我國連軋管機組的發展歷程及分布狀況
2015-12-28 12:03:32張旦天高瑞全孫世忠鐘錫弟
鋼管 2015年2期
張旦天,高瑞全,孫世忠,鐘錫弟
(1.渤海鋼鐵集團有限公司,天津 300202;2.天津鋼管集團股份有限公司,天津 300301;3.中國鋼結構協會鋼管分會,天津 300301)
自寶山鋼鐵股份有限公司于1985年11月建成投產Ф140 mm二輥全浮動芯棒連軋管機組至今,經過近30年的發展,我國已建成投產了30套連軋管機組,主要分布在我國13個省、市、自治區,21個冶金企業,連軋管機組年產能約1 500萬t,在我國無縫鋼管約4 300萬t的年總產能(其中熱軋無縫鋼管約3 550萬t、冷拔冷軋無縫鋼管約750萬t)中占比為34.88%;在熱軋無縫鋼管年總產能(3 550萬t)中的占比為42.25%。連軋管機組因其高效率、高產量、優質的產品質量等優勢,目前已成為我國無縫鋼管生產的主力機型[1-11]。
1 連軋管機組發展簡況
1964年世界上第一套Ф102 mm二輥全浮動芯棒連軋管機組(Mandrel Mill,簡稱MM)在意大利塞斯特里累旺特廠建成投產[12-13],其連軋管機機架數為9架,并配有20機架的張力減徑機,采用Ф100 mm和Ф130 mm兩種規格的管坯,80 mm和90 mm兩種孔型系列,產品規格為Ф27~102 mm×2.3~14.0 mm,年產能為15萬t。連軋管工藝就此問世。
1977年世界上第一套Ф127 mm二輥半浮動芯棒連軋管機組(德國稱Mannesmann bohr-Kontimill Stripper,簡稱MRK-S;法國稱Neuval-R)在法國瓦盧瑞克公司圣索夫廠建成投產[12-13],其連軋管機機架數為7架,并配有24機架的張力減徑機,采用Ф120 mm和Ф160 mm兩種規格的管坯,100 mm和137 mm兩種孔型系列,產品規格為Ф27~127 mm×2.3~16.0 mm,年產能為35萬t。二輥半浮動芯棒連軋管工藝也于當年正式推向市場。
1978年世界第一套 Ф355.6 mm(Ф426 mm)二輥限動芯棒連軋管機組(Multi-Stand Pipe Mill,簡稱MPM)在意大利達爾明鋼管廠建成投產[12-13],連軋管機機架數為8架,并配有7機架的微張力減徑機,采用Ф240、280、320、360 mm等4種規格的管坯,162 mm、191 mm、235 mm、292 mm和372 mm共5種孔型系列,產品規格為Ф114~426 mm×4.5~40.0 mm,年產能為45萬t。二輥限動芯棒連軋管工藝于當年正式推向市場。
2004年,Ф168 mm三輥限動芯棒連軋管機(Premium Quality Finishing,簡稱PQF)在我國建成投產,這是我國首套,也是世界首套三輥限動芯棒連軋管機組,代表著當今世界無縫鋼管生產的最新技術水平。
2 我國連軋管機組的發展歷程
2.1 二輥全浮動芯棒連軋管機
