大型集裝箱船涂裝設計的特點和施工方法研究
2016-03-18 10:17:35孫有君侯春蕾陳紅梅
造船技術 2016年1期
孫有君, 周 智, 侯春蕾, 陳紅梅
(1.大連船舶重工集團設計研究所有限公司, 遼寧 大連116001;2.大連船舶工程技術研究中心有限公司, 遼寧 大連 116001;3.海艙工程設備有限公司, 遼寧 大連 116021)
?
大型集裝箱船涂裝設計的特點和施工方法研究
孫有君1, 周智2, 侯春蕾3, 陳紅梅1
(1.大連船舶重工集團設計研究所有限公司, 遼寧 大連116001;2.大連船舶工程技術研究中心有限公司, 遼寧 大連 116001;3.海艙工程設備有限公司, 遼寧 大連 116021)
摘要在介紹大型集裝箱船船體結構特點的基礎上,分析了大型集裝箱船對涂裝設計的特殊要求,探討了大型集裝箱船涂裝設計的思路。通過對多個大型集裝箱船涂裝設計經驗的總結,歸納了大型集裝箱船涂裝設計的特點和涂裝施工的方式方法及其取得的效果。
關鍵詞集裝箱船涂裝設計施工
Research on Painting Design Feathers and Construction Methods of Large Container Ship
SUN You-jun1, ZHOU Zhi2, HOU Chun-lei3, CHEN Hong-mei1
(1.Dalian Shipbuilding Industry Engineering and Research Institute Co., Ltd., Dalian Liaoning 116001,China; 2.Dalian Shipbuilding Technology Research Center Co., Ltd., Dalian Liaoning 116001, China;3.Haicang Engineering & Equipment Co., Ltd., Dalian Liaoning 116021, China)
AbstractBased on introducing the hull structure feathers of Large Container Vessel, this thesis analyses the painting special design requirement of Large Container Vessel, and discusses the thought of painting design. Through summarizing the painting design experience of many Large Container Vessels, this thesis concludes painting design feathers, ways and methods of painting applying, and the results achieved on Large Container Vessel.
