基于SolidWorks的底蓋支撐架多工位級進模設計
2016-01-29 03:51:50文學紅
機械制造與自動化 2015年4期
關鍵詞:設計
文學紅
(佛山職業技術學院 機電工程系,廣東 佛山 528137)
基于SolidWorks的底蓋支撐架多工位級進模設計
文學紅
(佛山職業技術學院 機電工程系,廣東 佛山 528137)
摘要:根據底蓋支撐架沖壓件的結構特點,采用基于SolidWorks平臺的3DQuickPress進行了多工位級進模設計。對底蓋支撐架進行了成形分析,確定了模具總體結構。應用SolidWorks軟件及其插件3DQuickPress的各項功能,根據制件技術要求,完成了模具整體結構設計。實踐表明:此方法設計模具直觀,設計標準統一,極大提高了模具設計精度。
關鍵詞:3DQuickpress插件;底蓋支撐架;多工位級進模
Design of Multistage Progressive Die for Bottom Support Frame Based on SolidWorks
WEN Xuehong
(Department of Mechanical and Electrical Engineering, Foshan Polytechnic, Foshan 528137, China)
Abstract:According to the structure characteristics of bottom support frame, a multistage progressive die is designed by using 3DQuickPress based on SolidWorks platform. Forming analysis of the bottom support frame is done to determine the overall structure of the die and the functions of SolidWorks and its plug 3DQuickPress