采用靜壓膨脹夾具解決工件夾持難題
2016-02-24 01:18:46沈健,周隱,袁華
組合機床與自動化加工技術 2016年1期
沈 健,周 隱,袁 華
(合肥工業大學 機械與汽車工程學院,合肥 230009)
?
采用靜壓膨脹夾具解決工件夾持難題
沈健,周隱,袁華
(合肥工業大學 機械與汽車工程學院,合肥230009)
摘要:靜壓膨脹夾具是一種超高精度夾具,夾持回轉精度可以達到≤3μm;尤其適合于夾持薄壁工件和難夾持工件,解決高精度加工中的夾持難題。文章介紹了靜壓膨脹夾具的工作原理、典型的應用實例和應用特點。
關鍵詞:靜壓膨脹;工裝夾具;高精度夾持
0引言
在高精度機械加工中,合理地選擇工裝夾具對加工精度有重要影響。靜壓膨脹夾具是一種超高精度夾具,能夠解決很多工件夾持難題,達到出奇制勝的效果。
1靜壓膨脹夾具的工作原理
將兩個同心圓筒套在一起并將兩端封住,形成一個封閉的圓筒形空腔,空腔中充滿液壓油。當對液壓油施加一定的壓力時,根據靜壓傳遞原理,這個壓力會傳遞到油腔的每個位置。如果將兩個同心圓筒其中之一的筒壁做薄,那么它受壓后就會向內收縮或向外膨脹,利用該薄壁的變形就可以實現對外圓柱面的抱緊或對內孔的脹緊。由于薄壁此時是各處均勻受壓,所以它對工件夾緊后的夾持精度很高,夾持回轉精度可以達到≤3μm;另外由于薄壁和被夾持工件均勻貼合,夾持力均勻,特別適合于夾持薄壁零件。德國Mytec公司根據上述原理開發出一系列高精度外抱式靜壓膨脹夾具和高精度脹緊內孔的靜壓膨脹芯軸,并成功地廣泛應用于機械制造行業。
1.1外抱式靜壓膨脹夾具
圖1是外抱式靜壓膨脹夾具的結構示意圖。在夾具主體與夾緊孔薄內壁之間有一個環形封閉油腔。當擰緊脹緊螺釘時,油腔內油壓升高,使夾緊孔薄內壁承受均勻外壓,向中心均勻收縮而抱緊被夾持工件的外圓柱面;當松開脹緊螺釘時,油腔內油壓回落,夾緊孔薄內壁在彈性回復力的作用下回復到原始直徑而松開被夾持工件。

圖1 外抱式靜壓膨脹夾具的結構示意圖
1.2脹緊內孔的靜壓膨脹芯軸
圖2是靜壓膨脹芯軸的結構示意圖。在芯軸主體與芯軸薄外壁之間有一個環形封閉油腔,當擰緊脹緊螺釘時,油腔內油壓升高,具有彈性的芯軸薄外壁均勻向外膨脹,脹緊被夾持工件的內孔;當松開脹緊螺釘時,油腔內油壓回落,芯軸薄外壁在彈性回復力的作用下回復到原始直徑而松開被夾持工件。

