六西格瑪在提高高壓鍋爐管渦流探傷合格率中的應用
2015-12-28 12:03:36王愛華
鋼管 2015年2期
王愛華
(寶山鋼鐵股份有限公司,上海 201900)
寶山鋼鐵股份有限公司(簡稱寶鋼股份)生產的高壓鍋爐管主要用于大型電站鍋爐用的過熱器、再熱器、水冷壁、省煤器受熱面,大量應用于600 MW超臨界發電機組,也批量用于1 000 MW超超臨界機組。隨著火力發電向更高參數的發展,鍋爐的溫度和壓力要求越來越高、管道工作環境越來越惡劣,對管材精度和承壓耐溫及材質的要求也越來越高,特別是隨著超臨界、超超臨界火電機組的發展,對鋼管材料和鋼管制造技術都提出了更高的要求[1-6]。
寶鋼股份生產的高壓鍋爐管約占鍋爐管總產量的80%,采用渦流探傷來代替水壓試驗,在生產過程中發現渦流探傷合格率明顯低于超聲波探傷合格率,為此專門成立了六西格瑪(6 Sigma)項目攻關小組,旨在提高高壓鍋爐管的渦流探傷合格率,節約制造成本,提高企業經濟效益。
1 項目實施——DMAIC改進
六西格瑪改進過程分為DMAIC五個階段,即Define(定義)、Measure(測量)、Analyze(分析)、Improve(改進)、Control(控制)[7]。每個階段在邏輯上都是緊密相聯的,每一個分析和改進步驟的進行與評估都是以充分的數據作支撐,是一個邏輯嚴密的過程循環[8]。
1.1 定義階段(D階段)
定義階段是六西格瑪DMAIC方法中的第一步,也是最重要的部分之一。需要在定義階段明確顧客關鍵需求、改進目標、項目范圍、主要流程、組成項目團隊和預算項目收益等[9]。
改進目標:高壓鍋爐管的渦流探傷合格率≥94.31%。
主要工藝流程:管坯剪切→加熱→穿孔→張力減徑→荒管(母管)退火→酸洗、潤滑→擠頭→冷加工→熱處理→矯直→檢驗→探傷→標志、涂層→包裝入庫。
1.2 測量階段(M階段)
測量階段的主要任務是通過對現有探傷過程的測量和評估,制定期望達到的目標及績效衡量標準,識別影響過程輸出Y值的輸入Xs值,并驗證測量系統的有效性[10]。