are used to complete the design of the overall structure of the die according to the technical requirement of the workpiece. The practice shows that the design method of the die is intuitive, the design standards are uniform, so that the method can be used to greatly improve the design accuracy.
Keywords:3DQuickpress plug; bottom support frame; multistage progressive die
0引言
多工位級進模是一種高精度、高效率、長壽命的模具,屬于技術密集型模具。隨著多工位級進模復雜程度的提高,傳統2D軟件無法滿足級進模設計的需求[1]。2D軟件設計模具時存在的突出問題是:設計不直觀,標準不統一,無法進行干涉檢查,后期要花費大量時間修改模具等。
3DQuickPress是一套基于SolidWorks軟件平臺的專注于五金沖壓模具行業的插件,結合 SolidWorks 易學易用,功能強大的特性,快速高效地進行全三維的五金沖壓模具設計。利用3DQuickPress可以直觀地表達設計方案,統一設計標準,縮短模具設計及生產時間。該插件設計多工位級進模的基本步驟是:零件展開、排樣設計、沖頭設計、模具結構設計和工程圖等。每一個步驟的文檔都是互相關聯的,任何一處發生改動都可以反映在整個設計過程的相關過程上。現以底蓋支撐架為例,在SolidWorks/3DQuickPress下實現了多工位級進模設計。
1制件造型及成形分析
a) 工藝分析及三維造型
圖1所示為某家電的底蓋支撐架,材料為SUS430不銹鋼,料厚t=1.0mm,大批量生產。零件結構不對稱,成形工藝包括沖裁、折彎、翻孔。由于零件的尺寸較小,適合用多工位級進模生產。根據提供的零件二維圖,應用SolidWorks的鈑金模塊,先后用基體法蘭、拉伸、邊角和圓角等命令,完成三維造型。