圖2 靜壓膨脹芯軸的結構示意圖
2靜壓膨脹夾具的典型應用實例和應用特點
2.1外抱式靜壓膨脹夾具的應用
在機床上常用卡盤夾持工件外圓,例如在車床、磨床上用卡盤夾持工件。但是當工件是薄壁件或者要求夾持精度≤10μm或者對夾持位置有特殊要求時,卡盤就難以滿足要求,此時靜壓膨脹夾具就可以顯示出它的優越性。圖3是一種用于車床的外抱式靜壓膨脹夾具,夾具直接與車床主軸連接,被夾持工件是一種薄壁軸套,軸套上的二個外圓柱面是一次裝夾加工出來的。圖3夾具的特點是:①在二處外抱夾持外圓柱面,解決了過定位夾持問題;②夾持力均勻,被夾持工件變形小,適合于薄壁工件的夾持;③夾具的回轉精度高,加工后工件內孔對被夾持外圓的徑向跳動≤6μm。
圖3中的夾具解決了車床卡盤夾持薄壁零件變形大和卡盤精度不夠高的問題。
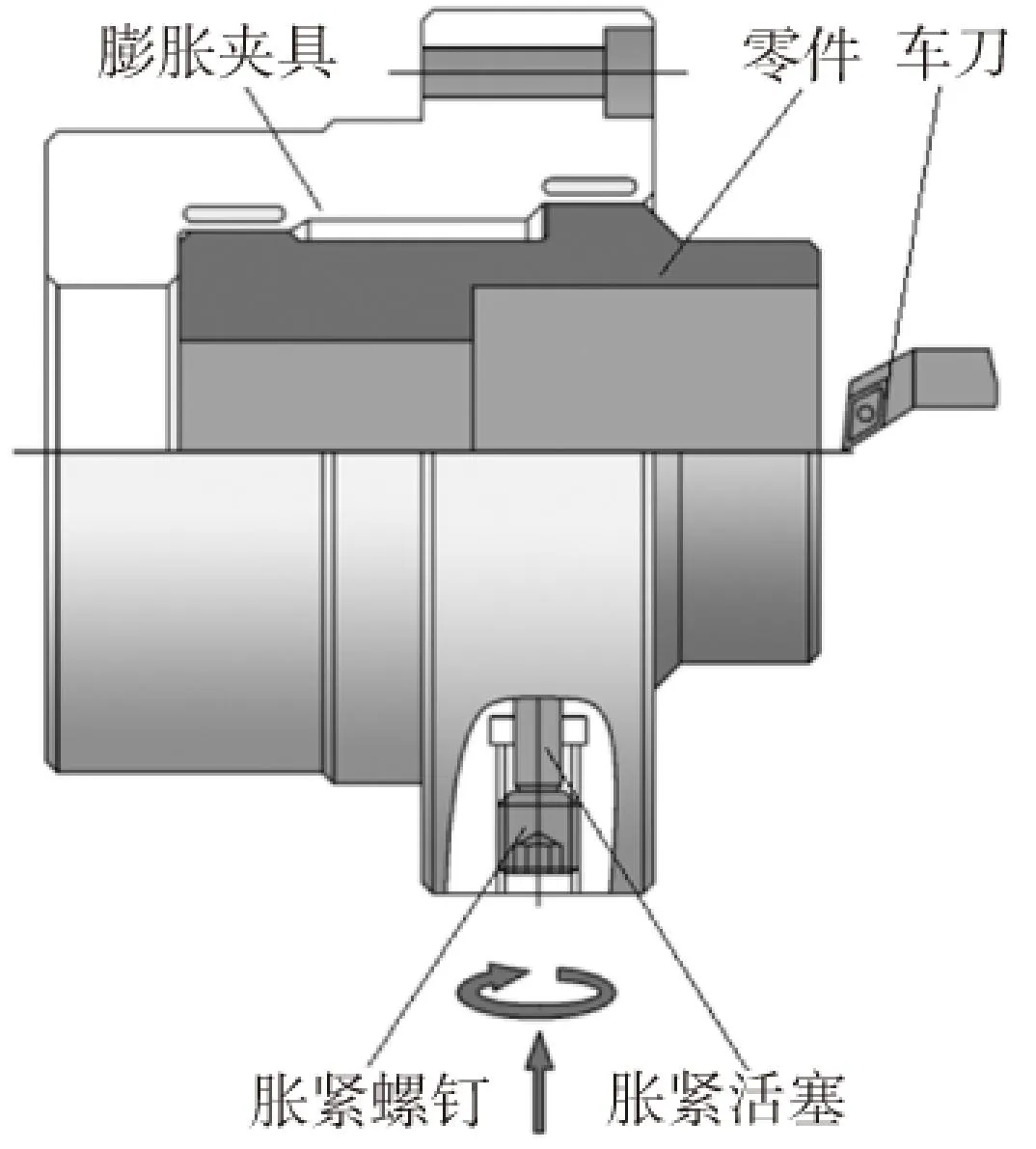
圖3 用于車床的外抱式靜壓膨脹夾具
在數控成型磨床上磨削空壓機螺桿螺旋面時,要求磨削后螺桿螺旋面對螺桿軸的徑向跳動很小,采用靜壓膨脹夾具后徑向跳動≤3μm,如圖4所示。在圖4里使用了二件靜壓膨脹夾具。膨脹夾具2的右端夾持螺桿的左端,采用手動夾緊;膨脹夾具2的左端做成標準尺寸,與膨脹夾具1的右端孔相配,構成快換接口,對于不同的被加工工件,采用不同的膨脹夾具2,但不同的膨脹夾具2的左端是相同的;膨脹夾具1的左端連接磨床主軸,采用自動夾緊;加工時螺桿左端被夾持,右端被尾架頂針頂住。
膨脹夾具2可以跟隨螺桿在不同加工工序使用,提高重復夾持精度。

圖4 用于數控磨床的靜壓膨脹夾具
滾齒是一種常用的展成加工外齒輪的方法。當加工精度要求很高時,可以選擇用靜壓膨脹夾具。圖5是一種靜壓膨脹滾齒夾具,被加工的齒輪軸的齒對軸承支承部位的徑向跳動有精度要求。靜壓膨脹夾具夾持在軸承支承部位,依靠夾具端面實現齒輪軸的軸向定位,夾具的徑向和端面跳動≤3μm,夾具剛性及穩定性高,夾持變形小,夾具可以自動夾緊。

