15CrMoR換熱管與管板焊接工藝研究
2016-04-28 03:26:20武守輝陳志強薛蛟祖吳運治潘麗杰河南環宇石化裝備科技股份有限公司
化工裝備技術 2016年1期
武守輝 陳志強 薛蛟祖 吳運治潘麗杰(河南環宇石化裝備科技股份有限公司)
?
15CrMoR換熱管與管板焊接工藝研究
武守輝*陳志強薛蛟祖吳運治潘麗杰
(河南環宇石化裝備科技股份有限公司)
摘要研究了15CrMoR換熱管與管板的焊接工藝評定,采用非熔化極氣體保護焊在選定的焊接參數下施焊,獲得了性能良好的焊接接頭。對焊接接頭進行了宏觀檢測、硬度檢測和接頭斷面的滲透檢測,結果表明接頭的各項性能完全滿足使用要求。
關鍵詞換熱管管板焊接工藝氣體保護焊焊接接頭
*武守輝,男,1986年生,碩士。焦作市,454350。
0 前言
15CrMoR材料是一種珠光體低合金耐熱鋼,由于其良好的耐腐蝕性、抗氧化性和抗氫能力,在天然氣、化工、石油等行業有著廣泛的應用[1-2]。由15CrMoR所制成的石油化工設備、宇航器械等不僅工藝性能良好,而且更經濟適用[3]。但是由于15CrMoR中含有Cr、Mo等強碳化物元素,因而其焊接接頭在過熱區容易產生不同程度的再熱裂紋。另外,低合金耐熱鋼具有一定程度的淬硬傾向,在焊接熱循環情況下,焊縫中可能形成冷裂紋顯微組織。為了防止裂紋的產生,需要進行適當的焊前預熱、層間溫度控制和焊后熱處理。另外,焊接參數
對焊縫組織也會產生較大的影響。為了獲得性能良好的管板角焊縫,應進行大量的試驗。
1 試驗材料及方法
本試驗中所用的材料為厚20 mm的15CrMoRⅢ鋼板和覫45 mm×3 mm的15CrMo接管。焊接參數如表1所示。按照NB/T 47014—2011的要求,管板角焊縫焊前的結構布置如圖1所示。
本評定是為了滿足公司所接設備甲醇裂解制氫裝置換熱管與管板的焊接要求而進行的[4]。該設備名稱:轉化器;設計規范和制造、檢驗、驗收標準:GB 150—2011、GB 151—1999;管程參數:管程設計壓力1.98 MPa,管程容積19.31 m3,換熱面積1382 m2;物料名稱:甲醇、水、氫氣、二氧化碳;工作溫度:300℃;工作原理:甲醇與水在催化劑的作用下,通過加熱生成氫氣和二氧化碳,實現物料轉換。焊接要求:D類焊縫按照HG 20583/G2的要求須全焊透,焊角尺寸符合GB/T 985.1—2008;所有Cr-Mo低合金鋼的D類接頭、經火焰切割的坡口表面、容器缺陷的修磨或補焊處和拉筋等拆除處的焊痕表面,均需要進行PT100%檢測,Ⅰ級合格,并須符合JB/T 4730.5—2005要求。其中,換熱管與管板間焊縫的PT檢測應在焊接完成24 h后進行;換熱管與管板的連接為強度焊加貼脹,且為氬弧焊焊接;換熱管與管板間焊縫需焊后緩冷并進行局部消除應力熱處理[5]。

表1 焊接參數
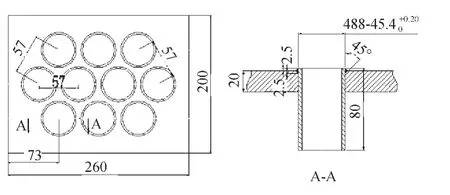
圖1 管板的管口布置和焊接結構
2 工藝要求[6]
2.1管板加工
換熱管采用整管制作,不允許拼接,并應符合GB 9948—2006標準的要求。管子外徑為45 mm,偏差在±0.3 mm以內。管板孔的加工應注意坡口角度,其坡口為單邊V形,坡口深度為2.5 mm,管板表面應光滑平整,加工結束后應噴涂防銹劑。
2.2換熱管處理
換熱管切割后,應將管頭表面的毛刺及鐵銹等清除干凈。清除鐵銹的長度范圍應比管板厚度大5 mm,且不得小于25 mm。
2.3換熱管與管板對裝
換熱管伸出管板長度為1.5~2 mm。在保證管
板及換熱管管頭除去鐵銹、氧化皮和油污等的前提下,進行組對與點焊。
2.4換熱管與管板脹接注意事項[7]
2.4.1換熱管的連接部位和管板孔表面應清理干凈,不應留有影響脹接或焊接質量的毛刺、鐵屑、銹斑、油污等。連接部位以呈現金屬光澤為準。