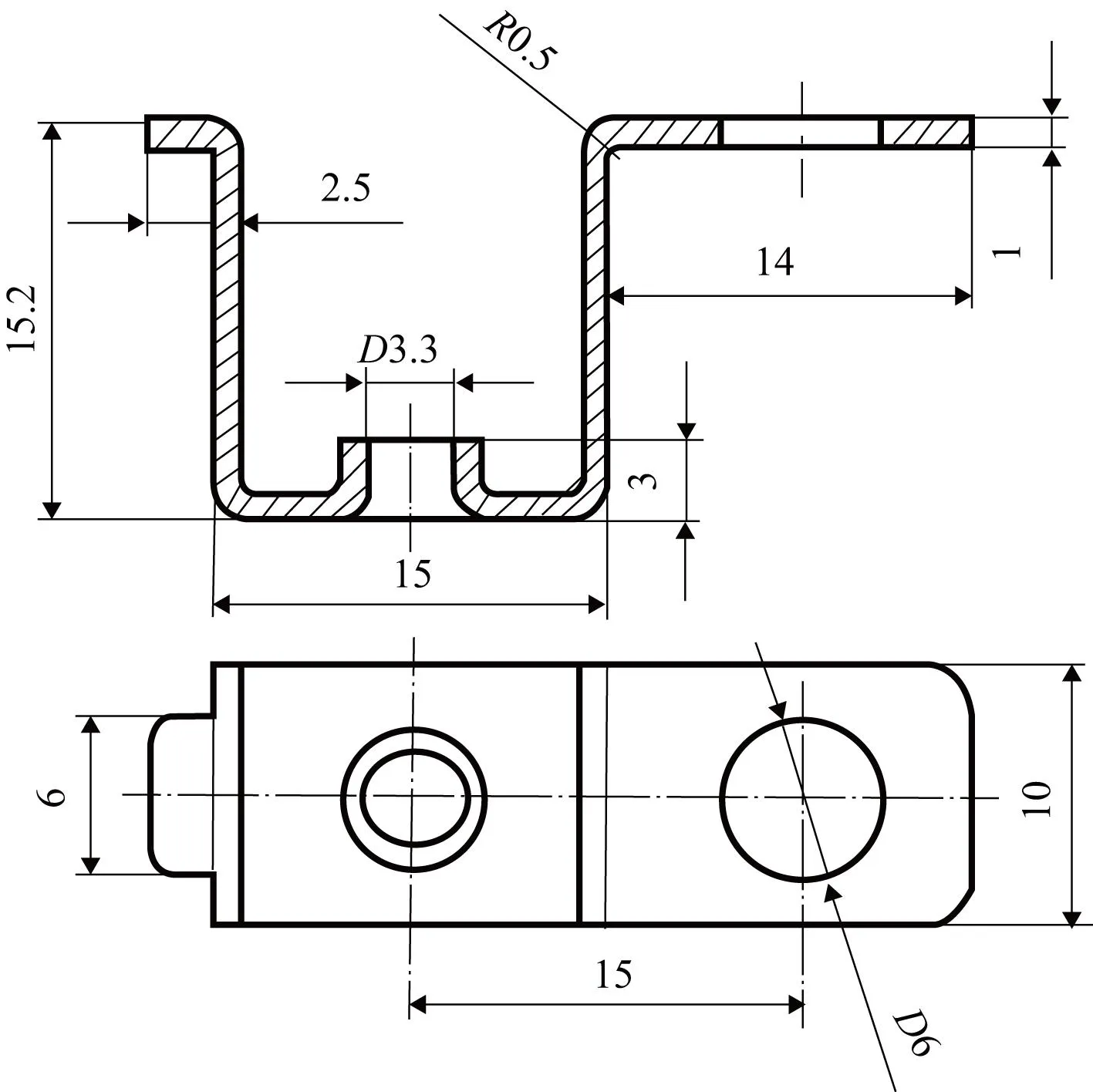

圖1 底蓋支撐架制件圖
b) 制件CAE分析
板料沖壓成形與材料性能、工件尺寸形狀、載荷方式、模具型腔表面品質、模具結構等一系列因素有關,其工藝與模具設計相當復雜,很難采用傳統的理論計算方法[2]。此制件經彎曲、翻孔后會引起回彈、起皺和破裂等問題,單憑經驗很難預先估計,這些問題給模具的加工和調試造成極大困難,甚至導致模具報廢[3]。3DQuickForm也是基于SolidWorks軟件平臺,是解決五金產品成形問題的有限元分析模擬軟件。3DQuickForm的基本工作流程為:處理幾何模型,創建中性面——設置邊界條件,定義展開面,建立網格——運行算例——輸出坯料,查看厚度變化,應力應變分布等。經過分析,彎曲、翻孔后能夠達到技術要求。制件的中性面和網格劃分如圖2、圖3所示。

圖2 制件中性面

圖3 制件網格劃分
2基于SolidWorks/3DQuickPress的模具設計
a) 零件展開
制件展開是模具設計的一個重要步驟,3DQuickPress提供了各種強大的工具,可以展開常用CAD平臺創建的鈑金零件和實體零件。3DQuickPress的鈑金識別計算核心能夠把SolidWorks所讀取的不同實體格式(如Parasolid、STEP、IGES等),都識別為3DQuickPress的鈑金特征,供模具設計使用。
應用3DQuickpress的“鈑金零件展開”功能可以對制件進行展開操作,強勁的自動鈑金特征識別能力,可展開各種成形、折彎、扭曲等。展開有彎曲特征的制件時,用戶通過直接輸入需要的折彎補償BA或K因子值,就可以得到合適的坯件展開長度。展開操作時,也確定了制件的沖壓方向。底蓋支撐架展開效果如圖4所示。

圖4 底蓋支撐架展開圖
b) 排樣設計
3DQuickPress具有排樣優化、多產品排樣、分步折彎和回彈設置等獨特功能,還包含各種豐富的輔助設計工具,如在工步間直接拖動就能安排加工工序、沖壓力計算、壓力中心指示、料帶動態模擬、增減工步數和快速輸出料帶報價信息表等[4]。
