凹版印刷機節能減排的風嘴及烘箱技術研究
2016-01-25 11:18:03高艷飛
今日印刷 2015年12期
關鍵詞:區域
高艷飛
包裝印刷設備制造業在內的印刷業,是國民經濟的重要產業,2010年中國印刷機械市場需求量超過400億元,國產印刷機需求量將超過200億元,占到市場總容量的一半。廣東省是全國印刷大省,在印刷行業內素有“全國印刷看廣東”的俗語,擁有一大批產值過億的印刷企業。然而,在我國印刷產業蓬勃發展的今天,越來越多的人關注到印刷工業對環境的友好程度。就印刷行業來講,我們對減輕環境壓力、降低能源污染有著巨大的社會責任。由于印刷業的快速發展,印刷中使用的許多耗材如紙張、印版、潤版液、油墨、橡皮布等及相關材料的廢棄物不斷增加,加速了自然資源的消耗和對自然生態的破壞,如紙張的大量使用,造成森林資源的過度砍伐;油墨中的有機揮發物(VOCs)和酒精潤版液中的異丙醇污染空氣,對動植物生存產生負面影響;印刷機、空壓機的噪聲對人體和環境造成污染等。因此,發展低碳印刷勢在必行。低碳印刷涉及很多方面,而提高印刷機的性能、降低能耗等在其中具有關鍵作用。
由于像印刷這樣的工業生產過程中減少二氧化碳排放量的壓力不斷加大以及能源價格不斷攀升,市場上要求獲得更加精確的印刷機能耗數據的呼聲日益高漲。對于用戶來講,印刷機在工作過程中實際所消耗的能量,遠比說明書上的最高額定功率要來得有意義的多,我們需要將印刷機的最大價值量化,這也正是市場所需要的。
同時,為了最終達到對包裝印刷設備節能減排的目的,對設備進行能量審計,獲得更大的透明度并且作為識別能量損失的一種方法和改進的潛力,進而優化設備結構,使其提高能源利用率,是行之有效的途徑。
所以,通過對設備進行電參數、熱參數、耗材為對象的能量審計,進而識別能量損失、優化設備、節能減排,對于順應市場形勢,加快我國在包裝印刷設備上實現碳中和、減少碳足跡有著重要意義。
凹版印刷機是包裝印刷的基礎設備,凹版印刷在印刷生產中占有重要地位,主要包括各類包裝用紙、塑料薄膜等軟包裝材料的印刷,廣泛應用于食品、醫藥、化工、煙草等行業。近年來,隨著凹版印刷設備印刷速度的不斷提高,使得烘干效率成為限制設備發展的重要因素之一。當前烘干過程中的能耗高,大大提高了生產成本,并嚴重消耗了能源,設計高效率的熱風烘干系統是當前凹版印刷機械亟待解決的問題之一。
解決方案:
凹版印刷熱風干燥的主要過程包括:首先,將空氣通過加熱器加熱;其次,通過風機將加熱后的空氣吹到烘箱中;最后,通過風嘴將氣體吹到承印材料表面。通過熱風烘干的流程可以發現,風嘴的結構以及排列分布方式決定了熱風最終與材料接觸的狀態,對熱風的速度和分布都產生了重要影響,現有技術中的風嘴及烘箱結構不合理,導致干燥效率低、能耗高,不能滿足行業的需求。