2.4.2進行脹接時,換熱管的脹接長度不應伸出管板背面(殼程一側)。換熱管的脹接部分和非脹接部分應圓滑過渡,不應有尖銳的棱角。
2.4.3由于采用機械滾脹法,所以應先焊后脹。機械滾脹的時候產生大量的熱,需要用適當的機油進行潤滑和冷卻,油液浸進接頭焊縫,徹底清除十分困難。若接頭處有油污等存在,焊接時容易產生氣體,氣體殘留在焊縫中容易形成氣孔等缺陷。
2.5換熱管與管板焊接注意事項[7-8]
2.5.1換熱管和管板焊接接頭較特殊,除了受到管程和殼程壓力的作用外,還受管板變形的影響,特別是固定管板式換熱器還受溫差應力的影響。角焊接接頭不僅本身具有應力集中,同時還存在焊接熱應力。由于管板開孔較密集,焊接時受熱的影響較大,熱應力集中點多,因此微裂紋產生的可能性大。
2.5.2將換熱管管頭打磨出金屬光澤、管板鉆孔后應立即進行施焊,放置時間太長容易再次生銹。若涂防銹油劑,組裝時難以清理,容易導致焊肉中雜質較多。
2.5.3采用氬弧焊焊接時,應避免電流過大。若電流過大,易將管頭燒穿,從而形成過大的熔瘤。氬氣一定要隨焊接速度、電弧長度的增加而增加,以保證焊接質量。
2.5.4焊接時,焊渣及凸出于換熱管內壁的焊瘤均應清除干凈。對于焊縫缺陷的返修,應先清除缺陷后補焊。
2.6焊后處理及其他
2.6.1焊接結束后,應先對檢測部位進行修磨處理。在外觀檢查合格后,按技術要求進行無損檢測。
2.6.2試件焊接應由具有相應資格的焊工擔任,且 應嚴格按照通過的焊接工藝評定進行施焊。
3 工藝試驗結果
根據NB/T 47014—2011的要求,按焊接工藝對10個接頭進行了焊接,并進行了以下檢驗。
3.1外觀檢驗
在焊接過程中,分別對第一層填絲焊縫、第二層填絲焊縫進行了外觀檢驗,目測焊縫表面無氣孔、弧坑、咬邊等缺陷,焊縫成型良好,且沒有未熔化的管頭和焊絲,外觀檢查合格。
3.2滲透檢測[9]
根據JB/T 4730.5—2005《承壓設備無損檢測——第五部分:滲透檢測》對10個焊接接頭進行表面滲透檢測。檢測前先對試樣進行打磨清理,用清洗劑HR-ST清洗,然后噴灑滲透劑HP-ST,待10 min后用清洗劑將焊縫表面清洗干凈,最后噴灑顯像劑HD-ST顯像。10 min后,用10倍的放大鏡進行觀察。檢查結果為無表面氣孔、表面裂紋、咬邊等缺陷,試驗結果合格。
3.3宏觀金相檢驗
任意選取對角線位置的兩個接管,在接頭中間切開[4],將8個接頭剖面的焊腳打磨拋光,用10%的過硫酸銨水溶液進行腐蝕[10],用蘸有腐蝕劑的棉球在剖面處往返擦拭2~3次,然后用酒精清洗,緊接著用清水沖洗,再用吹風機將焊縫表面吹干。最后,在10倍的放大鏡下進行觀察,未發現裂紋、未熔合、咬邊等缺陷,試驗結果合格。
3.4角焊縫厚度檢測
對上述拋光腐蝕后的8個接頭剖面,借助10倍放大鏡與游標卡尺進行角焊縫厚度檢測,其角焊縫厚度分別為6.62 mm、7.00 mm、7.12 mm、7.40 mm、6.80 mm、7.10 mm、7.08 mm、6.96 mm。根據NB/T 47014—2011《承壓設備焊接工藝評定》附錄D的規定,角焊縫厚度值均大于2/3倍管壁厚度2 mm,試驗結果合格。
3.5硬度測定
用TH110里氏硬度計對焊接接頭(焊縫中心、熱影響區、母材)進行硬度測試,其硬度值分別為:焊縫中心(三點平均值)220 HL;熱影響區(三點平均值)167 HL;母材(三點平均值)217 HL。由測試結果可知,焊縫區硬度略高于基體母材,熱影響區硬度最低。由于填充金屬在快速冷卻的過程中晶粒細化,且有一定的淬硬傾向,故焊縫區硬度略高于基體母材。熱影響區在焊接過程中相當于一次正火處理,因此這一區域珠光體與馬氏體增多,塑性增大,硬度降低。
4 結論
本文研究了15CrMoR換熱管與管板的焊接工藝評定,采用非熔化極氣體保護焊在選定的焊接參數下施焊,獲得了性能良好的焊接接頭。
