一種基于工件幾何特征優化的能耗模型及應用**
2016-04-07 11:59:15易敏張華鄢威
制造技術與機床 2016年12期
易 敏 張 華 鄢 威
(武漢科技大學機械自動化學院,湖北 武漢 430081)
一種基于工件幾何特征優化的能耗模型及應用**
易 敏 張 華 鄢 威
(武漢科技大學機械自動化學院,湖北 武漢 430081)
制造過程中能耗的影響因素很多,加工工藝、工藝路線、工件加工特性等都會影響制造系統能耗。針對工件加工制造過程能耗優化問題,首先在工件加工特征層面,提出特征能耗單元概念,并建立特征能耗單元模型。然后利用物元法,結合工件幾何特征類樹,構建了以特征能耗單元為基礎的工件幾何特征能耗物元模型。從該模型中提取能耗影響因子k,優化工件幾何特征,直觀地達到控制工件特征來優化加工制造過程能耗的目的,為控制需加工實現的工件幾何特征的目標能耗提供理論參考。最后,以軸類工件外圓特征車削加工為例驗證分析了該模型的有效性。
特征類樹;特征能耗單元;能耗影響因子;物元模型
近年來,隨著制造業資源消耗和環境影響問題的日益嚴峻,與綠色制造、低碳制造、可持續制造、再制造相關的制造系統及制造過程的能耗問題研究非常活躍。國內很多研究人員針對工件加工特征的能耗特性展開了研究,并取得了一定的成果。文獻[1]從節能優化、產品綠色性評估、企業資源配置、機床綠色設計4方面對機床能耗模型的應用進行了詳細的論述。文獻[2]提出一種基于能量守恒原理的數控車削能耗模型。文獻[3]針對數控機床能耗類型復雜,建模難等問題,提出一種數控機床能耗通用模型。該模型將定性的能耗描述轉化為能耗的定量方程,為預測和實時監測機床能耗提供依據。文獻[4]建立數控車床切削參數能量消耗和加工效率模型,設計了一種基于多目標教與學優化算法來求解切削能量效率優化模型。文獻[5]提出一種利用幾何信息的加工特征識別方法,建立加工資源、加工表面和加工方法3類信息模型。文獻[6]利用能量模塊劃分的方法,以此來闡述工件制造系統過程中的能耗情況。文獻[7]詳細分析了機床切削過程的固定能耗和變動能耗,建立了機床切削過程能量消耗模型,并基于鉆削加工實驗指出了工藝參數對機床能耗的影響關系。文獻[8]進行了面向產品能量優化的能量設計因子研究,分析產品使用階段的能量因素與能量消耗之間的關系,并建立能量消耗模型。文獻[9]在面向機械裝備節能設計的能耗信息描述與集成的基礎上,提出一種開放的能量信息描述模型——能量分解結構(EBS),并建立設計能量信息集成模型以表達設計信息的能量特征,以此來實現能量信息和設計信息的本質關聯。文獻[10]搭建基于支持向量機數控機床能耗與切削參數的模型,為數控機床節能,能耗定額問題提供理論依據。文獻[11]基于BP神經網絡搭建數控機床能耗與切削參數的模型,并利用遺傳算法對切削參數進行優化。文獻[12]針對數控機床能量源多、加工參數動態變化等特點,提出一種數控機床多能量源的動態能耗建模與仿真方法。
以上研究所探討的重點主要圍繞以切削參數、加工資源、多能量源等為優化目標來建立機床能耗模型,少部分涉及到面向工件特征的制造過程能耗優化模型的研究。本文通過以工件幾何特征為切入點,特征能耗單元為基礎,建立基于工件幾何特征優化的能耗模型。通過引入能耗影響因子k來控制工件幾何特征的改變,即材料去除的量,促使機床加工各個幾何特征的能耗發生相應變化,能夠直觀地反映出工件制造過程能耗優化。
1 特征能耗單元模型
1.1 特征能耗單元的概念
特征能耗單元作為一個工件加工的某一特征能耗表達的基本單元,主要包括3大部分:制造資源特征能耗、工藝特征能耗及其他損耗能耗。制造資源能耗體現在機床裝夾刀具、工件等所產生的能耗,工藝特征能耗主要表現在工件從毛坯到目標成品的整個切削過程所產生的能耗,其他損耗能耗如加工噪音、振動等。
特征能耗中的絕大部分能耗主要集中在工藝特征能耗中,即完成改變工件幾何特征而進行的切削活動所產生的能耗。本文將重點闡述通過對工藝特征能耗的控制來體現對加工制造過程能耗模型的優化。
1.2 建立特征能耗單元模型

工藝特征能耗以集合的形式描述工件加工過程的能耗表達途徑。工藝特征={切削用量,加工余量,加工次數,…},切削用量、加工余量等為能耗控制單元,均反映在對工件幾何特征的改變狀態上,即材料的去除。k反映工件加工能耗屬性的控制要素。工件的原始幾何特征={C1,C2,…,Cn},添加能耗影響因子k后的工件目標幾何特征={k1C1,k2C2,…,knCn}。
