基于正交試驗法的復合材料固化工藝規范參數優選*
2015-12-31 09:09:26王曉霞
濰坊學院學報 2015年2期
王曉霞
(濰坊學院,山東 濰坊 261061)
復合材料固化階段是影響制品質量的關鍵環節之一。由于在固化過程中復合材料內部溫度和固化度分布不均勻,故發生不同程度的熱膨脹和固化收縮,從而引起熱應力和固化收縮應力[1]。這些內應力對復合材料力學性能有很大影響,特別對厚板構件而言,有可能導致復合材料板彎曲、基體開裂以及脫層現象發生,甚至會使復合材料在固化過程中就被破壞[2-3]。
固化工藝規范的選擇對于固化成型過程至關重要。本文采用正交實驗法,針對雙馬來酰亞胺樹脂基復合材料固化工藝規范的幾個關鍵參數進行優選,得到固化時間較短、能耗較低的固化工藝規范。
1 復合材料溫度場和固化度場的數值模擬
1.1 固化的理論模型
1.1.1 熱—化學模型
伴隨反應熱的溫度場問題本質上是具有非線性內熱源的熱傳導問題,目前的溫度模型都是由傅立葉熱傳導定律和固化動力學方程得到的[4-5]

其中,ρ是復合材料的密度,u是反應進行t時間后的反應程度,T 是絕對溫度,cp是復合材料的比熱,kij是復合材料的導熱系數,Hu是反應最終放熱量。
1.1.2 反應動力學模型
由文獻[6]可知,雙馬來樹脂的固化模型是n級反應模型,反應級數約為1,故它是簡單的一級反應:

其中,A 為指前因子,Ea為反應活化能,R 為理想氣體常數。
1.2 模擬結果與討論
1998年張復盛[7]對雙馬來酰亞胺(BMI)的固化性能進行了研究,溫度梯度控制在5℃/min~20℃/min,既在生產中容易實現,又可以得到固化度較為均勻的復合材料。在實際固化工藝中,BMI復合材料固化工藝規范如圖1所示。初始溫度為40℃,加熱到190℃并保持4100s,然后降溫至初始溫度40℃。本文先以20℃/min的升、降溫速率為例,模擬BMI樹脂基復合材料在變溫條件下的固化過程。復合材料參數參考文獻[4,7]。模擬幾何模型如圖2所示。
在圖1所示的固化工藝規范下,BMI樹脂內部5個點的溫度和固化度隨時間的變化規律如圖3所示。可以看到,樹脂在大約t=4500s的時刻完全固化,且固化較均勻,但是在t=4500s的時刻,模具的溫度還是保持在最高溫度190℃,這說明在隨后的450s的降溫階段,模具的熱量沒有對樹脂固化起到作用,造成了時間和能源的浪費。
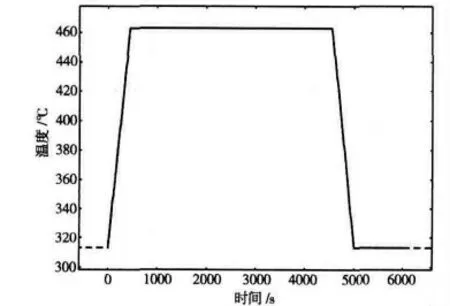
圖1 固化工藝規范
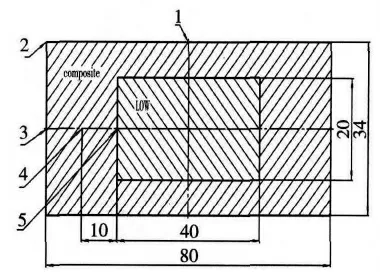
圖2 幾何模型