(1)焊接時一定要嚴格按照擬定的焊接工藝進行焊接,其中預熱溫度、層間溫度、焊后熱處理溫度更是要嚴格控制,且焊接過程中的層間溫度不得低于預熱要求的最低溫度150℃。
(2)按照NB/T 47014—2011《承壓設備焊接工藝評定》的要求,對焊接接頭進行了相應的檢測試驗,試驗結果合格。
(3)通過對15CrMoR換熱管與管板焊接工藝的評定,將該非熔化極氣體保護焊工藝成功應用到換熱管與管板的焊接中,不僅提高了焊接效率和焊接質量,而且得到了監檢部門的認可。
參考文獻
[1]蘇海清.15CrMoR鋼的焊接工藝[J] .焊接技術,2006,35(5):63-64.
[2]王懷建,李雷.15CrMoR鋼焊接接頭的組織和力學性能[J] .金屬鑄鍛焊技術,2008,137(3):78-79.
[3]焊接學會.焊接手冊(第2卷)[M] .北京:機械工業出版社,2008.
[4]NB/T 47014—2011承壓設備焊接工藝評定[S] .
[5]中國機械工程學會熱處理學會.熱處理手冊(第一卷):工藝基礎[M] .北京:機械工業出版社,2008.
[6]NB/T 47015—2011壓力容器焊接規程[S] .
[7]GB/T 151—2014熱交換器[ S ] .
[8]時鴻儒,劉惠杰.換熱器管板的焊接變形與控制[J] .化學工業與工程技術,2005,26(3):46-47.
[9]JB/T 4730.5—2005承壓設備無損檢測——第5部分:滲透檢測[S] .
[10]機械工業理化檢驗人員技術培訓和資格鑒定委員會.金相檢驗[M] .上海:上海科學普及出版社,2003.
化機制造
Research on Welding Technology of 15CrMoR Heat Exchange Tube and Tube Sheet
Wu Shouhui Chen Zhiqiang Xue Jiaozu Wu Yunzhi Pan Lijie
Abstract:The welding technology of the 15CrMoR heat exchange tube and tube sheet is studied and evaluated.The welded joints with good performance are obtained through the welding under the protection of the non-consumable gas and with the selected welding parameters.The macroscopic testing and hardness testing on the welded joints, as well as the penetrant testing on the cross section of the joints are carried out.The results show that the properties of the joints completely satisfies the operating requirements.
Key words:Heat exchange tube; Tube sheet; Welding technology; Gas shielded welding; Welded joint
(收稿日期:2015-06-26)
中圖分類號TQ 050.6
DOI:10.16759/j.cnki.issn.1007-7251.2016.02.014
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39