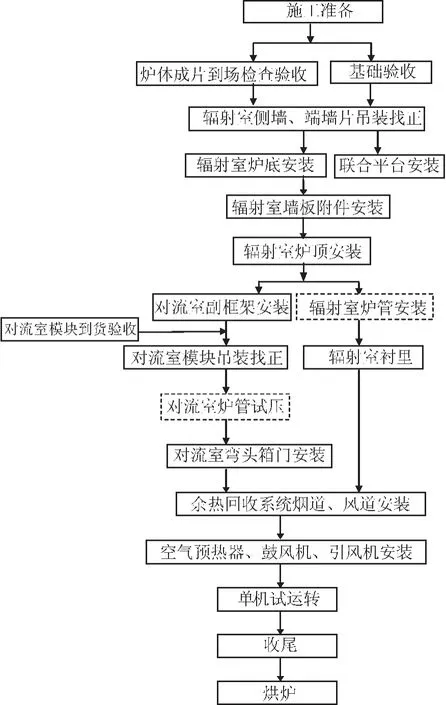
圖3 加熱爐施工流程
(2)成片構架就位后,用繩子拉緊固定,用斜墊鐵調整其標高,然后利用手動葫蘆調整其垂直度。找正時必須使所有立柱1 m基準點處于同一水平面內,垂直度和各柱間距離符合要求,用經緯儀測量垂直度。
(3)組片構架就位找正后,開始安裝部件之間的連接梁。連接梁按從下至上的順序安裝,將爐體結構連接成框。
(4)爐片應安裝一件,找正一件,嚴禁在未找正的構件上進行下一工序的安裝工作。
(5)片之間找正、焊接,形成空間剛性單元后將墊鐵焊牢,并及時進行二次灌漿。
(6)有地腳螺栓與混凝土基礎連接的構架,均采用墊圈加雙螺母擰緊。
(7)用安裝螺栓進行安裝的零部件須進行密封焊接。
2.6.1.2輻射段鋼結構安裝
(1)以框架底部1 m水平基準點來調節鋼框架的標高,以立柱上下兩端的心線為基準調節立柱的垂直度。
(2)輻射段鋼結構安裝允許偏差如下(見圖4):
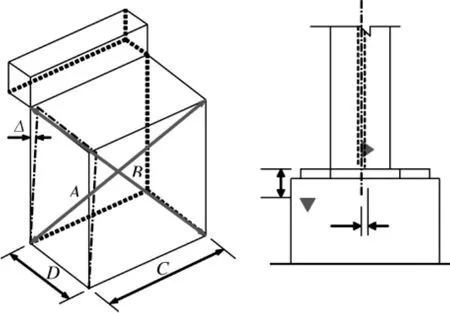
圖4 輻射段鋼結構安裝允許偏差測量
爐殼側墻框架鋼結構立柱中心線與基礎中心線的偏差(T)應小于3 mm,柱底板標高偏差(H)不得大于2 mm。
爐殼側墻框架鋼結構垂直度偏差(△)應小于側墻板全長的1/1000,且不得大于8 mm。
框架鋼結構空間對角線之差(A與B)應小于10 mm。
橫梁水平度允許偏差為L/1000(L為橫梁長度),且不大于5 mm。
爐底梁及爐底板水平度尺寸偏差不應大于長度的1/1000,且不大于5 mm。
輻射室長度(C)允許偏差為±5 mm,寬度(D)允許偏差為±3 mm。
墻板表面平直度用1 m直尺檢查,平直度不應大于5 mm。
(3)爐頂板的中心線要與輻射室中心線重合。爐頂板或底板上的管孔中心位置要以輻射段出口管中心為基準找正。爐頂板安裝找正后,進行密封焊接并用煤油進行滲漏試驗。
(4)相鄰兩爐殼側墻板間的橫梁與爐殼立柱的連接焊縫應預留焊接的收縮余量,待爐殼各部位尺寸調整合格后施焊。
(5)輻射段框架找正后應及時安裝平臺、欄桿、梯子等結構,并完成全部焊接工作;需要預留而臨時用定位焊固定的部位,應做出明顯的標志。
(6)輻射室爐頂中心蓋板和不銹鋼密封蓋板應在輻射段爐管安裝找正完畢、支承懸吊系統安裝初次調整完成后施工。
(7)爐墻板的吊裝順序為:一側端墻→兩側側墻→爐底板→另一側端墻。吊車選用200 t汽車吊或160 t汽車吊進行吊裝。
2.6.1.3對流段鋼結構安裝
(1)輻射段鋼結構安裝并找正后,進行對流段鋼結構的安裝。安裝標高可通過在輻射段立柱頂面加薄鋼板來調整,找正后將連接面鋼板四周滿焊。
(2)對流段模塊吊裝,應在吊裝前測量與對流段立柱連接的輻射段(過渡段)立柱的頂部標高及縱向、橫向距離,并與對流段爐管支承鋼結構的立柱縱向、橫向距離進行校對。吊裝前應按施工方案做好吊裝準備工作,模塊應用專用工具平衡梁進行吊裝。每組模塊吊裝就位并找正合格后,應及時安裝并固定與之相關聯的框架鋼結構和集煙罩,然后再吊裝下組模塊。
(3)對流室每組模塊吊裝就位后,應進行下列檢查和調整:①檢查縱向和橫向水平度、立柱垂直度及每組模塊立柱頂部的間距;②調整各組爐管管端位置和尺寸,使其符合跨接管的安裝要求;③就位檢查合格后應及時將模塊分界面處的連接螺栓緊固,若模塊分界面除螺栓連接外還有焊接要求時,應及時焊接。
(4)對流段鋼結構和對流段模塊的安裝如圖5所示。
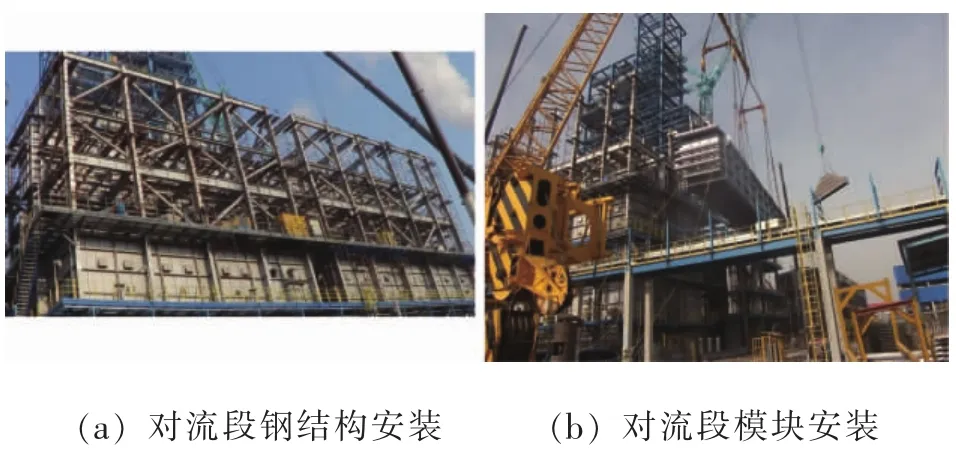
圖5 對流段鋼結構和對流段模塊安裝
2.6.2爐管的安裝
(1)根據加熱爐總體施工方案,輻射室頂部將煙道的位置預留了出來,作為爐管進爐的通道。每組爐管包括3根爐管、4組卡具,總質量約為3 t。經現場勘查,由于作業半徑較大,現場使用200 t汽車吊將爐管吊進爐子里面。
(2)爐管進爐之后,將爐管旋轉90°,按照順序靠在兩側事先搭好的腳手架上面,等每個爐膛的爐管進爐完畢及集合管定好位置之后,用導鏈將爐管吊起,與集合管進行組對焊接。
(3)由于爐管與集合管焊接接頭距爐頂高度只有320 mm高,接頭焊接操作不便,因此每根集合管先抬高一定高度,用40#工字鋼做臨時支架以保證焊接高度。待爐管與集合管焊接、檢測完畢,再用集合管上的吊桿將其調整到設計位置。
2.6.3頂部煙道的吊裝