應用3DQuickpress的“料帶設計模塊”功能,可以進行排樣設計。根據制件特點,采用橫排排列方案,減小了步距,也利用排布各工序。制件兩側都有彎曲成形,所以選擇中間載體,增加了條料送進的剛性和穩定性。在彎曲過程中,采用先向下折彎,再向上折彎成形,模具結構相對簡單,送料方便,卸料頂件可靠穩定,出件順暢。在系統優化的基礎上設置條料寬度為62mm,步距為14.5mm。條料從右向左送進,共10個工位:1) 沖D6mm的圓孔和D2mm的翻孔預沖孔;2) 空工位;3) 沖兩側“T”字形廢料;4) 沖D3.03mm的導正孔;5) 向上翻孔;6) 兩側L形向下折彎90°;7) 空工位;8) U形向上折彎90°;9) 空工位;10) 零件切斷。為了提高凹模的強度和便于安裝凸模,設置了3個空工位。采用此排樣方案,材料利用率為58.58%,設計結果如圖5所示。
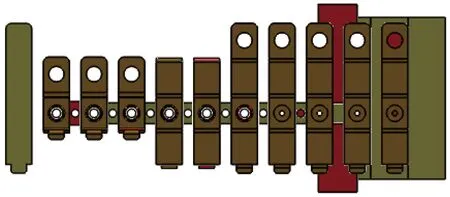
圖5 條料排樣圖
c) 沖頭設計
在3DQuickPress中定制了“產品預定義零件庫(product ready library,PRL)”,通過這個零件庫能夠高效地產生沖裁沖頭、L形折彎組件、U形折彎組件、Z形折彎組件及圓形翻孔組件等,還可以用戶自定義PRL組件。設計沖頭時,只需根據沖壓要求選擇沖頭的結構型式即可。
為方便凸模在固定板中的定位與安裝,圓孔凸模設計成臺階式固定;異形孔凸模設計成直通式,且用內六角螺釘固定在凸模固定板上。L形、U形折彎組件中凸模設計成掛臺式。凹模設計成鑲塊式;U形折彎組件帶有頂塊,彎曲時頂塊始終壓緊條料,確保彎曲件底部平整。上模回升時,頂件塊將條料向上頂起。圓形翻孔組件中凸模、凹模均設計成臺階式。上模回升時,推桿將條料向下推出,以利于條料向下一工位送進。
設計結果如圖6所示。

圖6 沖頭結構圖
d) 模具結構設計
