閥塊體的多面加工工藝分析
2016-02-28 03:45:49張偉
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化 2016年23期
關(guān)鍵詞:效率
張偉
(天津中德應(yīng)用技術(shù)大學(xué),天津300350)
閥塊體的多面加工工藝分析
張偉
(天津中德應(yīng)用技術(shù)大學(xué),天津300350)
主要闡述四軸加工中心加工閥塊工裝定位、裝卡方法及加工過程中的方便高效,同時對加工難點的解決、加工刀具的選用、加工方法的選擇,加以分析說明。類比三軸加工中心,四軸加工中心在加工閥塊類零件時,加工效率和加工質(zhì)量方面具有明顯優(yōu)勢。
閥塊;四軸加工;刀具選用;工藝分析
引言
閥體零件作為重要的液壓元器件,廣泛應(yīng)用于各種機(jī)器及設(shè)備中,其中風(fēng)電機(jī)組中的閥塊零件尺寸較小,形狀結(jié)構(gòu)較復(fù)雜;加工內(nèi)孔的尺寸精度和表面光潔度要求較高;內(nèi)孔與孔端面有垂直度要求;尺寸精度,幾何形狀精度和位置精度以及表面質(zhì)量等均影響閥塊是否能夠良好使用及其使用性能,因此加工工藝的安排十分關(guān)鍵和重要[1]。
1 加工前準(zhǔn)備
1.1 閥塊實例圖紙分析
第一,閥塊的五面加工A,B,C,D,E,F,五個面主要任務(wù)是加工锪孔、螺紋孔。
第二,φ40 mm孔壁與孔底面粗糙度要求高Ra≤0.4μm。
第三,1/4’BSPP孔加工深度較深。
從第一點看,加工前的定位、裝夾是關(guān)鍵點,它影響加工部件閥塊的尺寸精度及加工效率。從第二、第三點看,閥塊加工局部尺寸具有一定難度。從而提出并確定下面的加工方案。
1.2 工件備料
材料選用鋁合金材質(zhì)毛坯尺寸為83 mm× 73mm×53mm。
1.3 根據(jù)圖紙確定加工所需設(shè)備
發(fā)格系統(tǒng)旋轉(zhuǎn)式四軸加工中心,精密平口鉗,內(nèi)徑百分表,0~150 mm卡尺,0~100 mm深度千分尺,英制螺紋塞規(guī)。
1.4 閥塊加工刀具的選用
根據(jù)機(jī)床的加工能力、加工工件的材質(zhì)、加工順序、切削用量等相關(guān)因素,選擇安裝調(diào)整方便,剛性好,耐用度和精度高的刀具[2]。
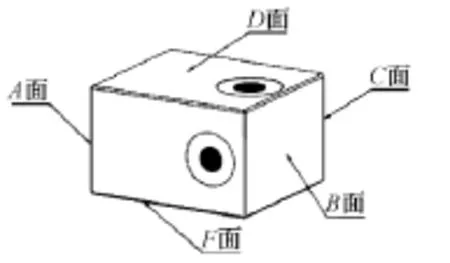
圖1 產(chǎn)品圖
2 加工工藝流程
四軸加工中心基于三軸加工中心增加了可以進(jìn)行回轉(zhuǎn)加工的軸,通過旋轉(zhuǎn)軸的角度旋轉(zhuǎn)來加工閥體各面,可實現(xiàn)一次裝卡多面加工,從而能減少裝卡次數(shù),保證加工質(zhì)量,提高生產(chǎn)效率。
四軸加工中心加工工藝路線:確定加工基準(zhǔn)—安排粗加工工序—安排精加工工序,加工閥塊C,D,E,F(xiàn)四個側(cè)面,再加工閥體的有精度孔最后鉆孔、攻螺紋—加工主要表面,即閥體有精度要求的A.B表面進(jìn)行加工。
3 對上述4 點工藝路線分析
1)確定加工基準(zhǔn),選擇閥塊如下頁圖2所示“S”處為基準(zhǔn),由于零件上的很多尺寸都采用它作為基準(zhǔn)進(jìn)行標(biāo)注,遵循了“基準(zhǔn)統(tǒng)一”原則所以選用此位置,這是保障加工幾何尺寸位置合格的基準(zhǔn)[3]。
2)安排粗加工工序粗銑毛坯外形,至尺寸80.5mm×70.5mm×50.5mm計算毛坯余量,確定切削用量要求做到一次性盡可能多地去除多余毛坯,在此選用φ80mm盤銑刀進(jìn)行加工,可以減少走刀次數(shù)。在加工時應(yīng)保證各粗加工面之間位置精度。
3)安排精加工工序。按照工件基準(zhǔn)確定程序加工零點,在此以A面為定位裝卡面,依次對C、D、E、F面進(jìn)行加工。如下頁圖3所示。
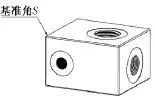
圖2 基準(zhǔn)定位
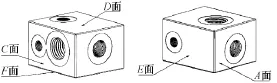
圖3 加工順序
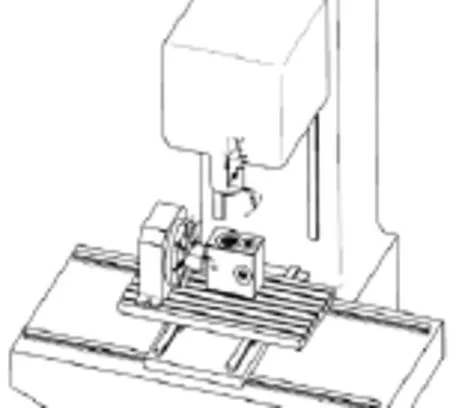
圖4 裝夾方式
4)加工主要表面,即閥體A面和B面進(jìn)行加工,選取C面為貼緊工裝面以A面和F面為定位面,如圖1所示,裝卡工件以壓板壓緊的方式緊固工件。
4 加工中的重點分析