寶山鋼鐵股份有限公司于1985年11月建成投產從德國曼內斯曼-德馬克公司引進的Ф140 mm二輥全浮動芯棒連軋管機組,這也是世界上最后一套二輥全浮動芯棒連軋管機組。其管坯主要為Ф178 mm連鑄坯,有少量Ф175 mm的軋制坯,采用152 mm和119 mm兩種孔型系列,產品規格為Ф21.3~139.7 mm×2.0~25.0 mm,主要品種有油井管、鍋爐管和專用管。該機組的設計年產能為50萬t,目前實際年產量達80萬t。熱區主要生產裝備包括:中徑35 m環形爐,狄塞爾穿孔機(1998年完成深度技術改造,改為錐形輥穿孔機),三輥6機架空心坯減徑機,二輥8機架全浮動芯棒連軋管機(1998年對芯棒循環系統進行了改造,完善了連軋“竹節”速度控制系統),30 m寬步進式再加熱爐,三輥28機架張力減徑機(將原有模擬量控制系統全部改為數字直流傳動控制系統)和165 m步進式冷床。
全浮動芯棒連軋管工藝具有以下特點:①適用于Ф140 mm及以下規格產品的生產,軋制節奏快,每分鐘可軋制3.5支荒管,年產量最高可達到80萬t;②芯棒加工成本及消耗較低,并可采用空心芯棒,具有一定的優勢;③可生產較高鋼級(P110、G105、S135)的油井管和高壓鍋爐管;④連軋“竹節”速度控制系統新技術,克服了管體縱向“竹節”缺陷,提高了壁厚精度。
Ф140 mm二輥全浮動芯棒連軋管機組的建成投產,迅速提高了我國無縫鋼管生產工藝技術與裝備水平,縮小了我國與世界無縫鋼管先進生產水平的差距。
2.2 二輥半浮動芯棒連軋管機
我國首套二輥半浮動芯棒連軋管機組于1992年立項,1997年建成投產,由衡陽華菱鋼管有限公司從德國米爾公司引進,德國稱為MRK-S,法國稱為Neuval-R。Ф89 mm二輥半浮動芯棒連軋管機組采用的管坯主要為Ф120 mm、Ф140 mm的連鑄坯或軋制坯,產品規格為Ф25~114 mm×2.5~12.0 mm,主要品種有油井管、鍋爐管和專用管,年生產能力為30萬t。熱區主要生產裝備有:環形爐,錐形輥穿孔機,二輥5機架半浮動芯棒連軋管機,步進式再加熱爐,三輥24機架張力減徑機。
二輥半浮動芯棒連軋管工藝具有以下特點:①軋管過程芯棒處于限動的工藝特征,只是荒管尾端在接近連軋管機最后兩個機架時,限動裝置釋放芯棒,此時顯現出芯棒全浮動工藝特征,芯棒從連軋管機后臺冷卻循環,故被稱之為半浮動芯棒連軋管工藝;②采用芯棒預穿,每分鐘可軋制3.5支荒管,生產效率較高。
2.3 二輥限動芯棒連軋管機
1992年建成投產的Ф250 mm二輥限動芯棒連軋管機組,由天津鋼管集團股份有限公司從意大利因西公司引進。該機組采用Ф210 mm、Ф270 mm和Ф310 mm共3種規格的連鑄管坯,孔型系列包括181 mm、235 mm、247 mm、291 mm和356 mm共5種,產品規格為Ф114~273 mm×5~40 mm,主要品種有油井管、鍋爐管和專用管。該機組設計年生產能力為50萬t,目前實際年產量達到100萬t。熱區主要生產裝備包括:中徑45 m環形爐,狄塞爾穿孔機,二輥7機架限動芯棒連軋管機,步進式再加熱爐,三輥14機架微張力減徑機和34 m步進式冷床。