1.2.1 測量系統分析(MSA)
對高壓鍋爐管的2號渦流探傷系統進行MSA分析,因為探傷結果分為好管和缺陷管,屬于離散型數據,故采用計數型Kappa分析方法,衡量不同評價者對同一物體進行評價時其評定結論的一致程度。
試驗方案如下:
(1)取樣。準備20根好管,20根缺陷管。
(2)編號。20根好管編號為1~20號,20根缺陷管編號為21~40號。
(3)試驗。3位操作者均為有資質從事無損探傷檢驗的人員,按照隨機原則,每人對每根鋼管重復測量3次,進行評估,共計360次(其中1表示好管,0表示缺陷管)。
(4)分析。使用MINITAB軟件進行離散數據測量分析。
從試驗分析數據得出:一致性比率均大于85%,Kappa值均大于0.7;表明目前使用的探傷系統是可以接受的。
1.2.2流程穩定性分析
對高壓鍋爐管的渦流探傷合格率數據進行收集,運用控制圖中的單值移動極差進行分析,結果顯示所有點運行正常,均符合控制圖判異準則,故認為高壓鍋爐管的渦流探傷合格率處于穩定受控狀態。按設定的目標值≥94.31%,分析過程能力指數及流程Sigma水平,得出項目改進前過程能力指數CPK=-0.57,六西格瑪水平為-1.44,過程輸出值與期望值有較大差距。
1.3 分析階段(A階段)
分析階段的主要任務是對上階段所不能識別的因子進一步運用科學的分析統計工具進行確認。A階段是DMAIC五個階段中最難以預見的階段。在這個階段中,項目團隊應詳細研究各種數據資料,正確運用各種分析統計的方法,更客觀準確地識別問題的原因,通過數據分析確定影響輸出Y的關鍵Xs,即確定過程的關鍵影響因素,尋找“問題根源”所在[7]。
根據前期收集的大量數據,應用Pareto圖對高壓鍋爐管按照缺陷類型進行第1層分層分析,如圖1所示。其中,內部缺陷790個、表面折疊459個、翹皮282個、凹坑155個、裂縫98個、開裂91個、其他缺陷29個,可以看出:主要以內部缺陷、表面折疊為主,二者占總缺陷的69.5%;據此確定將內部缺陷、表面折疊作為項目主要攻關方向。