圖5 靜壓膨脹滾齒夾具
內齒圈一般采用插齒機加工,而內齒圈通常又是薄壁零件,裝夾困難,在這里靜壓膨脹夾具具有明顯優勢。圖6是一種靜壓膨脹插齒夾具,內齒圈的齒形以外圓為基準。由于靜壓膨脹夾具夾持力均勻,解決了薄壁內齒圈的夾持變形問題。靜壓膨脹夾具外抱夾持薄壁內齒圈的外圓柱面,夾具孔的底面臺階對內齒圈軸向定位。靜壓膨脹夾具的徑向和端面跳動≤3μm,加工產生的鐵屑從夾具體上的排屑孔排出,夾具可以自動夾緊。利用不同變徑套可以夾持多種外徑的內齒圈。
零件測量時要求對測量基準進行高精度夾持,然后再以此基準進行測量。圖7是用于測量一種軸套的徑向跳動和端面跳動的外抱靜壓膨脹夾具。靜壓膨脹夾具采用可以預緊的高精度徑向和軸向軸承支撐,夾具的徑向跳動≤3μm。夾具夾持作為測量基準的外圓柱面,測量另一個外圓柱面的徑向跳動和一個端面的端面跳動。夾具采用手動夾持。

圖6 靜壓膨脹插齒夾具

圖7 用于測量的外抱式靜壓膨脹夾具
2.2靜壓膨脹芯軸的應用
一種飛機發動機渦輪轉子由5個部件采用真空激光焊接拼焊而成,由于對拼焊后的渦輪轉子精度要求很高,采用靜壓膨脹芯軸作為焊接工裝,如圖8所示。拼焊時以5個部件的內孔為基準夾持定位。該芯軸有5個脹緊段,每段可以由相應的脹緊螺釘單獨脹緊,定心精度高。拼焊時從下至上依次放入部件(和襯套),依次脹緊部件內孔,消除部件內孔和芯軸之間的徑向間隙,保證5個部件的同軸度,最后用液壓軸向壓緊螺母將5個部件軸向壓緊。液壓軸向壓緊螺母當焊接引起渦輪轉子軸向尺寸發生變化時仍能軸向壓緊轉子。由于部件4的內孔大于部件3的內孔,出現了肚大口小的情況,為了避免用于部件4的襯套2取出時出現干涉,襯套2采用分塊式結構。

圖8 用于渦輪轉子焊接的靜壓膨脹芯軸
當外齒輪以內孔為夾持基準滾齒時,可以使用芯軸。一種滾齒芯軸如圖9所示,工作時推桿先頂脹緊活塞,使芯軸膨脹消除芯軸和齒輪內孔之間的間隙,實現齒輪在徑向的準確定位,然后推桿端面再壓緊齒輪實現齒輪的夾持。芯軸的徑向跳動≤3μm。芯軸可以自動夾緊。
但這種芯軸在脹緊齒輪內孔后和齒輪之間還會有微小的軸向相對移動,會造成芯軸磨損。

圖9 滾齒芯軸
一種靜壓膨脹剃齒芯軸如圖10所示,它對圖9中的芯軸做了改進。推桿先通過彈簧推端面壓板,端面壓板推齒輪使它軸向靠緊芯軸端面,然后推桿再頂脹緊活塞使芯軸膨脹而消除芯軸和齒輪內孔之間的間隙,最后推桿通過端面壓板壓緊齒輪端面。解決了圖9中芯軸在脹緊齒輪內孔后和齒輪之間還會有微小軸向相對移動的問題。芯軸的徑向和端面跳動≤3μm。芯軸可以自動夾緊。

圖10 剃齒芯軸
3結束語
德國Mytec公司的靜壓膨脹夾具具有優良的技術性能:極高的夾持回轉精度和重復夾持精度;極優的阻尼減振性能;穩定可靠的夾緊力;能夠傳遞很高的扭矩;夾緊系統具有全封閉結構,無磨損,經久耐用。是當今國際上最先進的夾具之一,在機械制造中應用廣泛。
[參考文獻]
[1] 官忠苑.液壓傳動系統[M].北京:機械工業出版社, 1987.
[2] 佟璞瑋.高性能液壓夾具及其應用[J].組合機床與自動化加工技術,1997(4):25-31.
[3]袁華,沈健.彈簧夾套式與夾持技術中心的新發展[J].制造技術與機床,2014(2):156-158.
(編輯李秀敏)
The Hydraulic Expansion Fixtures are Used to Solve Workholding puzzle
SHEN Jian, ZHOU Yin, YUAN Hua
(School of Mechanical Engineering and Automobile, Hefei University of Technology, Hefei 230009, China)
Abstract:The hydraulic expansion fixture is a kind of ultra-precision fixture. The true running accuracy of the expansion fixture is less than 3μm. The hydraulic expansion fixtures are used to solve workholding puzzle, especially for thin-walled parts and the workpieces which are hard to hold. The principle and characteristics of hydraulic expansion fixture, as well as some typical application examples have been introduced in this paper.
Key words:hydraulic expansion;fixture;highly precision clamp
中圖分類號:TH122;TG757
文獻標識碼:A
作者簡介:沈健(1956—),男,江蘇溧陽人,合肥工業大學教授,工學博士,研究方向為機械設計與機械制造,(E-mail)shenjian56@hfut.edu.cn。
收稿日期:2015-10-20;修回日期:2015-12-18
文章編號:1001-2265(2016)01-0115-03
DOI:10.13462/j.cnki.mmtamt.2016.01.032
