薄壁大尺寸鈮鎢合金噴管精密旋壓成形工藝研究
2016-03-08 07:13:44雒亞濤翟寶力
火箭推進(jìn)
2016年6期
關(guān)鍵詞:變形
雒亞濤,翟寶力
(西安航天發(fā)動機(jī)廠,陜西西安710100)
薄壁大尺寸鈮鎢合金噴管精密旋壓成形工藝研究
雒亞濤,翟寶力
(西安航天發(fā)動機(jī)廠,陜西西安710100)
通過對鈮鎢合金性能的研究,得到了鈮鎢合金一次旋壓最大減薄率,采用變厚度平板旋壓毛坯,合理分布兩次剪切旋壓變形量和各點(diǎn)壁厚變薄率,控制旋壓過程,應(yīng)用仿真軟件對翻邊成形進(jìn)行仿真,掌握了薄壁大尺寸鈮鎢合金噴管精密旋壓及翻邊成形技術(shù)。
薄壁大尺寸;鈮鎢合金;精密旋壓成形
0 引言
鈮鎢合金作為新型耐高溫材料具有比較好的耐高溫性能和加工性能,在航空航天領(lǐng)域的應(yīng)用越來越廣泛。在液體火箭發(fā)動機(jī)制造過程中選用鈮鎢合金作為噴管基體材料,可大幅度提高輻射冷卻噴管的耐溫耐壓水平,從而提高發(fā)動機(jī)的性能。本研究中某液體火箭發(fā)動機(jī)噴管結(jié)構(gòu)(見圖1)即采用鈮鎢合金Nb521。材料性能見表1。
噴管給定了沿軸向56個(gè)控制截面,每個(gè)截面壁厚給定理論值,壁厚從2 mm到0.5 mm變化,輪廓度、壁厚公差為0.1 mm。噴管出口處為厚度0.5 mm,寬度6.0 mm的翻邊。
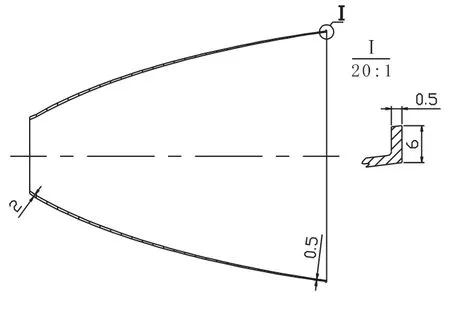
圖1 噴管延伸段圖Fig.1 Structure of nozzle extension section
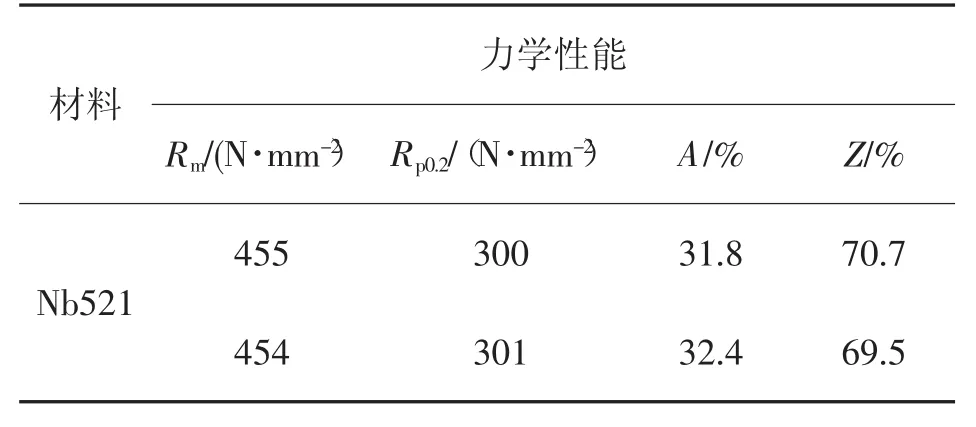
表1 Nb521合金力學(xué)性能Tab.1 Mechanical properties of Nb521 alloy
1 鈮鎢合金極限減薄率的研究
從表1中可以看出,該材料屈強(qiáng)比Rp0.2/Rm= 300/455=0.659,斷后伸長率A≥30%。該材料塑性良好,根據(jù)工程經(jīng)驗(yàn)可以進(jìn)行旋壓加工。
強(qiáng)力剪切旋壓成形的一次旋壓極限減薄率與材料的性能及旋壓變形時(shí)的應(yīng)力變形狀態(tài)有關(guān)。當(dāng)旋壓變形出現(xiàn)嚴(yán)重的起皺、隆起或產(chǎn)生裂紋時(shí),說明旋壓變形已超出材料允許的極限減薄率。……
登錄APP查看全文
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
學(xué)與玩(2005年3期)2005-04-29 00:00:00
