平臺鏜孔工藝有效縮短建造周期的實踐研究
2016-03-18 10:18:42盛慶
造船技術 2016年1期
盛 慶
(上海江南長興重工有限責任公司, 上海 201913)
?
平臺鏜孔工藝有效縮短建造周期的實踐研究
盛慶
(上海江南長興重工有限責任公司, 上海 201913)
摘要該文就施工前移這一手段提出了總段平臺鏜孔應具備的條件和具體的施工要求,并以某一類主機飛輪端與中間軸平臺鏜孔實際生產數據為支持,分析了改進后的平臺鏜孔工藝的優越性,即有效縮短后行建造周期。
關鍵詞總段鏜孔平臺鏜孔節奏與周期
Practice Study on Shortening the Construction Period Effectively by Block Platform Boring Technology
SHENG Qing
(Shanghai Jiangnan Changxing Heavy Industry Co., Ltd., Shanghai 201913, China)
AbstractThis paper presents the necessary conditions and specific requirements for the block platform boring construction, and based on the actual production data of flywheel end and intermediate shaft platform boring, this paper analyzes the advantage of the improved technology of platform boring, shortening the later construction period effectively.
Keywords Block boreholePlatform boreholeRhythm and cycle
0引言
就目前造船形勢來說,如何提升質量縮短建造周期,對各類造船企業來說,是一次新的挑戰。而為了縮短建造周期,需提升在船塢內設備系統的完整性和壓縮系泊試驗的期限,用以適應不斷加快的造船進度。經過不懈努力,目前實現把尾軸管鏜孔區域由原來的塢內艉部成型后提前至在總段區域進行拉線照光,確定艉軸、中間軸、主機、底腳螺栓、主機環氧高度等各項重要數據,尾軸管鏜孔、PT探傷、主機平臺鏜孔、主機各相關數據在平臺階段測量收集,這些現場工作的圓滿完工,為各系列船只的襯套、飛輪端螺絲、底腳螺栓等設備的加工提供了充裕的時間保證。主機飛輪端鏜孔以下簡稱鏜孔。
1平臺鏜孔前應具備的條件
(1) 首先確保機艙底部總段全部船體結構焊接及火工矯正工作全部結束,并保證在入塢前還留有足夠艉部鏜孔的施工時間。
(2) 總段外板舷側管、陰極保護防水罩、海底門格柵等設備燒焊、PT探傷結束。
(3) 總段內部艉軸管冷卻水艙,艙底水艙等艙室的密性試驗全部驗收合格及船體基線提交合格。
(4) 在滿足規范要求后,分段的臨時支撐全部拆掉,船體不再受陽光暴曬及溫度無急劇變化的情況下,一般溫差在3℃內進行,如:在晚間或者陰雨天進行,以避免船體因受熱不均勻變形影響軸系中心線的準確性,進而影響到拉線照光。
(5) 軸系校中的目的是確定軸系中心線距船體基線是否滿足設計規范中所提出的要求長度,在用激光儀檢查軸系中心線和舵系中心線的相交度時,以此來確定主機的位置,主機墊片的厚度。再者是確定中間軸承的位置及確定軸承墊片的厚度,艉軸管中心線的位置及艉管前后端面的鏜切量。