1)在精加工工序中,選用四軸加工中心進(jìn)行加工,可對工件進(jìn)行一次裝卡進(jìn)行多個面的加工能保證工件加工表面的精度及位置度從而提高生產(chǎn)效率降低生產(chǎn)成本。傳統(tǒng)三軸加工中心有效的加工面為零件的表面,所以在加工閥塊時要通過重復(fù)裝夾來改變不同的加工位置,在反復(fù)裝卡中就會造成累計誤差從而造成產(chǎn)品質(zhì)量下降,在反復(fù)裝卡時占用機(jī)床的運行時間從而造成效率下降,還容易造成已加工面的劃傷,易出現(xiàn)人為因素造成的廢品,保證不了加工效率,提高了生產(chǎn)成本。因此四軸加工中心加工閥塊類零件在加工精度和加工效率方面具有明顯的優(yōu)勢。
2)加工工裝裝卡孔時選用U型鉆進(jìn)行加工。由于所加工孔為深孔,若采用傳統(tǒng)鉆頭加工深孔時排屑能力差切屑容易劃傷加工表面。選用U型鉆進(jìn)行加工,能在鉆削過程中由內(nèi)冷孔噴出切削液對切削刃進(jìn)行冷卻,還能利用切削液噴出壓力將切屑排除,從而避免了切屑劃傷加工表面,通過選擇S2000 F200的加工參數(shù)進(jìn)行加工,提高了表面質(zhì)量和加工精度。
3)加工φ40mm孔底端面光潔度要求高,若采用傳統(tǒng)高速鋼銑刀進(jìn)行加工達(dá)不到其要求。采用銑鋁專用立銑刀加工,其優(yōu)勢是螺旋角度大、排屑快、不易沾刀能實現(xiàn)較高的表面光潔度和高效率加工。通過選擇S3000 F50的加工參數(shù)進(jìn)行加工,解決了粗糙度要求高的難點。
5 結(jié)語
通過應(yīng)用四軸加工中心對加工閥塊的工藝分析,說明需要加工五面的閥塊,而且各加工位置之間尺寸要求較高的工件時,四軸加工中心在加工的位置精度、尺寸精度方面都要高于傳統(tǒng)三軸加工中心。并且四軸加工中心能集中地、自動地完成多種工序的加工,減少了工件裝夾、測量和機(jī)床的調(diào)整時間及工件周轉(zhuǎn)、搬運和存放時間,大大提高了加工效率,所以具有良好的經(jīng)濟(jì)效益。
合理選擇加工刀具和加工參數(shù),是解決具有一定難度的幾何形狀的重要措施,是改進(jìn)加工工藝技術(shù)的重要環(huán)節(jié)。
[1]周增文.機(jī)械加工工藝基礎(chǔ)[M].長沙:中南大學(xué)出版社,2003.
[2]方沂.數(shù)控機(jī)床編程與操作[M].北京:國防工業(yè)出版社,1999.
[3]北京第一通用機(jī)械廠.機(jī)械工人切削手冊[M].北京:機(jī)械工業(yè)出版社,2002.
(編輯:王璐)
Process Analysis of M ultisurface M achining of Valve Block
Zhang W ei
(Tianjin Sino-Germ an University of App lied Sciences,Tianjin 300350)
This paper expounds the efficient and convenientmachining valve block tooling positioning,clampingmethod and machining process of four axismachining center,and analyzes the solution of proessing difficulties,tool selection,the choice of processingmethods. Compared with three axismachining center,four axismachining center has obvious advantages ofmachining efficiency and machining quality in the processing valve block parts.
valve block;four axismachining;tool selection;process analysis
TH126
A
2095-0748(2016)23-0053-02
10.16525/j.cnki.14-1362/n.2016.23.25
2016-11-26
張偉(1980—),男,天津人,本科,天津中德應(yīng)用技術(shù)大學(xué)講師,研究方向:機(jī)械設(shè)計及制造。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經(jīng)濟(jì)(2017年6期)2017-07-12 09:27:16
中國衛(wèi)生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(yè)(2015年7期)2015-02-28 19:02:38
電子設(shè)計工程(2015年12期)2015-02-27 12:06:10
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32