模具結構設計主要包括選擇模架結構型式及條料的導向、定位、卸料、抬料、出件等。在3DQuickPress中通過“產生模架”功能可以直接調用系統預制的模架結構,也可以根據企業的標準定制相應的模架結構。定位裝置、卸料裝置、抬料裝置等的設計是通過“零部件設計”功能來實現的,系統提供了多個供應商的標準件庫,用戶也可以自定義標準件庫。
1) 模架設計
選擇系統預制的模架結構,根據條料尺寸,修改模板尺寸,表1為各模板參數。調入模架如圖7所示。模架采用四角滾動式導柱、導套導向。

表1 模板參數 mm
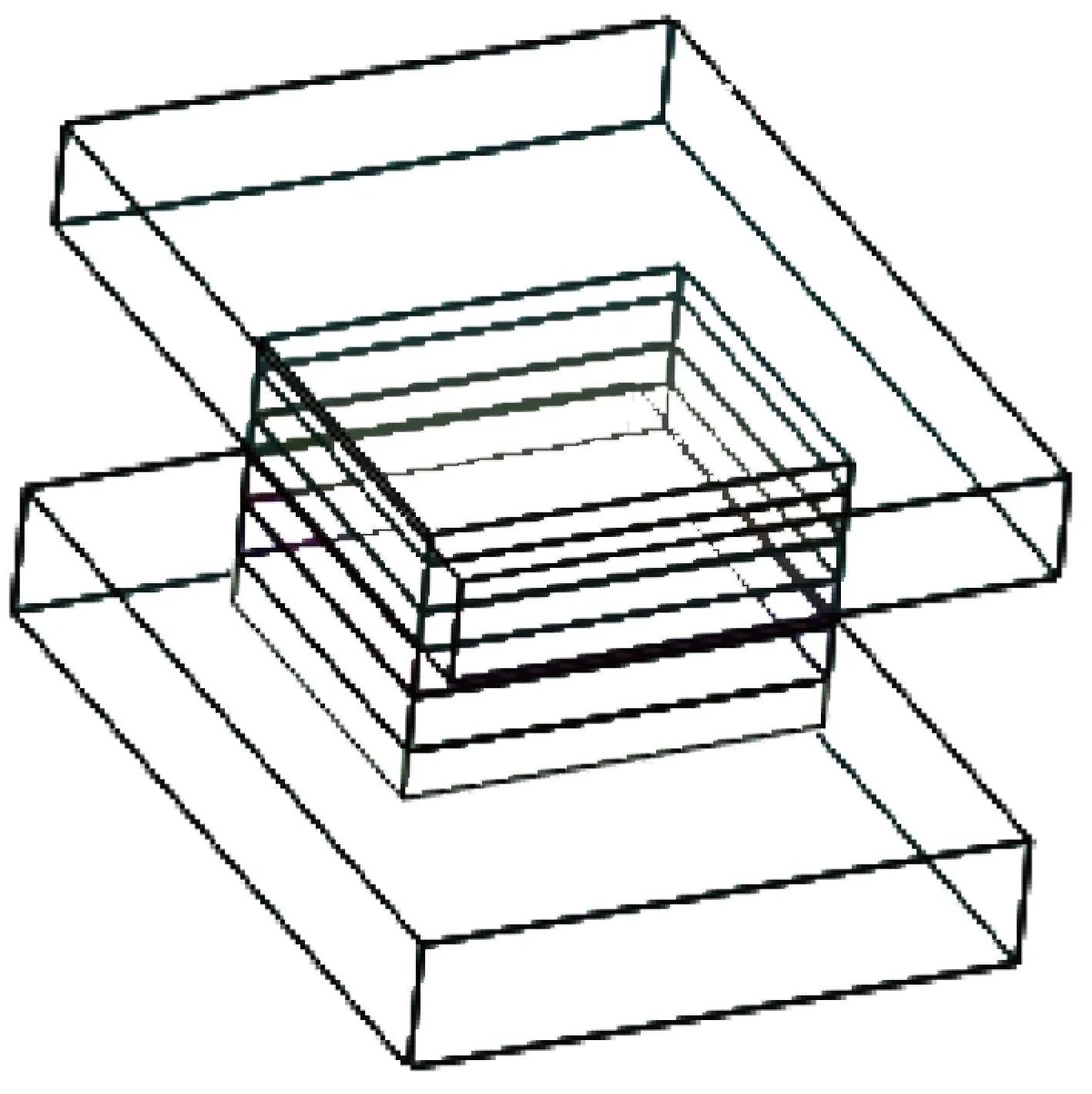
圖7 模架圖
2) 定位裝置
上模設置了2個導正銷,采用工藝孔D3.03mm作為導正孔。根據料厚確定導正銷的直徑為D3mm,導正銷用H7/r6安裝在卸料板上,導正銷導正部分與導正孔采用H7/p配合。送料步進精度可按公式計算:
3) 卸料裝置
對于多工位級進模來說,模具外形結構大,工位多,卸料必須安全可靠,應采用卸料性能較好的彈性卸料裝置[5]。卸料板和卸料墊板的平面外形尺寸等于凹模板;卸料板與凸模單邊間隙取0.02mm;卸料墊板與凸模單邊間隙取0.3mm。卸料墊板與卸料板固定在一起,卸料螺釘和彈簧的值可根據卸料力計算,并選取標準件。
4) 抬料裝置
本制件包含翻孔、彎曲成形工序,工序件會在條料上、下兩面彎起或突出。為使條料浮升高度一致,在初始工位采用兩組兼有導料、抬料作用的浮升導料銷,分布在條料兩邊;后續工位因條料導向邊被切除,采用六組頂針進行抬料,分布在條料下方。浮升導料銷和頂針安裝在凹模板和下墊板上,下面有彈簧和機米螺絲,可以上下活動。浮升導料銷凹槽與條料取單邊間隙0.05mm,以利于條料的準確送進。
在翻孔、彎曲成形工位之后,可以通過“干涉檢查”功能,檢查條料與模板發生干涉的部位,在模板相應位置創建避位槽。使用沖頭或其他零部件可以對相關的模板進行開孔操作,開孔尺寸由預設的開孔間隙決定。完成的模具三維裝配總圖,如圖8所示。
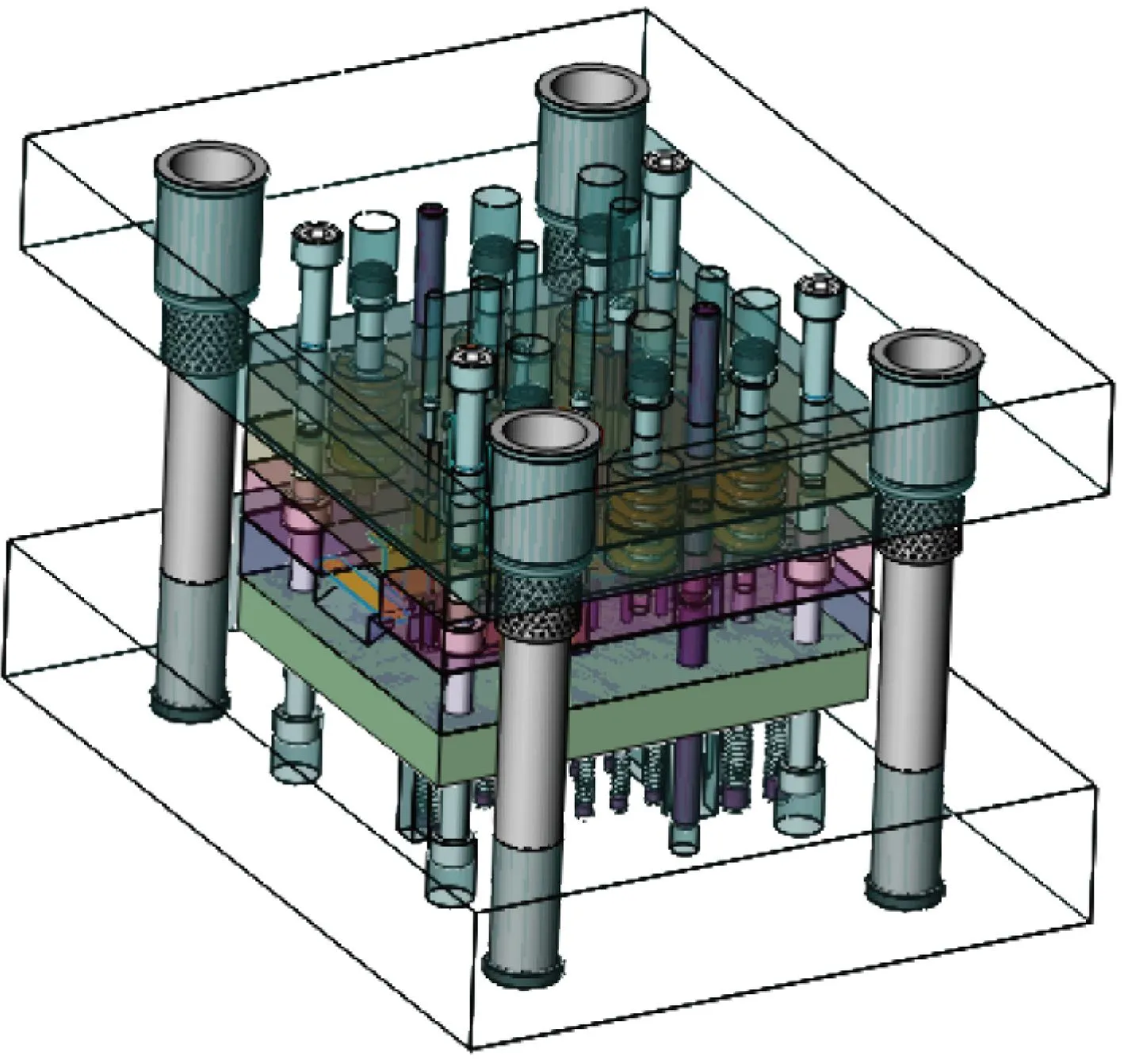
圖8 模具三維裝配總圖
5) 工程圖