圖3 BMI復合材料點1-5的溫度和固化度隨時間變化曲線
2 固化工藝規范參數的優選
在實際生產中,往往要綜合考慮各種因素。在保證復合材料性能優良的前提下,還要考慮生產設備、生產時間和能源消耗等成本問題。所以,在實際生產中希望固化過程:
(1)在固化時溫度和固化度的分布盡量均勻,以減少脫模后產生翹曲等缺陷的可能性,提高復合材料性能;
(2)在滿足條件(1)的前提下,盡量縮短固化時間,提高生產效率,降低成本;
(3)在滿足條件(1)的前提下,盡量減少加熱所需能量,以降低生產成本,提高經濟效益。
在一般生產中,要想達到均勻固化所需的固化時間較長,并且由于長時間保持在高溫,消耗的能源較多。為了降低生產成本,需要進行工藝規范參數的優選。下面介紹一下所優選的參數及其選擇范圍。
2.1 工藝規范參數的選取
2.1.1 保溫溫度的選取BMI固化的溫度范圍較大。根據張復盛[7]對雙馬來酰亞胺樹脂固化的研究,樹脂在200-220℃時固化較均勻且固化所需時間均較短,故在這一節,以200℃、210℃、215℃、220℃作為可供選擇的參數。
2.1.2 升溫速率的選取
升溫速率和降溫速率是雙馬來酰亞胺樹脂在熱壓釜固化過程中的重要工藝參數。升溫速率過高,則容易使BMI樹脂受熱不均勻,從而導致固化不均勻,影響復合材料性能;而降溫速率過高,則易產生熱應力,從而導致脫模階段有較大變形;而如果升、降溫速率過低,則固化時間過長,不利于提高生產效率。研究BMI樹脂的大部分文獻中[6,8]均選取5℃/min、10℃/min、15℃/min、20℃/min作為BMI樹脂的固化升、降溫速率來研究固化過程,并且證實了這些參數下BMI樹脂可以達到較好的固化效果。因此,在本文中亦選取這4個速率值作為BMI固化時升、降溫的速率。
2.2 參數優選方法
能量消耗的計算是根據熱壓釜的溫度上升來計算的,由于熱壓釜一般采用耐高溫高壓的材料,其熱物理性能參數對溫度不很敏感,在這里認為熱壓釜的比熱容C 和質量m 不隨溫度的改變而改變,設加熱功率為ψ,則總功率:

消耗總加熱功:
式中,S 表示溫度的改變量對時間的積分值,即類似圖1固化工藝規范圖中梯形的面積。
由上式可知,由于Cm/ψ 恒定,所消耗的功正比于溫度的改變量對時間的積分值,即溫度循環圖中梯形的面積。要減少能量的消耗,就要盡量減少溫度循環曲線與直線T=40℃所圍成的梯形的面積S。
為了減小加熱量,可以充分利用升溫和降溫階段的熱量,特別是,因為固化反應是非線性放熱反應,在熱壓釜的溫度降到預熱溫度甚至環境溫度時,樹脂內部仍可以利用樹脂固化反應放出的熱量完成固化。
3 正交實驗結果討論

表1 固化工藝規范優選試驗的實驗因素和水平

表2 正交實驗的實驗方案和實驗結果
采用正交實驗法,優選BMI樹脂固化的工藝參數。正交實驗設計(orthogonal experimental design)是在科學研究中常用的、分析多因素多水平的、基于統計學的試驗設計方法,它是根據正交性從全面實驗中挑選出部分有代表性的點進行試驗,這些有代表性的點具備了“均勻分散,齊整可比”的特點。正交實驗設計是多參數實驗設計的主要方法。
正交表具有以下兩項性質:(1)每一列中,不同的數字出現的次數相等;(2)任意兩列中數字的排列方式齊全而且均衡。
以上兩點充分體現了正交表的兩大優越性,即“均勻分散性,齊整可比”。通俗地說,每個因素的每個水平與另一個因素的各水平各碰一次,這就是正交性。正是由于這種正交性,使得試驗選出的點具有代表性而有利于快捷地分析影響因素,優選出BMI樹脂固化所需的較優溫度參數。
表1表示了工藝溫度參數優選試驗具有的因素和各自的水平;表2則表示設計的正交實驗。要較為完整地模擬這些因素和水平需要進行16組模擬試驗。分別用表2給出的16組實驗參數進行模擬。在模擬時應保證在熱壓釜溫度降到加熱前溫度時BMI樹脂的最小固化度大于0.9。在此基礎上對保溫時間進行調試,進而得到固化所需的時間和所用的能量。
下面以實驗13為例計算能量消耗。該工藝規范為:

式中,T 是模具加熱溫度,單位為K;t為時間,單位為s。
溫度隨時間的變化曲線與直線T=40℃所圍成的梯形的面積為:

由此類推,得到這16組溫度參數下樹脂固化模擬的結果。這些結果也在表2中給出。可以看到,在各種參數組合下,固化時間由3380s到4540s,最大與最小相差約30%。而所需能量最大值與最小值相差約40%。由于該BMI樹脂的固化時間由復合材料結構和BMI固有性質共同決定的,且所有實驗組的固化時間均比較長。而大幅度的減小固化所需的能量可以有效的減少能耗,降低成本。所以在這章的參數優選中,固化時間是實驗組結果討論的次要因素而固化所需的能量是主要的因素。
第15組模擬所需的能量最少,同時所需的固化時間也較少,與最短固化時間(即第11組溫度參數下樹脂固化所需要的時間)僅相差90s。這是由三個原因造成的。首先,該組的升溫速率較快,樹脂的溫度增加快,有利于固化的迅速進行,而先進行的固化又產生大量的熱從而促進了整體的固化。其次,該組參數保持溫度較高,促進了固化反應的進行。再次,該組降溫速率較低,使樹脂在降溫條件下有充分的時間固化完全,既減小了能耗,又有利于減小熱應力。
綜上所述,第15組中參數為較優參數。它有以下優點:
(1)樹脂內部的溫度分布比較均勻,可以使BMI樹脂均勻固化;
(2)整個固化過程所需的時間較短,只需要3510s,縮短了成型時間;
(3)比較充分地利用了樹脂在加熱、降溫時的熱能和樹脂內部固化產生的內熱,減小了外熱源的輸入,達到節能生產的目的。
4 結束語
在制品固化均勻的前提下,減少能耗并縮短固化時間是制定固化工藝規范的一個基本要求。正交實驗法能在一定的范圍內對固化工藝規范參數進行優選,達到低成本、低消耗地制備出高質量、高產量構件的目的。
[1]Davidson C L,Feilzer A J.Polymerization shrinkage and polymerization shrinkage stress in polymer-based restoratives[J].Journal of Dentistry,1997,25(6):435-440.
[2]Tai H J,Chou H L.Chemical shrinkage and diffusion-controlled reaction of an epoxy molding compound[J].European Polymer Journal,2000,36(10):2213-2219.
[3]Silikas N,Eliades G,Watts D C.Light intensity effects on resin-composite degree of conversion and shrinkage strain[J].Dental Materials,2000,16(4):292-296.
[4]賈玉璽,陳希亮,丁妍羽,等.樹脂傳遞模塑過程的固化反應熱效應的數值分析[J].高分子材料科學與工程,2008,24(8):23-26.
[5]李辰砂,張博明,王殿富,等.用數值模型研究復合材料固化過程規律[J].復合材料學報,2000,17(4):92-99.
[6]Guo Z S,Du S Y,Zhang B M,et al.Cure kinetics of T700/BMI prepreg used for advanced thermoset composite[J].Journal of Applied Polymer Science,2005,97(6):2238-2241.
[7]張復盛,莊嚴,施燕萍.雙馬來酰亞胺樹脂體系的固化反應研究[J].材料工程,1998,(1):22-24.
[8]Boey Y C,Song X L,Yue C Y,et al.Modeling the curing kinetics for a modified bismaleimide resin[J].Journal of Polymer Science Part A:Polymer Chemistry,2000,38(5):907-913.
猜你喜歡
北部灣大學學報(2022年1期)2022-06-22 04:58:38
北部灣大學學報(2022年2期)2022-06-21 11:44:36
現代儀器與醫療(2021年4期)2021-11-05 08:25:08
北部灣大學學報(2021年4期)2021-04-28 08:01:04
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
銅業工程(2015年4期)2015-12-29 02:48:39
應用化工(2014年10期)2014-08-16 13:11:29