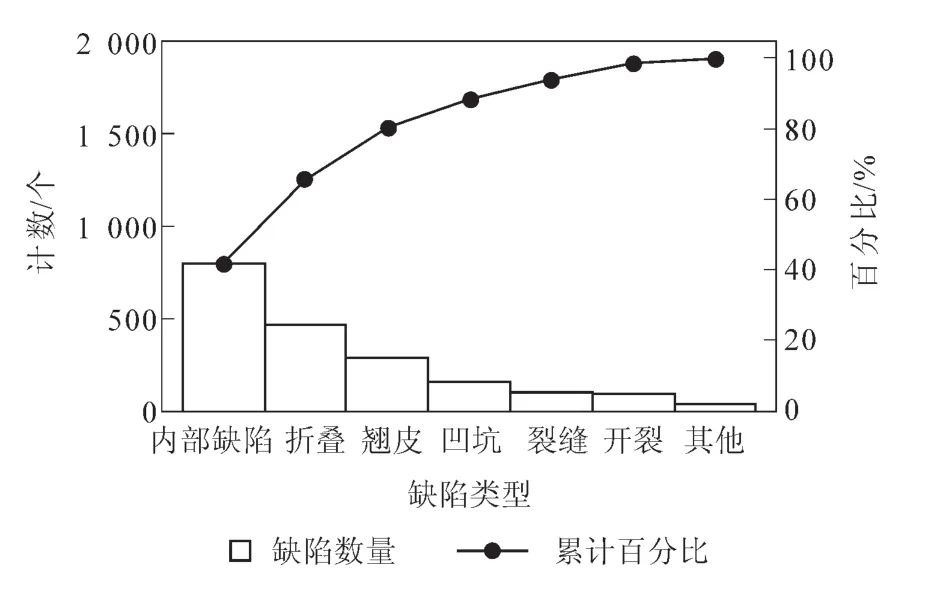
圖1 高壓鍋爐管缺陷類型分析
應用Pareto圖對高壓鍋爐管內部缺陷和折疊缺陷按照產品類型進行第2層分層分析,如圖2、圖3所示。在內部缺陷中,T91管1 034個、20G管280個、12Cr1MoVG管152個、T22管119個、T12管90個、T23管85個、T2管50個、T92管42個、其他管86個;在折疊缺陷中,T91管250個、20G管180個、T22管74個、T23管72個、12Cr1MoVG管70個、T12管64個、T2管39個、其他管30個。由此可以得出:內部缺陷以T91產品為主,占全部高壓鍋爐管內部缺陷的53.4%;折疊缺陷以T91、20G產品為主,占全部高壓鍋爐管折疊缺陷的55.2%。
據此確定高壓鍋爐管T91的內部缺陷、折疊缺陷和20G的折疊缺陷為重點攻關方向。根據高壓鍋爐管拔制的工藝特點,從人力、機器、材料、方法、環境五方面分析缺陷產生的潛在原因,初步篩選出重要因子。采用因果矩陣分析和PFMEA(過程潛在失效模式及后果分析)進行打分評價,篩選出潛在根本原因,如穿孔頂頭使用壽命,磷化沖水,酸洗的溫度、時間和濃度,軋機信號等,根據不同的數據類型制定了不同的驗證計劃,逐一進行驗證,見表1。
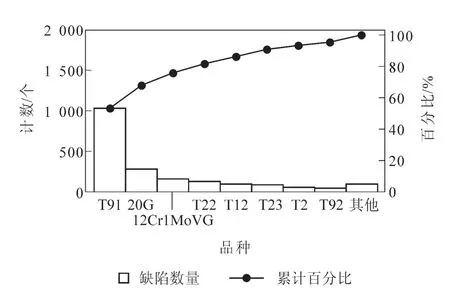
圖2 高壓鍋爐管內部缺陷分析
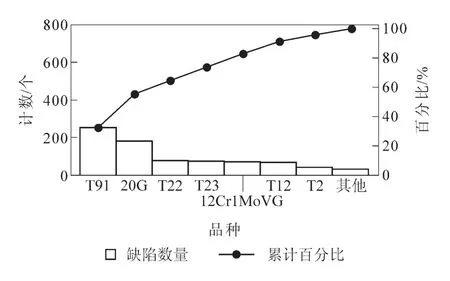
圖3 高壓鍋爐管折疊缺陷分析
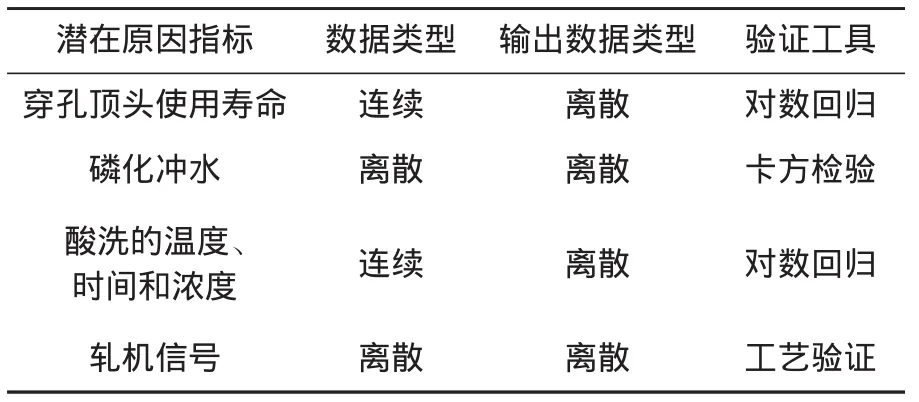
表1 驗證關鍵原因計劃
1.3.1 穿孔頂頭使用壽命的影響程度