該機組是我國建成投產的第一套限動芯棒連軋管機組,拉近了我國與世界無縫鋼管生產先進水平的差距,使天津鋼管集團股份有限公司成為世界著名的石油管材生產基地和供應商。
二輥限動芯棒連軋管工藝具有以下特點:①芯棒前行速度受控,解決了荒管在連軋過程中易產生“竹節”缺陷的問題;②縮短了芯棒長度,采用限動工藝所需的芯棒長度比全浮動工藝所需芯棒長度縮短了30%~40%;③芯棒長度的縮短,降低了芯棒由于過長而帶來的制造難度和芯棒消耗,使制造大規格的連軋管機成為可能;④采用限動工藝,可降低連軋管機的尖峰負荷。
2006年,我國首套國產Ф250 mm二輥限動芯棒連軋管機組在江蘇省無錫市建成投產。該機組采用Ф150 mm和Ф210 mm兩種連鑄管坯,孔型系列包括173 mm、192 mm、235 mm、266 mm和291 mm,產品規格為 Ф32.0~177.8 mm×3.5~25.0 mm,主要品種有油井管、鍋爐管和專用管。該機組年產能為50萬t,是我國建成投產的第一套國產化二輥限動芯棒連軋管機組,為我國無縫鋼管生產裝備自主創新發展奠定了基礎。熱區主要生產裝備包括:中徑33 m環形爐,錐形輥穿孔機,二輥5機架限動芯棒連軋管機,步進式再加熱爐,三輥14機架微張力減徑機和三輥20機架張力減徑機。
2.4 三輥限動動芯棒連軋管機
2003年8月建成投產的Ф168 mm三輥限動芯棒連軋管機組由天津鋼管集團股份有限公司從德國米爾公司引進。該機組采用Ф150 mm和Ф210 mm兩種連鑄管坯,孔型系列有142 mm和185 mm兩種,產品規格為 Ф48.0~168.3 mm×4.2~22.2 mm,主要品種包括油井管、鍋爐管和專用管。該機組設計年生產能力為35萬t,目前實際年產量達到60萬t。熱區主要生產裝備有:中徑35 m環形爐,錐形輥穿孔機,三輥6機架限動芯棒連軋管機,步進式再加熱爐,三輥24機架張力減徑機和85 m步進式冷床。該機組是我國建成投產的第一套,也是世界第一套三輥限動芯棒連軋管機組,其建成投產使天津鋼管集團股份有限公司成為引領世界無縫鋼管生產技術的具有國際影響力的知名企業。
三輥限動芯棒連軋管工藝具有以下特點:①軋制的荒管徑壁比可達45以上;②能夠避免或大大減少管端折疊和飛翅缺陷;③由于三輥孔型的半徑差小于二輥,因此軋件變形更加均勻、平穩,使產品的壁厚精度和表面質量高于MPM機組,且軋制的荒管直徑越大,優勢越明顯;④具有更高的效率和適應能力,可軋制高鋼級(P110、T91/P91等以上)油井管、高壓鍋爐管以及13Cr、304L等馬氏體不銹鋼等難軋品種;⑤由于采用芯棒在主軋線內預穿的方法,有效地降低了軋制載荷以及工具消耗。
3 我國連軋管機組數量及產能分布情況