能耗影響因子k作為輔助能耗參數,是對工件幾何特征進行優化,即控制工件的外形尺寸或性能發生改變,有利于目標工件在滿足幾何特征需求的基礎上選擇能耗最少的工件幾何特征,從而進行加工;工件的加工方式不同,其產生的能耗也存在明顯差異。在軸的一種幾何特征單元——外圓特征的基礎上,結合車削材料去除率來具體闡述能耗影響因子k的運用。
車削材料去除率MRR為
MRR=π(d毛坯·ap-ap2)f·n
(1)
ap=k·d毛坯(kmin≤k≤kmax)
(2)
(3)
(4)
(5)
E=p·T
(6)
綜合式(1)~(6)可得
(7)
式中:k為能耗影響因子;d毛坯表示毛坯軸段的外圓特征直徑;ap為背吃刀深度;f為每轉走刀量;n為轉速;d目標值表示軸段的外圓特征目標直徑;r表示吃刀次數,lm表示毛坯軸段的長度;p表示在線測試的功率;t表示每次縱走刀時間;T為加工總時間;E表示一種特征單元的能耗值。
2 面向工件幾何特征能耗物元模型
2.1 物元理論基礎
物元是描述實物的基本元,它以有序的三元組來處理在某些條件下用通常方法無法達到預期目標的不相容問題。描述方式如下式:
R=(M,C,X)
(7)
式中:R為物元;M為描述的實物;X為M關于C所取的量值;C為特征的名稱。以上三者稱為物元的三要素。
一個事物可以由多個特征,設R=(M,C,X)是一個多維物元,C=[c1c2…cn]是特征向量,X=[x1x2…xn]是特征向量C的量值,則多維物元定義為
(8)
其中,Ri=(Mciyi)(i=1,2,…,n)被定義為R的分物元。
2.2 建立工件幾何特征類樹
根據CAD模型中集成的加工特征信息對工件CAD模型拆分建立幾何特征類樹,所述特征類樹用于表示各幾何特征類及其層次關系和結構。建立工件幾何特征類樹的具體方法為:
將工件幾何特征分為簡單特征和復雜特征,其中簡單特征是特征的最小單元;然后再將復雜特征按加工要求分為基本特征和組合特征,將簡單特征分為主特征和輔特征兩種,并以特征類樹的結構形式將所有特征遞進排列,每個結點代表一個特征類。建立如圖2所示的工件幾何特征類樹。
在幾何實體造型信息中,簡單特征是組成工件形體結構的基本單元,復雜特征可以含有一個簡單特征,也可以含有不同的簡單特征,或者可以包含相同的簡單特征但是數目不同。在工件工藝特征能耗中涉及的首要問題是工件幾何特征(C)的改變,同時工件幾何特征也是工件全生命周期的開端部分。優化工件幾何特征是控制工件在加工過程中產生能耗的關鍵。通過特征能耗單元建立工件幾何特征能耗物元模型,如圖3所示。


運用可拓學并結合能耗特征單元,將有序三元組R=(M,kC,X)作為描述工件從裝夾加工開始到所有幾何特征加工完成的整個生命周期能耗模型的基本邏輯單元。其中M表示待加工工件,C表示待加工工件幾何特征,kC表示在參數k(能耗影響因子)作用下而優化后的待加工工件幾何特征,X表示待加工工件特征能耗。特征能耗信息主要包含待加工工件各幾何特征對應采取的加工方法,以及加工方法中選用的加工設備和相應的加工參數。此外,M可代表不同層面的物元,即可表示工件加工過程中不同的生命周期階段、某一種加工工藝過程、加工中所采用的某一套加工設備,或者具體到加工中的加工參數等。
2.3 調節能耗影響因子k
能耗影響因子k的作用是優化工件幾何特征(直徑、長度等),以此調節機床每加工完單個幾何特征的所需能耗值。在k(kmin≤k≤kmax)的可調范圍內,選取不同的k值,由式(2)可知,刀具每次背吃深度ap發生相應變化(機床切削參數約束范圍內);由式(3)可知,完成單特征毛坯尺寸到目標尺寸的總吃刀次數r發生相應變化;因為r變化,又由式(4),導致完成該單特征加工的時間t發生變化;最后,由式(6)可知,加工完單特征的能耗將發生變化。
當k值增大,ap增大,在去除同等材料量時,r將減少;當k值減小,ap減小,在去除同等材料量時,r將增大。二者情況相互制約,于是存在合適的能耗影響因子k,導致完成單特征的加工能耗出現最少能耗臨界趨勢。通過應用分析,驗證了參數k對該能耗模型的優化作用。某種軸類工件包含內外圓柱面,端平面,臺階面,鍵槽,內孔等幾何特征。
則優化后的軸類幾何特征表示為:
{內外圓柱面,臺階面,內孔…}
={k1C1,k2C2,k3C3,…}
(9)
則各個幾何特征加工能耗表示為:
{Ek1C1,Ek2C2,Ek3C3,…}
那么加工該種軸類工件的所有幾何特征后的總能耗可以表達為
Eall=Ek1C1+Ek2C2+Ek3C3+Ek4C4+…EknCn
(10)
其中:Eall表示加工整個軸的目標能耗值;Ek1C1表示加工幾何特征內外圓的目標能耗值;Ek2C2表示加工幾何特征臺階面的目標能耗值;同理,EknCn表示加工第n個幾何特征的目標能耗值。
3 應用分析
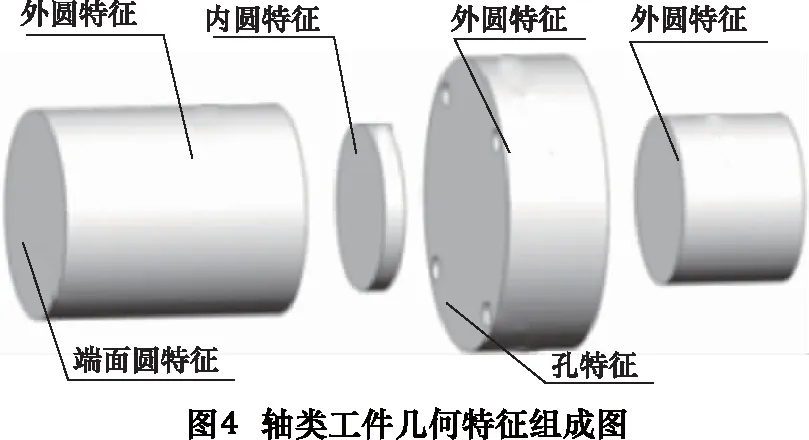
下面以軸類工件為例對該能耗物元模型進行應用分析。先給出軸類工件的幾何特征結構組成圖,如圖4所示。幾何特征層是工件模型結構組成中的核心部分,每個幾何特征反映工件制造型面需要經過一系列的加工過程才能形成。
以軸段的外圓特征加工優化為例,現給出該軸段的毛坯直徑為54 mm,長度為100 mm,需加工得到目標直徑為50 mm,長度為100 cm的軸段。本次選擇CK6136i數控車床,1~6組為一類,進給量為定值0.08 mm/r,主軸轉速為定值400 r/min;7~12為一類,進給量為定值0.12 mm/r,主軸轉速為定值400 r/min;13~18為一類,進給量為定值0.08 mm/r,主軸轉速為定值450 r/min等。得到如表1的實驗測試數據記錄。

由以上測試數據和能耗值分布圖5可知,當k取0.93%~1.4%時,背吃刀深度逐漸增大,加工次數減少,車削加工時間減少,能耗值的分布呈下降趨勢;當k取1.4%~2.5%時,背吃刀深度增加,外圓車削功率逐漸增大,導致加工過程的能耗發生變化,且能耗值的分布呈上升趨勢;當k取1.2%~1.5%時,即每次的背吃刀深度為0.6~0.8 mm,車削次數為5次或者6次時,完成該外圓特征的加工,呈現最少能耗臨界趨勢。由此可見,選取合適的能耗影響因子k,進行幾何特征優化,對加工過程能耗優化的實現有著重要的影響作用。
表1 測試數據

序列組號能耗影響因子k/(%)吃刀次數r背吃刀深度ap/mm進給量f/(mm/r)主軸轉速n/(r/min)切削時間t/s外圓車削功率p/kW能耗值E/(kW·h)12.531.330.08400562.50.49910.07821.8541.000.08400750.00.31430.06531.4850.800.08400937.50.24140.06341.2360.670.084001125.00.22390.07051.0670.570.084001312.50.20780.07660.9380.500.084001500.00.18690.07872.531.330.12400375.00.51690.05481.8541.000.12400500.00.38290.05391.4850.800.12400625.00.29860.052101.2360.670.12400750.00.26090.054111.0670.570.12400875.00.24890.060120.9380.500.124001000.00.22090.061132.531.330.08450500.00.52010.072141.8541.000.08450666.70.35690.066151.4850.800.08450833.40.28130.065161.2360.670.084501000.00.23090.064171.0670.570.084501166.70.20980.068180.9380.500.084501333.40.18920.07019……………………
4 結語
(1)針對工件CAD模型特點,建立工件幾何特征類樹,并給出其描述方式,用于表示各幾何特征類及其層次關系和結構。
(2)基于物元理論,構建了以特征能耗單元為基礎的工件幾何特征能耗物元模型。從該模型中提取能耗影響因子k,優化工件幾何特征,直觀的達到控制工件特征來優化加工制造過程能耗的目的,為控制需加工實現的工件幾何特征的目標能耗提供理論參考。
(3)本文只提供了從工件幾何特征角度獲取目標能耗的思路框架,如何具體的實現以加工特征為切入點的工件加工能效優化是下一步研究重點。
[1]李濤,孔露露,張洪潮,等.典型切削機床能耗模型的研究現狀及發展趨勢[J].機械工程學報,2014,50(7):102-107.