第1種方法是工藝試驗,即采用兩種不同狀態的穿孔頂頭(表面光滑的和粗糙的)進行穿孔試驗,取樣做金相分析,驗證對管坯內表面質量的影響。結果表明:熱軋母管內表面的粗糙度與其穿孔時頂頭的外表面光滑度有很大的關系,且穿孔頂頭的外表面會隨著其生產時間的延長而逐漸變差,導致管坯內表面存在一定的凸凹不平。
第2種方法是在同一穿孔機上穿制相同產品規格,采用內表面光滑度不同的頂頭,統計穿孔頂頭的使用壽命數據,經過對數回歸(Logistic Regression)分析,結果P值為0.013。如果P ∧0.050,則說明鋼管內表面質量與頂頭壽命顯著相關,穿孔頂頭使用壽命的系數是-0.064 425 7,顯示頂頭使用時間越長,越有可能發生質量缺陷。
1.3.2 磷化沖水的影響程度
在同樣設備狀態下選擇相同產品規格和不同磷化條件沖水,收集數據采用卡方檢驗分析,結果P ∧0.050,說明不同磷化狀態沖水對內部缺陷的產生有顯著的不同影響。
1.3.3 酸洗溫度、時間和濃度的影響程度
在同樣設備狀態下選擇相同產品規格,分別采用不同酸洗溫度、酸洗時間和酸洗濃度進行酸洗,對收集的數據采用對數回歸分析,結果P ∧0.050,說明不同的酸冼濃度、溫度、時間對高壓鍋爐管凹坑缺陷的產生影響明顯不同。
1.3.4 軋機信號的影響程度
采用工藝驗證,對Φ60mm×6.3 mm T91高壓鍋爐管進行渦流探傷,發現有軋機信號,立即取樣解剖分析,發現鋼管內壁存在環狀凸起缺陷。
通過對數回歸分析、雙比率檢驗等工具的應用,以及結合業務知識和工藝試驗進行判斷,驗證了穿孔頂頭的使用壽命、磷化沖水、酸洗溫度、酸洗時間和濃度、軋機信號等關鍵因子影響程度的顯著性。
1.4 改進階段(I階段)
改進階段的任務是尋找最優改進方案,優化過程輸出Y值,并消除或減少關鍵Xs值的影響,使變異降至最低[11]。
針對分析階段驗證的3個關鍵因子,由攻關小組運用“頭腦風暴”和“六頂思考帽”等方法進行討論,逐一制定相應的改進方案[12]。
1.4.1 穿孔頂頭使用壽命