我國自1985年建成首套Ф140 mm全浮動芯棒連軋管機組以來,截至2013年,已有連軋管機組30套,其中引進機組21套,占比為70%;國產9套,占比為30%。我國現有連軋管機組的生產能力及分布情況見表1。
2000年后我國掀起連軋管機組的建設熱潮,尤其是全球金融危機發生后的幾年是我國連軋管機組投資建設最集中的時期。2000年以后,我國建成投產的連軋管機組有27套,占總數的90%;2008年全球金融危機后建成投產的連軋管機組有18套,占總數的60%。
華北和華東地區是我國連軋管機組比較集中的兩大區域。其中,華北地區有連軋管機組8套(引進7套,國產1套),在全國連軋管機組總數中的占比為26.67%;年產能總數約500萬t,在全國連軋管機組總產能中的占比為33.83%。華東地區有連軋管機組11套(引進6套,國產5套),在全國連軋管機組總數中的占比為36.67%;年產能總數約508萬t,在全國連軋管機組總產能中的占比為34.37%。華中地區有連軋管機組4套(引進3套,國產1套),在全國連軋管機組總數中的占比為13.33%;年產能總數約175萬t,在全國連軋管機組總產能中的占比為11.84%。東北地區有連軋管機組4套(引進3套,國產1套),在全國連軋管機組總數中的占比為13.33%;年產能總數約115萬t,在全國連軋管機組總產能中的占比為7.78%。西南地區有連軋管機組2套(全部引進),在全國連軋管機組總數中的占比為6.67%;年產能總數約120萬t,在全國連軋管機組總產能中的占比為8.12%。西北地區有國產化連軋管機組1套,在全國連軋管機組總數中的占比為3.33%;年產能總數約60萬t,在全國連軋管機組總產能中的占比為4.06%。
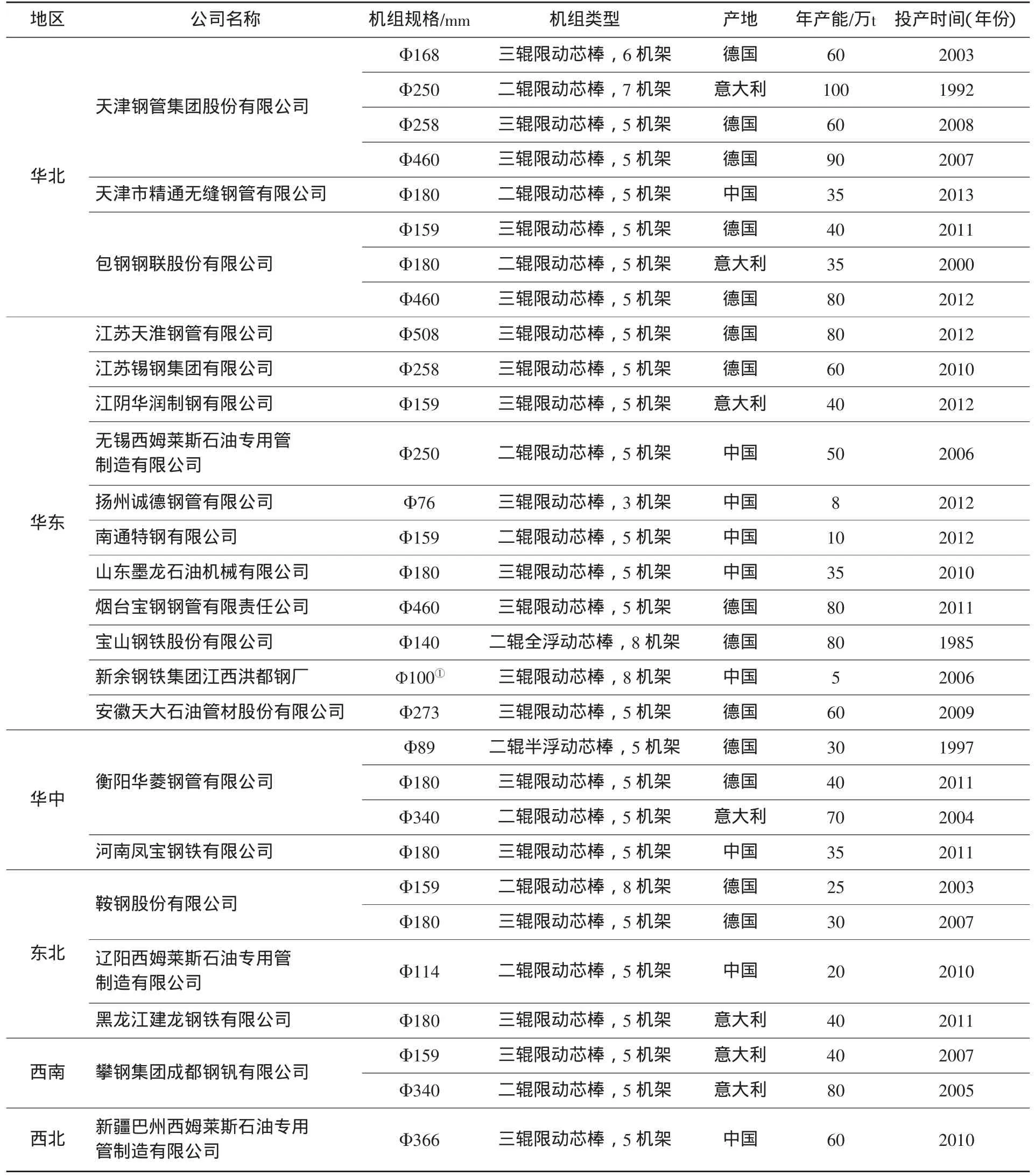
表1 我國現有連軋管機組的生產能力及分布情況
4 連軋管機組規格組距組成、廠家及分布
Ф114 mm以下規格連軋管機組現有4套,約占全國連軋管機組總數的13.33%,其中引進1套,國產3套,國產化率為75%。分布在湖南、遼寧、江蘇和江西4省。
Ф140~180 mm規格連軋管機組現有14套,約占全國連軋管機組總數的46.67%,其中引進10套,國產4套,國產化率為28.57%,分布在上海、天津、四川、內蒙古、黑龍江、河南、江蘇和山東8個省(市、自治區)。
Ф250~273 mm規格連軋管機組現有5套,約占全國連軋管機組總數的16.67%,其中引進4套,國產1套,國產化率為20.0%,分布在天津、江蘇和安徽3個省(市)。
Ф340~460 mm規格連軋管機組現有6套,約占全國連軋管機組總數的20.0%,其中引進5套,國產1套,國產化率為16.67%,分布在天津、四川、內蒙古、山東、湖南和新疆6個省(市、自治區)。
Ф508 mm規格連軋管機組現有1套,約占全國連軋管機組總數的3.33%,在江蘇省淮安市。
5 結 論
(1)近10多年來,我國引進和自建了一批連軋管機組,在連軋管機組的工藝技術和裝備國產化方面均取得了重大進展,極大地促進了無縫鋼管品種的開發和產品質量提高。