(6) 為了能夠準備測量,在機艙底部總段共設四個標靶,艏靶在主機凹坑中間,斜撐向艏部,艉靶樹立在0#肋位向后1 000 mm處。機艙內的主機飛輪端設一根槽鋼,中間軸承的位置也設一根槽鋼。因采用直筒照光方法,艉管內部設有兩個標靶。
在拉線照光時,調節照光儀,先把艏艉兩靶心照通,使這三個點在一條直線上。然后微調節幾個標靶,使靶心都位于艏艉靶確定的這條直線上。利用調節好的艉管兩個靶子檢查艉管的鏜孔余量,測量中心到軸殼內孔的尺寸,共測量四點,檢查鏜孔余量的對稱情況,如有必要對艏、艉靶進行修正。把艉管兩個十字靶換成劃線靶,以劃線靶靶心為中心,分別畫出加工圓和檢驗圓,并在加工圓和檢驗圓上用規則的洋沖眼表示,以供鏜排校中時使用。同時在艉管上下左右焊上四個可調節螺釘,使螺釘的尖端到靶心的距離都相等,作為鏜桿校中的依據。利用機艙中的靶測量并檢查中間軸承墊片和主機墊片的厚度是否滿足要求,中間軸承墊片厚度最薄至12 mm。主機墊片厚度最薄不得低于30 mm,最厚不得大于60 mm。如果有必要可以對軸系中心線進行調整。軸系中心線和理論中心線偏差±7 mm,上下±10 mm左右。
在軸系中心線利用十字靶拉一根琴鋼絲,通過儀器在鋼絲上測量艉管前后端面到主機分輪端的距離,以及艉軸管的長度,并確認艉管前后兩端面的加工余量。
2平臺鏜孔的施工方案及工章需求
(1) 首先是拉線照光的精確性,以此來保證鏜孔及其他各個設備所需要施工的尺寸。
(2) 鏜孔設備使用前,需要認真檢查其是否具有良好的可靠性和足夠的作業精度,并有鑒定的證書。
(3) 鏜桿上船安裝時,應根據鏜孔的校正圓和基準工藝螺釘校核鏜桿中心,中心誤差應<0.02 mm,同時用照光法校核中間軸承,中心誤差<0.02 mm。
(4) 在鏜孔過程中若發現軸殼有疏松、砂眼等澆鑄質量問題,應及時反饋等待處理。
(5) 在鏜孔過程中,須注意各項傳動件的工作狀態,并經常向各潤滑點加油及注意鏜桿上格擋軸承間隙。
(6) 鏜孔要求橢圓度≤0.05 mm, 每米的錐度≤0.01 mm,且在壓入方向上不允許有倒錐。
(7) 過盈配合臺階孔軸向分檔須均勻,襯套壓入時可及時進檔校正。
(8) 半精鏜應留有1 mm~1.5 mm余量,同時校驗鏜桿上各檔軸承間隙、鏜桿中心和中間支承并注意鑄件質量情況。
(9) 精鏜工作應在夜間或陰雨天進行,并停止一切震動性作業和影響鏜孔質量的作業。
(10) 鏜削端面要求:
① 端面應與軸系中心線垂直,垂直度≤0.1 mm,且可向內凹不可向外凸;
② 端面鏜削量以樣沖眼為準;
③ 端面鏜削平為準。
(11) 兩端軸封裝置安裝處配合尺寸應保證。
(12) 鏜桿拆下前須由操作人員和檢查人員等對鏜孔質量進行初步檢查確認,然后再拆除鏜桿。
(13) 鏜桿拆除后須由操作人員做以下幾項工作:
① 檢查鏜孔質量;
② 清除毛刺補缺陷。
(14) 最后測量格擋孔徑尺寸,用書面的形式向檢查部門提交。
艉部鏜孔有著如此嚴格的要求,對于主機飛輪端的非螺絲鏜孔也有它需要具備的條件。
3平臺鏜孔后續工作的注意事項
就目前建造的船只而言,要適用上述平臺主機飛輪端鏜孔的要求,對于相應的工具公章也有相應要求。平臺主機飛輪端鏜孔作業一般都在室外進行,所以需要有能保護施工不受天氣影響的半封閉樣式的防雨棚,配備提供施工人員放置專用工具的、對鏜孔進行數據監控記錄的空間和設施,以及提供24 V~440 V的穩定輸出電源,以確保能滿足施工過程中對電力的需求。還需能夠實現二維(上下左右調節)形式中間軸的專用托架。為滿足各類主機和中間軸的差異,在設計制作時需重點考慮工章所能承受的重量、允許體積范圍等方面。飛輪端毛配的螺栓孔需要在與中間軸對中后進行鏜孔。其鏜孔不能一蹴而就,首先是三點定位法,先用定位螺栓以三角形的形狀方式固定,再鏜其余的孔。這樣能保證在鏜孔時不會出現偏移現象,鏜完后,用五點定位法固定,其他的孔進行設備保護,把原來三點定位的螺栓卸掉鏜孔。施工結束后,對PT探傷、飛輪端面、內孔尺寸等進行提交。在提交的過程中船檢提出,定位后需經過船檢確認,這樣不僅對施工方,同時也是對船東負責。