Keywords Container vesselPaintingDesignApplication
0引言
隨著集裝箱產業的發展,集裝箱船越來越受到各國航運業業主的重視。集裝箱船的裝卸效率可比普通雜貨船高30~70倍,停港時間可比普通雜貨船縮短5~6倍,并減少了運貨裝卸中的貨損量,使船東的經濟效益顯著提高,因此船東的造船熱情逐年高漲。根據券商Banchero Costa的統計,2015年集裝箱船新造船交付量預計將達到255艘,達到自2010年以來的最高水平。同時,集裝箱船的規模也越來越大。根據中國船舶網的報道,當前,法國達飛輪船已經訂購了20 600TEU的集裝箱船。在2015年所交付的集裝箱船中,8 000TEU以上的集裝箱船占據85%的比例。
當然,隨著集裝箱船規模的增大,其建造的難度也在不斷地增加,大型、超大型的集裝箱船并不是隨便哪個小船廠都能夠建造得起來的。且不說船舶結構方面的設計和建造難度,單就船舶的涂裝方面,大型集裝箱船也是有許多的特點和特殊的施工要求。
1大型集裝箱船與涂裝相關的特點和涂裝要求
1.1集裝箱船簡介
按照裝運集裝箱的情況,集裝箱船可分為部分集裝箱船、全集裝箱船和可變換集裝箱船三種。
部分集裝箱船是以船的中央部位作為集裝箱的專用艙位,其他艙位仍裝普通雜貨。
全集裝箱船是專門用以裝運集袋箱的船舶。它沒有內部甲板,船體其實就是一座龐大的倉庫。當前最大的集裝箱船長度達到399 m,其“倉庫”容量可見一斑。單島型集裝箱船駕駛室和機艙設在船艉,雙島型集裝箱船駕駛室和居住區位于船舶前部,機艙位于船舶后部,燃油艙布置在居住區下方。
可變換集裝箱船的貨艙內裝載集裝箱結構為可拆裝式。它既可裝運集裝箱,必要時也可裝運普通雜貨。
由于集裝箱船的載箱量越大,其運營成本越低,因此,當前船東大都訂購建造全集裝箱船,如圖1所示的型式。

圖1 全集裝箱船
集裝箱船的內部結構,除了必要的壓載艙結構,就是盛裝集裝箱的貨艙了。集裝箱船的典型橫剖面如圖2所示。
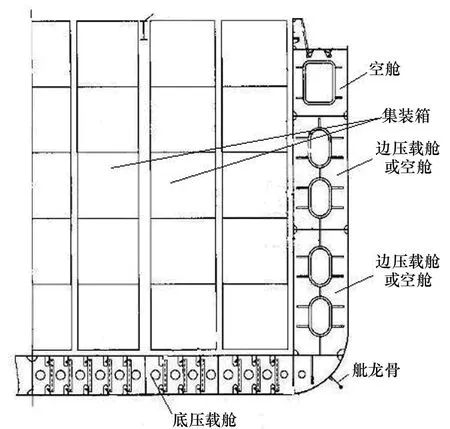
圖2 集裝箱船典型橫剖面示意圖(部分)
1.2集裝箱船與涂裝相關的特點和涂裝要求
通過資料的搜集整理和個人經驗,將集裝箱船與涂裝相關的特點歸納如下。
(1) 集裝箱船的船速一般較快,因此要求水下油漆應能夠盡可能地保證水下船體的順滑,即要求水下涂裝材料的摩擦系數要小。
表1列舉了一些常見貨運類船型的航速,可見集裝箱船的航速要求比一般的貨運類船舶高出許多。

表1 一些常見貨運類船型的航速 單位:kn