(2)從地區分布來看,我國現有各類連軋管機組的分布不太均衡,主要集中在華東和華北地區,華東地區有11套,產能約520萬t,華北地區有8套,產能約500萬t;其次是華中地區有4套,產能約180萬t;東北地區有4套,產能約120萬t;最少的是西北地區,只有新疆1套,產能60萬t。
(3)從目前市場需求來看,各地區Ф180 mm以下規格連軋管機組開工率最好,說明市場對小直徑熱軋無縫鋼管的需求旺盛,尤其是合金高壓鍋爐管、API油管、鉆桿管、管線管及各類流體管的需求;Ф460 mm以上規格連軋管機組開工率不足,說明市場對大直徑熱軋無縫鋼管的需求偏弱。
(4)為避免裝備結構的雷同化,各地無縫鋼管生產企業的新建項目要根據本地區市場需求,設計合理的產品大綱及主導產品,并依據主導產品進行工藝設備的選型,不要盲目攀比,一味追求所謂的“先進、卓越”。能采用二輥連軋的就不采用三輥連軋,實踐證明,三輥連軋管機組在建設投資費用、生產維護費用以及主要軋制工具消耗(連軋管機用芯棒)方面均比二輥連軋管機組的高。
(5)我國已呈現無縫鋼管消費總量峰值平臺區的明顯信號,說明無縫鋼管市場需求環境出現了新變化。在市場需求偏弱的壓力下,連軋管機組的產能同時出現過剩趨勢,同質化競爭慘烈,盈利水平大幅下降;因此,企業要面對“新常態”,適應“新常態”,找準自身定位,努力提高企業的發展質量和效益。
[1]金如崧.采用工藝自動控制提高無縫鋼管壁厚精度[J].鋼管,2008,37(4):45-47.
[2]嚴澤生,孫強,莊鋼.PQF生產工藝[J].鋼管,2006,35(1):37-42.
[3]殷國茂.中國鋼管50年[M].成都:四川科學技術出版社,2009.
[4]常建設,莊鋼,鐘錫弟.我國小直徑無縫鋼管生產機組的發展[J].鋼管,2012,41(5):15-21.
[5]陳碧楠.三輥連軋管機的發展及分析對比[J].鋼管,2010,39(3):6-9.
[6]李元德,李國棟,田穎峰.對連軋管機機型選擇的探討[J].鋼管,2011,40(2):20-24.
[7]王三云,楊旭寧.關于我國小型無縫鋼管生產機組改造的探討[J].鋼管,2012,41(2):9-14.
[8]李群,楊帆,丁德元,等.從MPM到PQF——限動芯棒連軋管機回顧及展望[J].鋼管,2007,36(6):19-24.
[9] 金如崧.PQF 的 17 年[J].鋼管,2009,38(1):36-40.
[10]嚴澤生,莊鋼,孫強.世界熱軋無縫鋼管軋機的發展[J].中國冶金,2011,21(1):7-11.
[11]馮志堅.我國連軋管機組的建設與思考[J].鋼管,2013,42(3):16-21.
[12]李元德,朱燕玉,賈立紅,等.連軋管機組發展歷程及生產技術[J].鋼管,2010,39(2):1-13.
[13]李群.關于連軋管機組幾個工藝問題的討論[J].鋼管,2010,39(2):19-22.