為了克服現有技術的不足,本文提出了一種能提高干燥效率及干燥質量、降低能耗的凹印機的熱風烘干專用風嘴及采用該風嘴的烘箱。解決其技術問題所采用的技術方案是:凹印機的熱風烘干專用風嘴,包括風嘴箱體,風嘴箱體的端部設置有風嘴進風口;風嘴箱體內設置有沿其長度方向對稱排列的左導流面和右導流面,左導流面和右導流面的一側分別與箱體的左右內壁連接,另一側分別連接有對稱的左出風面和右出風面,左出風面和右出風面為平行的平面;左出風面和右出風面的自由側分別連接有對稱的左平臺區域和右平臺區域,左平臺區域和右平臺區域分別與左出風面和右出風面構成的夾角為直角;左平臺區域和右平臺區域的自由側分別連接有對稱的左斜面導風區域和右斜面導風區域,左斜面導風區域和右斜面導風區域為上側向內傾斜的斜面;左斜面導風區域和右斜面導風區域的自由側與風嘴箱體的左右外側壁連接,左出風面和右出風面之間的縫隙形成風嘴出風口。風嘴出風口的寬度為2mm。左平臺區域與左斜面導風區域、右平臺區域與右斜面導風區域構成的夾角為125°~135°。
采用上述風嘴的烘箱,該烘箱包括空氣加熱裝置、風機、輸風管道、烘箱箱體和通過烘箱調節架安裝在所述烘箱箱體上的導向輥支架,烘箱箱體內通過調節座安裝有若干平行排列的風嘴,空氣加熱裝置與風機的進風口連接,輸風管道的進風口與風機的出風口連接,輸風管道設置有與風嘴對應的輸風支管,輸風支管的出風口與風嘴的風嘴進風口連接,導向輥支架上安裝有若干用于承載承印物的導向輥,導向輥的軸心與風嘴的出風口平行,風嘴的出風方向朝向承印物。導向輥呈弧形排列,風嘴也呈與導向輥弧度一致的弧形排列。風嘴的出風口與承印物之間的距離為10~15mm。
下面結合附圖和實施例對本技術進一步說明。
如圖1所示,凹印機的熱風烘干專用風嘴,包括風嘴箱體1,風嘴箱
體1的端部設置有風嘴進風口2,風嘴箱體1內設置有沿其長度方向對稱排列的左導流面3和右導流面4,左導流面3和右導流面4的一側分別與風嘴箱體1的左右內壁連接,另一側分別連接有對稱的左出風面5和右出風面6,左出風面5和右出風面6為平行的平面,左出風面5和右出風面6的自由側分別連接有對稱的左平臺區域7和右平臺區域8,左平臺區域7和右平臺區域8分別與左出風面5和右出風面6構成的夾角為直角,左平臺區域7和右平臺區域8的自由側分別連接有對稱的左斜面導風區域9和右斜面導風區域10,左斜面導風區域9和右斜面導風區域10為上側向內傾斜的斜面,左斜面導風區域9和右斜面導風區域10的自由側與風嘴箱體1的左右外側壁連接,左出風面5和右出風面6之間的縫隙形成風嘴出風口11。風嘴箱體1內部應當盡量光滑,風嘴出風口11的寬度為2mm為宜,風嘴的壁厚適宜為3~5mm。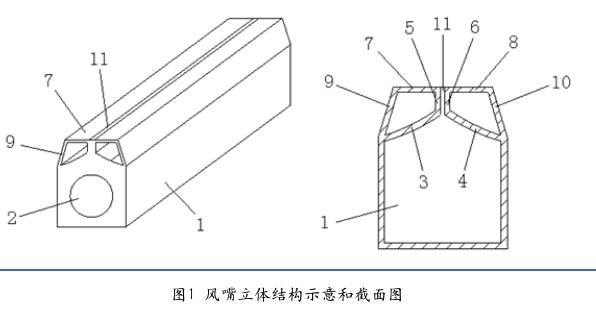
單純的延長平臺區域可能會阻礙熱風的流動,因此在左平臺區域7和右平臺區域8的外側增加左斜面導風區域9和右斜面導風區域10,以避免風嘴箱體內部氣壓增加所帶來的滯留現象。
左平臺區域7與左斜面導風區域9、右平臺區域8與右斜面導風區域10構成的夾角為125°~135°,夾角過大或過小都不利于氣流的流動。endprint
熱風通過風嘴進風口2進入風嘴箱體1內,熱風在風嘴箱體1內流動,隨著氣流的不斷進入,熱風受左導流面3和右導流面4的導流作用,向中間集中,進入到平行的左出風面5和右出風面6之間,從風嘴出風口11吹出平穩、氣流方向一致的熱風,熱風到達承印物,實現承印物干燥的過程,由于承印物的阻擋作用,熱風方向會發生改變,最終在承印材料和左平臺區域7、右平臺區域8之間形成渦流,使得熱風可在此處連續運動并稍作停頓,從而延長熱風工作時間。之后,一部分熱風隨著左斜面導風區域9和右斜面導風區域10逐步擴散開來,避免氣流出現阻塞或回風不暢,影響烘干效果。