制定穿孔頂頭使用壽命管理辦法,規定熱穿軋T2、T12、15CrMoG高壓鍋爐管時,將穿孔頂頭壽命按穿孔壁厚控制在130~150支,跟蹤穿孔頂頭壽命,加強預檢并提前更換。
建立頂頭使用壽命標準。針對所有熱軋生產中所使用的頂頭,做出明確的最高使用壽命標準,頂頭在使用到該壽命后不論好壞一律更換,以保證鋼管產品質量。
1.4.2 磷化沖水
在崗位規程中增加預防措施,清洗時將鋼管管頭放入磷化池中,并將管尾抬起,待氣泡出盡后用清水灌入管內,再將鋼管浸入水池中,鋼管起吊后立即傾斜,使管內清水流出,并傾倒在廢水缸內。
1.4.3 酸洗的溫度、時間和濃度
根據鋼種及壁厚制定酸洗濃度:Φ18~89 mm×2~18 mm鋼管,硫酸濃度大于5%,硫酸亞鐵濃度小于200 g/L;酸洗時間約60 min,需觀察鋼管表面氧化皮脫落情況,從而掌握酸洗時間,如酸洗池新開缸,則酸洗時間縮短10~15 min。
1.4.4 軋機信號
軋制孔型是冷軋生產工藝中的核心問題,軋制孔型的好壞直接影響了產品的質量。寶鋼股份生產高壓鍋爐管的冷軋管機是LG60雙線冷軋管機,其軋制孔型由2個軋輥(每個軋輥上有2個相同的孔型)和2支芯棒組成,對軋輥孔型和芯棒每個變形區的要求一致,而且芯棒和軋輥匹配的各個變形段也要一致。
(1)軋輥。LG60雙線冷軋管機的軋輥孔型采用環形孔型,每個軋輥的孔型包括送進段、壓下段、回轉段、定徑段和出口段。攻關小組對該軋輥孔型重新進行優化設計,加長了軋輥孔型的定徑段。優化設計前后LG60雙線冷軋管機軋輥孔型各段參數見表2。
(2)芯棒。由于對軋輥孔型進行了重新設計,因此對芯棒表面曲線也需進行重新設計,使得軋輥孔型與芯棒的表面曲線相匹配。優化設計后的LG60雙線冷軋管機用芯棒如圖4所示。優化設計前后LG60雙線冷軋管機用芯棒各段尺寸見表3。
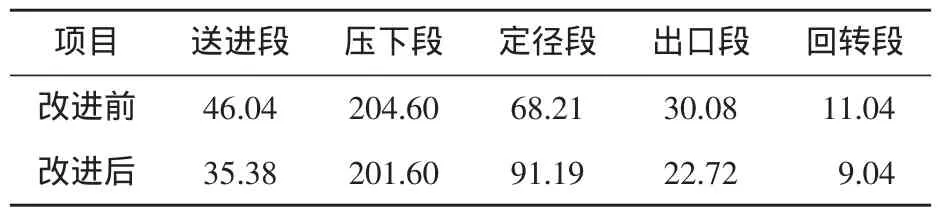
表2 優化設計前后LG60雙線冷軋管機軋輥孔型各段參數 (°)
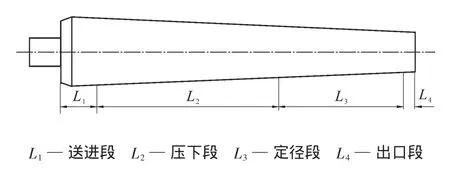