SolidWorks會對模板、沖頭等非標準件自動創建相應的工程圖,設計時用戶也可自行制作工程圖。3DQuickPress中有專門針對沖壓模具圖樣特性的工程圖操作,可以快速地完成孔表、坐標標注、加工注解和剖視圖等操作。
3結語
模具設計從成形分析入手,根據制件的特點,綜合考慮采用橫排排樣法,導正銷定位,彈性卸料,采用浮升導料銷和頂針進行抬料。在對底蓋支撐架沖裁、彎曲、翻孔等成形工藝分析的基礎上,提出采用多工位級進模的沖壓方案。
應用基于SolidWorks平臺的3DQuickPress插件進行級進模設計,結合3DQuickForm插件進行成形分析。全過程在三維狀態下進行,直觀參數化的模型使設計人員避免產生設計錯誤,不斷優化模具設計,縮短了模具研發周期,并且保證了產品品質。
參考文獻:
[1] 王巍,劉春,馬田. 基于TopSolid的固定片多工位級進模設計[J]. 熱加工工藝,2014,43(13):99-102.
[2] 原政軍,安升,白生武,等. 基于DYNAFORM的汽車大燈燈殼工藝及模具設計[J]. 熱加工工藝,2012,41(9):222-224.
[3] 蘇君,黃建娜,劉松林. 典型彎曲沖壓件多工位級進模設計[J]. 制造業自動化,2012,34(3):60-62.
[4] 郭春云,祝恒,李鋒. 3DQuickPress結合SolidWorks的五金連續沖壓模具設計[J]. CAD/CAM與制造業信息化,2011,(8):51-53.
[5] 蘇君,崔庚彥,劉保軍. 基于UG和MasterCAM的多工位級進模設計與制造[J]. 鍛壓技術,2012,37(3):159-162.


收稿日期:2014-03-16
中圖分類號:TP391.7;TG385.2
文獻標志碼:A
文章編號:1671-5276(2015)04-0120-03
作者簡介:文學紅(1975-),女,江西進賢人,講師,碩士,從事模具設計、教學研究工作。
基金項目:佛山市高校和醫院科研基礎平臺建設資助項目(2013AG10010)
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