(2) 集裝箱船很多都伴有較高的冰區等級,這對船艏的外板抨擊加強提出了很高的要求,因此要求外板的涂層具有較強的耐寒性、耐沖擊力和耐磨性。
(3) 集裝箱船的舾裝件較多,特別是裝運和固定集裝箱的舾裝件,如:將集裝箱船分隔為若干小艙的垂直導軌、貨艙內的格柵式貨架等,對耐磨性要求較高。
(4) 集裝箱船由于貨艙的開口大,從穩性角度考慮,往往在舷側設壓載水艙。壓載水艙涂裝需要滿足PSPC要求,施工難度較大。
(5) 集裝箱船具有艏側推結構,艏側推結構的涂裝需要滿足不易附著海生物等要求。
(6) 集裝箱船具有抗橫傾設計,抗橫傾艙往往是壓載艙或兼做壓載艙,在涂裝上需要滿足PSPC要求。
(7) 集裝箱船具有與其它類型船舶完全不同的艙口蓋,其涂裝要求也具有獨特性,需要專門設計獨特的油漆配套。
2大型集裝箱船涂裝設計思路探討
針對集裝箱船的特點和特殊的涂裝要求,在大型集裝箱船的涂裝設計中,筆者認為應兼顧船東船檢的特殊要求和集裝箱船涂裝要求的特點,細致劃分涂裝區域,有針對性地設計涂裝配套和施工方案,達到涂裝的盡善盡美。可關注的幾個方面探討如下。
(1) 應充分理解船東對集裝箱船的涂裝要求,并將滿足船東要求作為涂裝設計的第一要務。
在船舶市場不景氣已成為常態的大背景下,更應準確理解船東的意圖和要求并盡可能地去滿足。首當其沖,必須仔細研究技術規格書,這種研究不僅僅局限于需要研究涂裝要求的章節,還要兼顧研究船舶的服務區域、環境條件、航速、設備配置等情況,全面了解需要涂裝的區域、部件、設備情況,以便有針對性地進行涂裝設計。
(2) 應清楚船級社對大型集裝箱船的涂裝要求,并按要求進行涂裝設計。為此,需要首先進行船級社規范的查詢和研究。例如,在船級社規范中,對于特殊區域腐蝕余量和易于過度腐蝕區域的描述,就有助于涂裝設計中涂料種類的選擇。再如,在CCS規范第1篇第4章,有“防污底系統的應用”,“建造中需向驗船師提供的文件:涂裝說明書”等要求,那么在船舶涂裝設計和施工過程中,就需要有針對性地采取一些措施,滿足船級社的要求。
(3) 應優先考慮以大型集裝箱船屬于鋼質貨船為基礎,滿足鋼質貨船的涂裝基本要求,再兼顧大型集裝箱船的特殊涂裝要求,如本文第1.2節所述的各項要求,來進行涂裝設計。表2是通常情況下,普通鋼制貨船(如散貨船、礦砂船、化學品船等)與大型集裝箱船的涂裝分區域設計情況。
對于與普通鋼制海船相同的涂裝區域,除按常規的設計思路,還要兼顧高航速等特殊要求設計;對于大型集裝箱船特有的涂裝區域,則需要研究其特點,設計出高效、低成本、耐用性好及便于維護的涂裝配套。
(4) 對特殊種類的油漆或有特殊涂裝要求或施工方法的油漆,在設計時就要給予特殊關注和說明,對現場施工進行設計方面的指導。
(5) 要積極推進涂裝設計和施工工藝的創新和改進。心中要有這個意識,然后貫徹到涂裝設計中。
3大型集裝箱船涂裝設計研究和特點總結