圖4 優化設計后的LG60雙線冷軋管機用芯棒示意
1.4.5 改進方案的驗證
為了驗證改進方案的效果,攻關小組對不同鋼種、規格鋼管在LG60雙線冷軋管機軋制后的探傷情況進行了跟蹤,結果表明優化冷軋管機變形孔型曲線后,能很好地消除軋制后高壓鍋爐管的環狀凸出內壁缺陷,見表4。
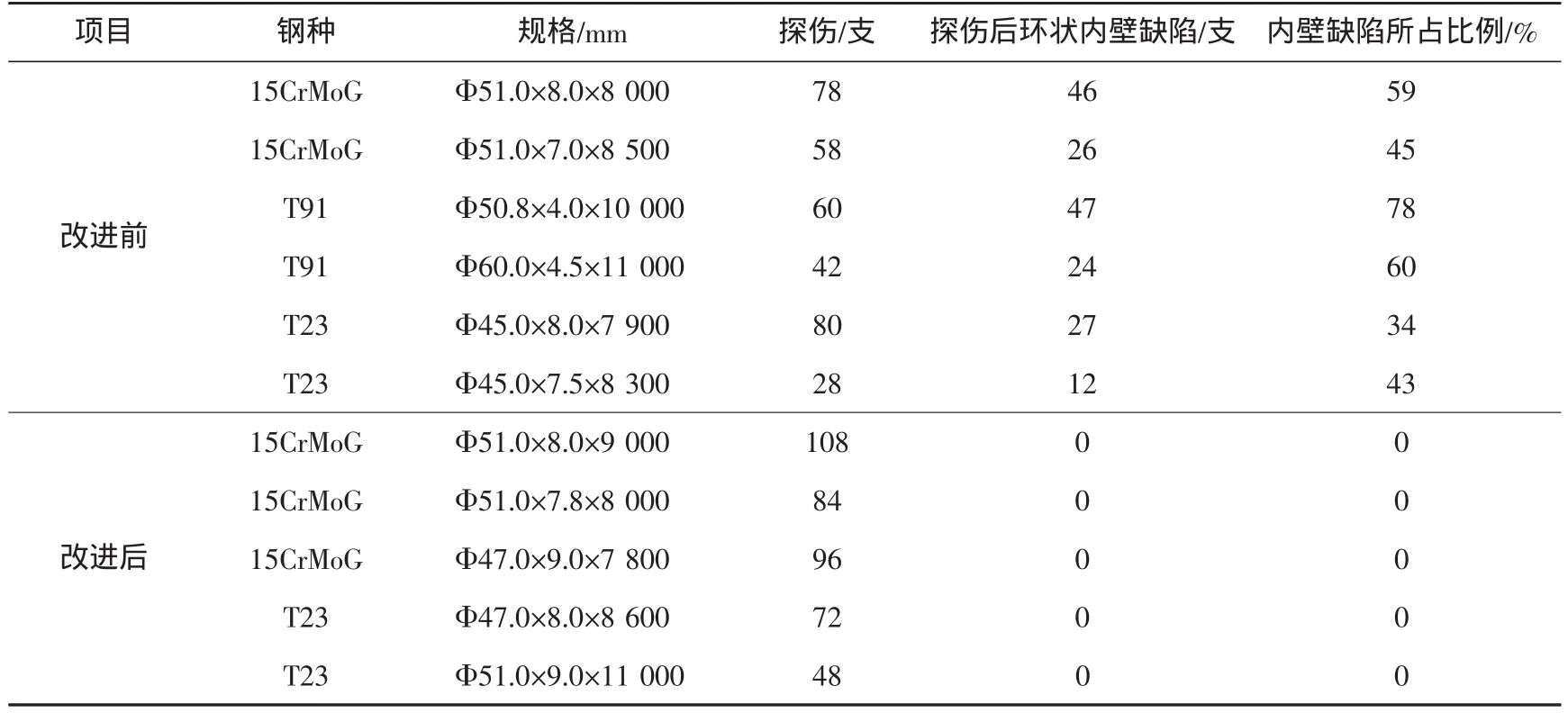
表4 LG60雙線冷軋管機改進前后的高壓鍋爐管探傷結果對比
1.5 控制階段(C階段)
控制階段是DMAIC最后一個階段,也是五個階段中最為長期艱巨的一項工作。其主要任務是對改進成果進行固化,對過程進行監控,形成新的文件和作業標準,使成功經驗制度化,保持過程改進的成果,并尋求能進一步提高改進效果的持續改進方法[13-14]。
為了有效控制影響響應輸出的關鍵因素,實現預防性控制,對改進方案流程標準化,制定工藝技術指令卡、生產技術通知單等文件,通過6個多月的持續改進和保持,對改進后的高壓鍋爐管數據進行了收集,分析了項目改進前后高壓鍋爐管渦流探傷合格率對比情況和過程能力指數及流程Sigma水平,如圖5~6所示。
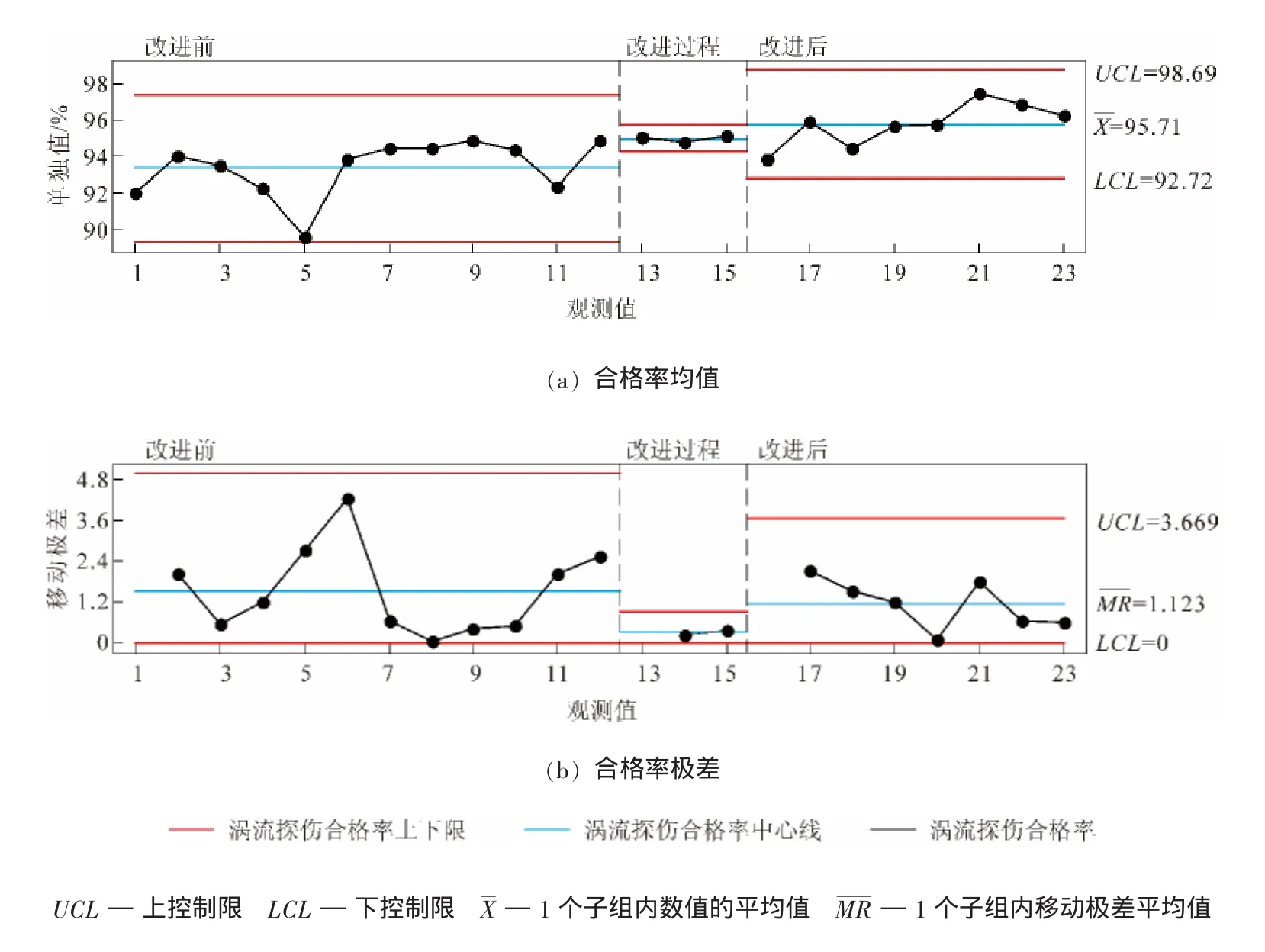
圖5 改進前后高壓鍋爐管渦流探傷合格率對比
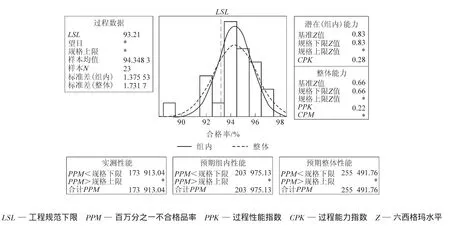
圖6 改進后過程能力指數及流程Sigma水平
從圖5~6可以看出:高壓鍋爐管渦流探傷合格率由改進前的93.21%上升至改進后的95.71%,六西格瑪水平由改進前的-1.44提高至改進后的0.66,取得了較好的效果,經濟效益達到達到了預期目標。
2 結 語
通過運用六西格瑪方法,明確改進范圍和目標,找到了影響主要缺陷的關鍵因子,并對關鍵因子進行了驗證,制定了相應的改進方案并標準化,持續改進并加以管理控制,高壓鍋爐管的渦流探傷合格率由改進前的93.21%提升至改進后的95.71%,六西格瑪水平由改進前的-1.44提高至改進后的0.66,大大節約了制造成本,提高了企業經濟效益,同時也提升了企業的質量管理水平,對實現公司戰略目標提供了有力的支撐。