實驗中某飛輪端與中間軸平臺鏜孔記錄如表1所示。
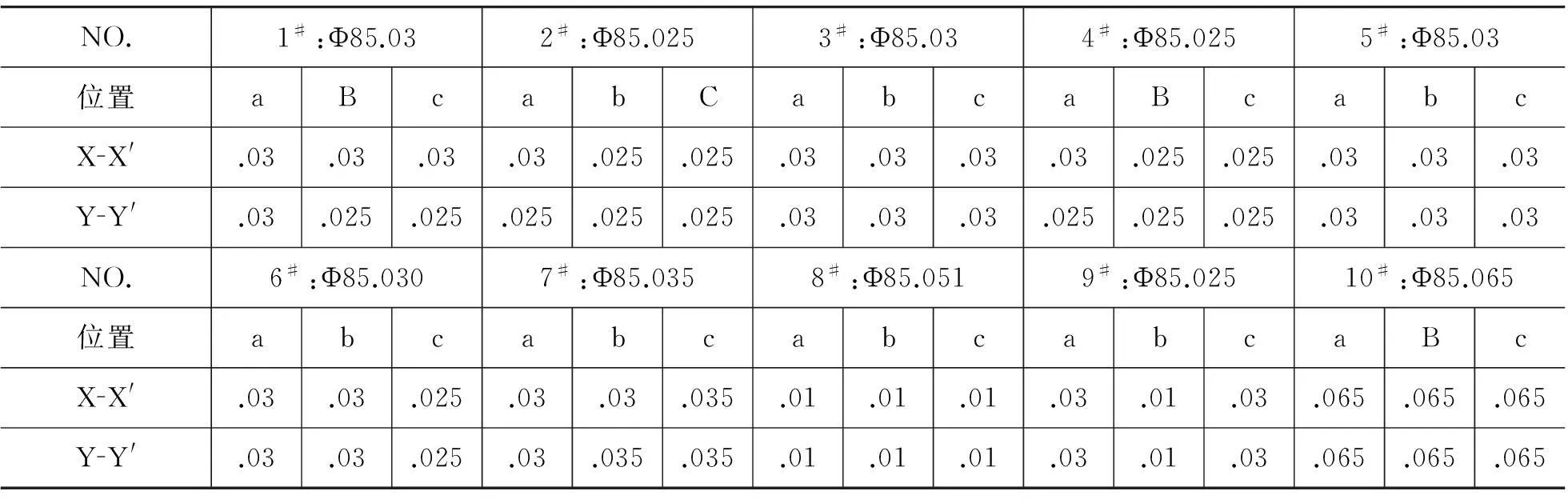
表1 實驗中某飛輪端與中間軸平臺鏜孔記錄 單位:mm
在改進飛輪端平臺鏜孔技術和施工環境等方面,應根據各船只主機的特點設計制造了給平臺鏜孔專用的施工棚,此棚有飛輪端保護罩,防止下雨天對主機施工產生影響;有強弱光照明,方便夜間與昏暗天氣時施工;還包括有工具架、工具箱;以及人性化的設計,在兩旁設有給施工人員和船東休息的休息區。在天氣越來越炎熱的情況下,應想方設法解決溫度和環境給施工人員造成的煩惱,以此來提升施工效率,縮短施工周期。
而目前這套方法的可操作性能最大限度適用于哪幾類船只的建造還有待進一步的研究和實踐。
對于生產來說,某些項目的制造時間和階段前移是一種突破創新和改進,當然造船還是有它本身不可改變的先后次序。如何能平衡好各方面的銜接,即生產節奏和生產周期,才能從根本上提升建造速度。
生產節奏提升是生產管理的目標之一,通過建立生產節奏組織均衡生產,讓生產更加流暢。生產節奏不一定等于生產周期。比如,1.5 h可生產交付一個托盤的管子,而下道工序每2 h需要一個托盤的管子。這樣,生產周期就小于生產節奏。如果能滿足生產節奏的要求,生產能力就不至于放空,造成人員等工或設備能力閑置;如果上一工序生產連續不斷,就會造成庫存積壓。如果以滿足生產需要為前提,無論加班或加大庫存都需要增加成本,而增加與否其最終目標都是以最大化盈利為前提。因此,在組織均衡生產過程中,要使生產周期與生產節拍基本一致。理想狀態下,生產周期應該等于生產節奏。這樣不論是現場施工還是后勤倉庫,都不會存在等工和物資的堆積,良性的循環對生產可以說是百利而無一害。
4結束語
通過實踐研究表明,平臺鏜孔工藝有效縮短了建造周期。不論是平臺主機鏜孔、生產節奏和生產周期的供需平衡,無一不突顯出當代造船人始終秉承著永不言敗,只是暫時還未成功的信念,為“走向深藍”這一偉大的夢想而努力拼搏。
參考文獻
[1]何毅. 分段階段艉軸管鏜孔及合攏技術研究[D]. 大連:大連理工大學,2013.
[2]王如華,顧繼廣. 艉軸管分段預鏜孔工藝的應用[J]. 江蘇船舶, 2013(4):36-38.
[3]肖錦強,高登. 淺析艉軸管鏜孔精度控制[J]. 廣船科技, 2010(4):20-24.
[4]張忠寬. 傳統船舶推進軸系的校中分析[J]. 科技致富向導, 2014(24):262-263.
[5]陳汝剛,黃冰陽,鄭福明. 新型中間軸承的結構和性能研究[J]. 船海工程,2012(6):42-45.
[6]王京齊,張緯康. 船塢(船臺)的使用效率評估方法[J]. 中國修船,2004(2):10-11.
[7]王東濤,柯于舫,陳謙. 船塢一艘半造船法的應用[J]. 造船技術,2006(1):19-21.
中圖分類號U671
文獻標志碼A
作者簡介:盛慶(1986-),男,助理工程師,研究方向為平臺總段軸系安裝及縮短建造周期。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54
汽車零部件(2014年11期)2014-09-18 11:57:16