[2]黃拯滔,張超勇,羅敏,等.一種基于能量守恒原理的數控車削能耗模型[J].中國機械工程,2015,26(18):2419-2422.
[3]胡韶華.數控機床通用能耗模型及應用[J].組合機床與自動化加工技術,2013(10):113-115.
[4]周志恒,張朝勇,謝陽,等.數控車床切削參數的能量效率優化[J].計算機集成制造系統,2015,21(9):2411-2414.
[5]湯岑書,褚學寧,孫習武,等.基于幾何與公差信息的加工特征識別方法[J].計算機集成制造系統,2010,16(2):256-260.
[6]Weinert N,Chiotellis S,Seliger G.Methodolgy for planning and operating energy-efficient production systems[J].CIRP Annals-Manufacturing Technology,2011,60(1):41-44.
[7]Schlosser R,Klocke F,Lung D.Sustainability in manufacturing-energy consumption of cutting processes[C].Proceedings of 8thCIRP Global Conference on Sustainable Manufacturing ,2010,(11):22-24.
[8]何平,劉光復,周丹,等.面向產品能量優化的能量設計因子研究[J].機械科學與技術,2012,31(6):958-962.
[9]孫清超,魏靜,孫偉,等.面向機械裝備節能設計的能耗信息描述與集成[J].機械工程學報,2014,50(1):111-115.
[10]陳薇薇,張華,向琴,等.基于支持向量機數控機床切削能耗預測方法研究[J].機械設計與制造,2014,11(11):54-56.
[11]謝東,陳國榮,施金良,等.基于BP神經網絡數控機床切削能耗的研究[J].機床與液壓,2012,40(1):54-57.
[12]何彥,林申龍,王禹林,等.數控機床多能量源的動態能耗建模與仿真方法[J].機械工程學報,2015,51(11):123-127.
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
A model of energy consumption and its application based on workpiece geometry feature optimization
YI Min, ZHANG Hua, YAN Wei
(School of Machinery and Automation, Wuhan University of Science and Technology, Wuhan 430081, CHN)
Many factors affect the energy consumption in the manufacturing process, such as processing technology, process route and workpiece machining characteristics, which will all affect the energy consumption of manufacturing system. According to the problem of energy consumption optimization for workpiece machining manufacturing process, firstly, put forward the concept of feature energy consumption unit and the model of feature energy consumption unit at the workpiece machining feature level. Then, by using matter element method, and combined with the feature of workpiece geometry class tree, construct workpiece geometry characteristics of the matter-element model of energy consumption on the basis of feature energy consumption unit. Extract energy consumption influence factor from the model, optimize the workpiece geometry features, intuitively achieve the purpose to optimize energy consumption of manufacturing process, by controlling the workpiece characteristic, which will provide the theoretical reference to control the goal of energy consumption for machining workpiece geometry features. At last, an example for machining the characteristics of cylindrical of shaft parts is performed to verify the effectiveness of the model.
feature tree; feature energy consumption unit; energy consumption influence factor; matter-element model
*國家自然科學基金項目(51275365);國家863計劃資助項目(2014AA041504);武漢科技大學青年科技骨干培育計劃項目(2015X2049)
TH-39
A
10.19287/j.cnki.1005-2402.2016.12.001
易敏,男,1990年生,在讀碩士,研究方向為綠色制造。
(編輯 李 靜)
2016-05-03)
161209
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當代陜西(2019年10期)2019-06-03 10:12:04
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