[1]李強.轉方式優結構提質量增效益推動鋼管行業創新驅動新發展[J].鋼管,2013,42(3):1-5.
[2]成海濤.鋼管行業現狀及轉型發展的思考[J].鋼管,2013,42(6):1-4.
[3]胡筱濤.火力發電超超臨界機組用四大管道系統的供應情況[J].鋼管,2013,42(5):15-19.
[4]黃穎.從電力行業發展解析我國耐熱高強鋼管的研發方向[J].鋼管,2011,40(5):13-16.
[5]艾國安,谷力功,曹俊,等.高壓鍋爐管生產現狀[J].天津冶金,2006(1):18-22.
[6]張業圣.我國火力發電用高壓鍋爐管現狀與需求分析[J].鋼管,2008,37(5):1-10.
[7]熊建輝,肖光成,沈江華,等.六西格瑪在提高HFW厚壁管成材率中的應用[J].鋼管,2013,42(6):46-49.
[8]馬林,何楨.六西格瑪管理[M].2版.北京:中國人民大學出版社,2007:105-359.
[9]張松巖.鋼鐵企業六西格瑪項目篩選[C]//第三屆中國質量學術論壇論文集,廈門:中國質量協會,2008:68-72.
[10]劉振林,王斌,盛英麗,等.濟鋼推進六西格瑪管理的實踐[J].山東冶金,2007,29(4):73-75.
[11]李燕,楊雷,孟慶華,等.運用六西格瑪方法降低批內波動值[J].上海質量,2011(2):67-70.
[12]周暐,徐英.六西格瑪在提高產品質量中的應用[J].中國質量,2004(2):44-45.
[13]王回堂,宋建勤,謝軍建,等.應用六西格瑪管理降低船用鋼板生產現場改判率[J].南方冶金,2007(4):15-17.
[14]沈曉,路亞娟,王永,等.六西格瑪管理在提高鋁合金鍍銀質量中的應用[J].電鍍與涂飾,2012,31(3):18-22.