根據圖紙,對流段頂部煙道分五段進行模塊化吊裝。煙道在預制完畢后,在地面進行襯里作業。每段煙道完成全部工作后,利用500 t履帶吊和200 t汽車吊進行集中吊裝,以減少高空作業風險。
3 加熱爐模塊化安裝的優勢及施工注意要點
因大部分結構已于工廠預制成模塊,現場制作量大為減少。在制定方案前,現場施工技術人員應收集完整資料,結合現場施工場地情況,確定大型吊車的選型。本項目加熱爐模塊間的連接方式主要為螺栓等緊固件連接,采取積木式組對、安裝。加熱爐的模塊化安裝相比傳統的現場建造模式,縮短了現場安裝工期,現場占用場地面積小,減少了起重機械臺班使用數量。根據本項目實際施工進度,從開始進行輻射室墻板的安裝,到完成四臺加熱爐全部施工,僅用了半年時間。過程中考慮到材料的影響因素,實際施工絕對工期在5個半月左右。與以前傳統的加熱爐施工模式相比,施工進度得到較大優化,保證了裝置的按期中交。
由于一般施工現場場地都比較狹小,不可能堆放很多材料,因此在施工前應排出詳細的施工計劃和模塊到場順序。在安裝過程中,現場施工技術人員應和廠家服務人員保持密切溝通,掌握各個模塊的到場時間,合理安排大型吊車的進場,為降低施工成本提供準確信息。
參考文獻
[1]國家發展和改革委員會.SH 3506—2007管式爐安裝工程施工及驗收規程[S] .
[2]中國石油化工總公司.SH 3086—1998石油化工管式爐鋼結構工程及部件安裝技術條件[S] .
[3]國家建設部.GB 50205—2001鋼結構工程施工質量驗收規范[S] .
[4]中國石油化工總公司.SH/T 3085—1997石油化工管式爐碳鋼和鉻鉬鋼爐管焊接技術條件[S] .
[5]國家發展和改革委員會.SH 3501—2011石油化工有毒、可燃介質管道工程施工及驗收規范[S] .
化機制造
Application of Modular Construction Technology of Heating Furnace in Petrochemical Plant
Wu Yihui
Abstract:Heating furnace is a non-standard equipment with relatively high technical content and complex structure.Previously, the site construction mode is adopted domestically and its construction period is relatively long.In recent years, the modular construction technology, which is popular all over the word nowadays, has been introduced in some large-scale domestic petroleum and chemical projects.The modular manufacture and installation are discussed, and the modular construction process is elaborated.
Key words:Heating furnace; Modularization; Construction; Furnace tube; Furnace lining; Steel structure
(收稿日期:2015-05-29)
中圖分類號TQ 050.6
DOI:10.16759/j.cnki.issn.1007-7251.2016.02.015
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
海洋信息技術與應用(2022年1期)2022-06-05 07:38:22
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年9期)2021-07-16 07:11:36
現代裝飾(2020年5期)2020-05-30 13:01:56
中國核電(2017年2期)2017-08-11 08:00:56
流程工業(2017年4期)2017-06-21 06:29:50
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34