遵循上述的設計思路,進行整船的涂裝設計。對于特殊部位、特殊要求,研究其特點,進行專門的研究和分析,有針對性地進行個性化設計。綜合系列大型集裝箱船的涂裝設計經驗,總結出大型集裝箱船涂裝設計具有如下特點:
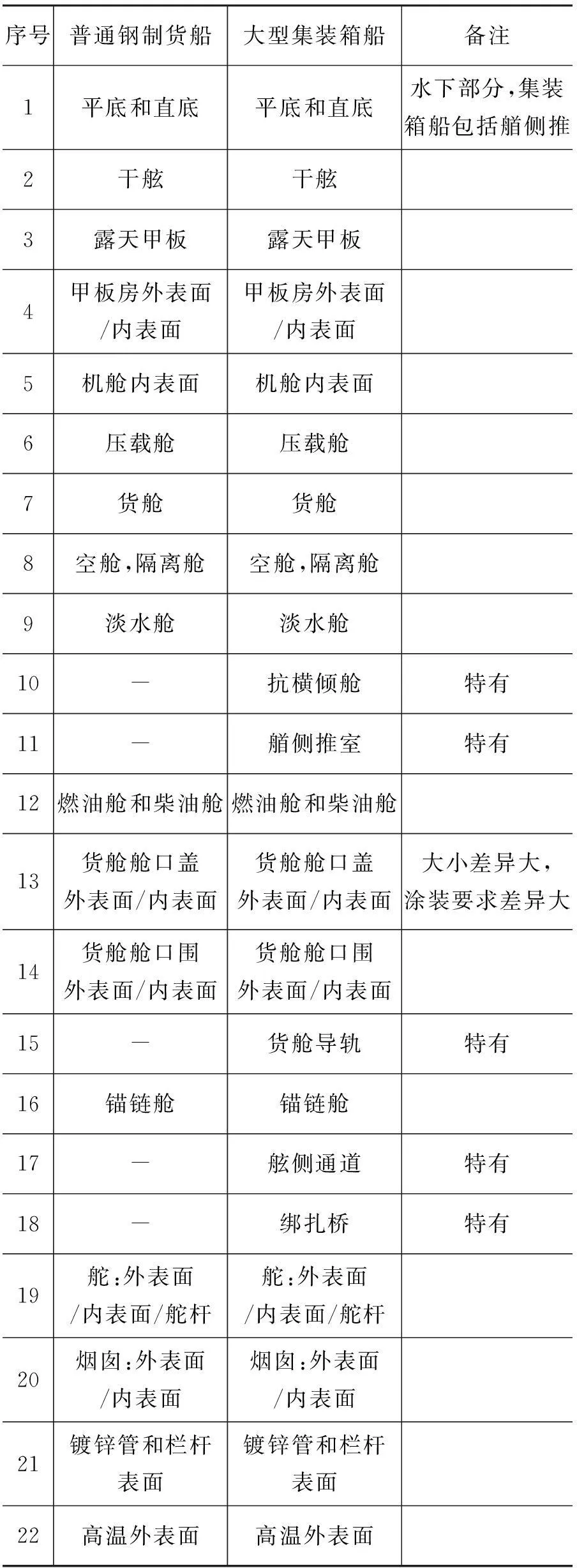
表2 貨運類船舶涂裝設計區域的一般劃分
(1) 涂裝設計的區域大體相同,基本如表2所示。作為集裝箱船,雖然承載的箱數不同,船東各異,船體線型也不盡相同,但畢竟最終的目的都是盡可能多地承載集裝箱,殊途同歸,作為同一船型,各種集裝箱船全船包含的結構還是大體相同的。因此,涂裝區域的劃分大體相同也就在情理之中。
(2) 水下船體大多采用“耐磨環氧+防污漆”的設計。自拋光型防污漆可以隨著船體的航行拋光表面,同時溶解表面油漆,防止海生物附著,減少航行阻力,節約燃料,提高航速。且耐磨環氧加防污漆的配套,也非常有利于滿足冰區耐磨和抗沖擊的獨特要求。
(3) 對于耐磨性要求高的區域設計耐磨油漆配套和相應的施工方案。如上述的水下油漆配套中,底層的耐磨環氧漆就是典型的耐磨油漆配套。再如艙口蓋及綁扎橋,使用時磨損情況比較嚴重,于是設計了無機硅酸鋅打底的耐磨涂裝配套。由于無機硅酸鋅油漆對底材的處理要求較高,因此在設計中要充分注意到這一點,將表面處理要求設計為全部噴砂處理至SA2.5級,車間底漆完好部位也不允許掃砂處理。
(4) 對于執行PSPC的艙室,進行精細化的涂裝設計。壓載艙執行PSPC,需要設計耐磨性好、抗腐蝕性強的涂裝配套、需要設計詳細的一次表面處理要求(包括表面處理方式和粗糙度要求,車間底漆要求)、二次表面處理要求(包括鋼板預處理要求、表面清潔處理要求、合攏后表面處理要求、粗糙度要求、灰塵要求、油污要求)等。然后在生產設計中進行深化和細化,達到減少和控制涂裝修補的目的,保證所有壓載艙的破損修補率在規定范圍內。
(5) 深化細化涂裝生產設計,更大限度地貫徹設計為生產服務的理念。為使分段涂裝生產施工錯誤率降到最低點甚至為零,對涂裝生產設計進一步深化細化,如:對壓載艙和貨艙進行分艙;利用開發TRIBON 系統超強的分段自動組合、翻轉解剖、消隱、照光等功能,對機艙分段采用雙圖標注,對機泵艙和樓子進行分層;對油柜進行分艙,所有免涂區域均用陰影網絡線標注;對直底、干舷進行高度尺寸標注,肋位標注等。
4大型集裝箱船涂裝施工方法的研究和效果
4.1大型集裝箱船涂裝施工必須滿足常規的涂裝施工要求
大型集裝箱船涂裝施工的環境,一般如表3所示。
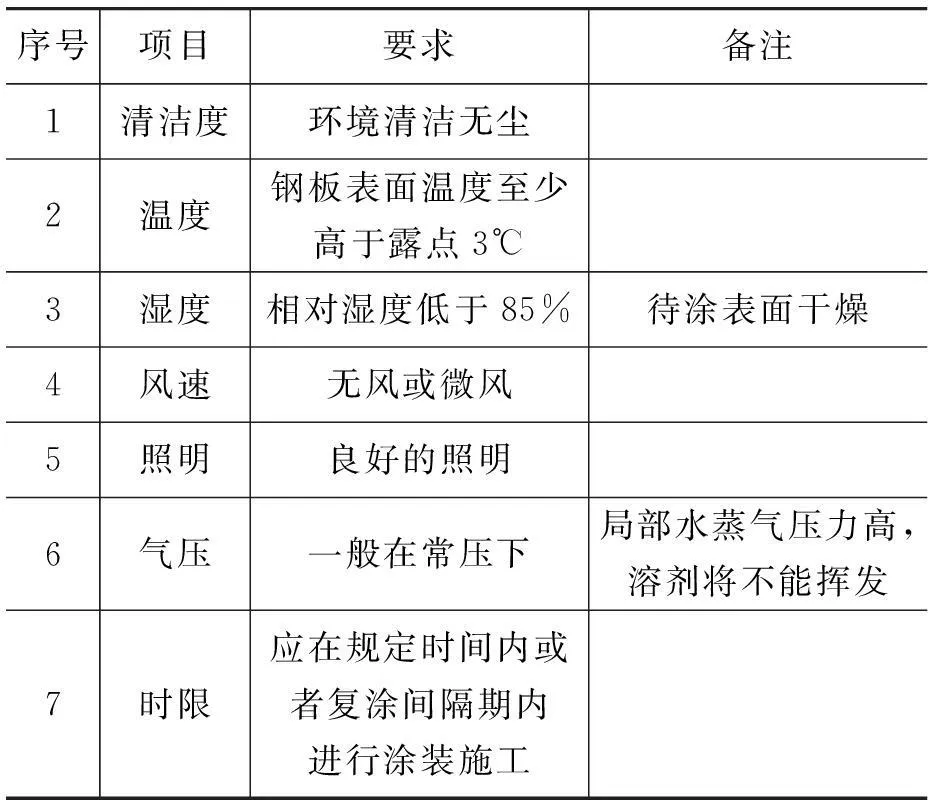
表3 涂裝施工環境的常規要求[2]
在密閉或狹小空間進行涂裝施工及油漆干燥期間,應注意大量通風,關注密閉空間涂裝施工的安全問題,特別防止燃爆事故的發生。涂裝完畢后,在4小時內嚴禁漆膜遭到沖刷、雨淋、霜雪覆蓋等。遇到突發事件時,應及時做好漆膜的保護工作。施工工具、容器可用專用稀釋劑清洗干凈以備反復使用。