如圖2所示,風嘴的烘箱,該烘箱包括空氣加熱裝置22、風機12、輸風管道13、烘箱箱體20和通過烘箱調節架19安裝在所述烘箱箱體20上的導向輥支架17,烘箱箱體20內通過調節座14安裝有若干平行排列
的風嘴15,空氣加熱裝置22與風機12的進風口連接,輸風管道13的進風口與風機12的出風口連接,輸風管道13設置有與風嘴15對應的輸風支管16,輸風支管16的出風口與風嘴15的風嘴進風口2連接,導向輥支架17上安裝有若干用于承載承印物18的導向輥21,導向輥21的軸心與風嘴15的出風口11平行,風嘴15的出風方向朝向所述承印物18。
空氣加熱裝置22為電加熱器或其他方式的加熱器,空氣進入后,在空氣加熱裝置22內將空氣加熱,通過風機12送入輸風管道13,再通過輸風支管16同時進入風嘴箱體中,最后從風嘴出風口11吹出,到達承印材料11表面,實現承印物干燥的過程。
導向輥21呈弧形排列,風嘴15也呈與導向輥21弧度一致的弧形排列,弧形結構能增大熱風與承印物接觸面積,通過改變調節座14的厚度,可以改變風嘴在烘箱箱體20內的位置,從而改變風嘴出風口11與承印物的距離,保證烘干效果,風嘴15的出風口11與承印物18之間的距離為10~15mm為宜,太近或太遠都會影響干燥的質量。
通過烘箱調節架19可以改變導向輥支架17與烘箱箱體20之間的距離,以適應不同承印物的烘干需求。
本技術的有益效果是:風嘴具有導流面、出風面、平臺區域和斜面導風區域結構,利用導流面的引導并吹出熱風,在承印物與平臺區域間之間形成氣旋,能夠延長熱風烘干時間,提高利用效率,起到優化熱風速度場和溫度場的作用。烘箱結構合理,優化烘干熱風的速度分布和壓力分布,保證整個烘干系統的有效運行,能達到更為均勻的實際烘干效果。
結論: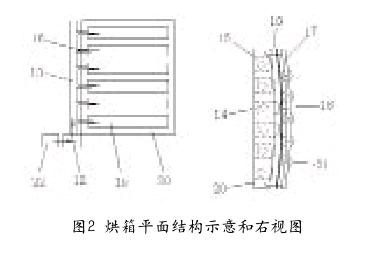
中國的印刷包裝機械制造業發展潛力與市場空間巨大,從我國目前的印刷涂布包裝行業市場來看,每年印刷涂布機械國內銷售額約180億~200億元,其年平均增長速度達到15%以上。除此之外,國內凹印設備的市場年需求量高于10億元以上,各類凹版印刷機年需求量約在500~600臺/套左右。這些都說明,本文的研究有著巨大的需求。本技術采用新結構的風嘴,加之烘箱的合理設置,能夠延長熱風烘干時間,提高利用效率,起到優化熱風速度場、溫度場、速度分布和壓力分布作用,保證整個烘干系統的有效運行,能達到更為均勻的實際烘干效果。這些都說明,本文的研究有著極強的技術吸引力。將本項目的研究成果在企業應用推廣,將帶動中山市印刷包裝機械制造企業的全面發展,進而鞏固廣東在我國的印刷包裝制造產業集群的龍頭地位,更好地發揮其示范帶頭作用,從而帶動我國近70余家具有一定技術水平的印刷包裝機械制造企業技術進步以及廣東區域相關機械加工企業的發展,促進我國印刷包裝制造產業的整體技術進步。endprint
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15