在涂裝施工的方法上,無氣噴涂是船舶涂裝的主要方式,用于大面積的涂裝如分段、艙室、甲板、外板的涂裝。刷涂和輥涂適用于小件的涂裝或預涂。
4.2特殊的油漆,必須采用對應的施工方法
艙口蓋涂裝無機硅酸鋅底漆,該油漆防腐性能優越,但施工要求較高,過程控制要求嚴格,要求施工溫度、相對濕度以及干膜厚度均要控制在規定范圍內,表面清潔處理要求高,表面不能有油,否則涂層容易出現脫落等問題。為此通過與油漆商共同研究,制定合理的施工工藝程序,包括噴涂設備的選用、表面處理要求、噴涂施工要領、環境條件的監控以及注意事項等。
4.3艙口蓋及綁扎橋涂裝工藝創新
一般來說,艙口蓋和綁扎橋應屬于舾裝件,根據舾裝件的涂裝工藝要求,涂裝配套應該是兩度通用環氧底漆,加一度專船環氧面漆。而如果采用專船油漆則可以是一度環氧底漆和一度環氧面漆.為了節省油漆,降低材料成本,在綁扎橋涂裝設計上進行了工藝創新,修改了涂裝配套、涂裝度數、每一涂層的漆膜厚度和施工的順序,既節省了油漆,又減少了磨損和浪費,還節省了工時.例如,在最近建造的某型集裝箱船上,艙口蓋和綁扎橋采用舾裝件的涂裝工藝修改后比修改前共節省油漆4 800余升/船, 稀釋劑700余升/船。
4.4淡水艙涂裝工藝改進
一般情況下,船舶建造的淡水艙涂裝全部都是合攏后整體涂裝施工,要求高,難度大,整艙必須滿打腳手架,整艙進行噴砂,表面處理要求達到Sa2.5級,同時必須具有良好的通風和照明條件,該施工方法人工費、成本費高、具有一定的危險性。在大型集裝箱船上,淡水艙原技術規格書也要求采用上述涂裝施工工藝。為規避這些問題,減小施工難度,涂裝設計人員提出淡水艙改進涂裝施工工藝,經與項目組、施工部門和油漆商溝通研究,并征求船東的意見,達成共識,在噴砂除銹、涂裝施工的各個階段進行工藝改進,使表面處理和涂裝施工分別得到妥善處理,既能滿足技術要求,又使施工便捷。顯著提高了工作效率、節省了施工工時、材料成本、人工成本,同時還降低了施工的危險性,一舉數得。
4.5從設計源頭改進傳統施工方法
按以往涂裝生產設計慣例,是按規定的設計膜厚在分段階段涂裝一度、二度油漆或完工狀態,但對于分段僅涂一度漆的部位,在分段涂裝后,會由于各種不同的原因,導致該度涂層破損嚴重,待合攏后修補時,需全部重新打掉,重新滿噴涂一度漆,造成該度漆的大量浪費。為此,創新涂裝現場施工工藝,合理細化、優化涂裝生產設計,采取一度漆薄噴的生產設計方法,既滿足分段階段臨時保護的需要,又能降低涂裝成本
5結果和討論
大型集裝箱船涂裝的設計和施工,主要是要滿足航速高、個別區域耐磨性要求高的特點。針對航速要求高,水下部分需要設計順滑性好的油漆配套。對于艙口蓋和綁扎橋等磨損嚴重的部位,除了要設計耐磨的油漆配套,還要相應地深化和細化生產設計,保證其從表面處理到油漆施工能夠實現設計意圖,滿足實際需要。而對于淡水艙等施工工藝的改進和對分段階段施工漆膜厚度的創新設計,則不但保證了大型集裝箱船涂裝施工的效果,而且節省了大量的人力物力,值得推廣和借鑒。
參考文獻
[1]陳躍泓,馮學良,李小靈.超大型集裝箱船發展趨勢和關鍵技術[J].江南造船,2013(4):6-10.
[2]陳紅梅.浮式生產儲油船涂裝設計與施工的研究[D].大連:大連理工大學,2010.
[上接第59頁]
(2) 相同功率,焊接速度較大時,焊縫存在時間短,焊縫較窄,氮氣逸出空間小,滯留在焊縫中成為氣孔,且隨著焊接速度的提高,激光焊的“小孔”穩定性降低,更易產生氣孔; 當焊接速度降低到臨界值時,焊縫中幾乎無氣孔;而當焊接速度降低到臨界值以下時,原本以固溶態存在的氮又一次成為氮氣滯留焊縫中形成氣孔。
(3) 焊接接頭顯微分析可知母材組織為奧氏體,掃描電鏡下為不同位向的束狀組織;焊縫區組織為奧氏體彌散分布部分Cr2N。隨著熱輸入的增加,熱影響區寬度及晶粒大小發生明顯的增加。
(4) 隨著熱輸入的增加,焊縫及熱影響區的硬度值略微減小。焊接接頭拉伸試驗斷裂部位均為焊縫區,斷口出現明顯韌窩,為韌性斷裂。隨著熱輸入的提高,抗拉強度提高,韌窩深度和數量都明顯增加。
[1]Speidel M O. Properties and application of high-nitrogen steels[M].Institute of Metals, 1989.
[2]夏明生,田志凌,彭云,等.高氮奧氏體不銹鋼的氮化物析出及其對焊接性影響[J].焊接學報, 2005, 26(12):108-112.
[3]Ilola R J, Hanninen H E, Ullakko K M. Mechanical properties of austenitic high-nitrogen Cr-Ni and Cr-Mn steels at low temperatures [J]. ISIJ International, 1996,36(7):873-877.
[4]杜挽生,彭云,趙琳,等.高氮奧氏體不銹鋼MIG焊接頭的組織和性能[J].焊接,2008 (12):25-29.
[5]李冬杰,陸善平,李殿中,等.高氮鋼焊縫的組織和沖擊性能研究[J].金屬學報,2013(2):129-136.
中圖分類號U671
文獻標志碼A
作者簡介:孫有君(1969-),男,主任設計師。從事船舶涂裝工作。
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
船舶(2021年4期)2021-09-07 17:32:22
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
設備管理與維修(2015年12期)2015-04-09 06:57:24