編碼在船舶涂裝生產設計中的應用研究
2015-12-25 05:05:22王金鑫
船舶職業教育 2015年2期
王金鑫
1 背景
船舶行業已全面推行由傳統造船模式向現代造船模式的轉換,相比傳統的造船模式,現代造船模式在人員、信息和作業組織三方面有了更大改進。在船舶建造中,造船信息作為三大要素之一,其包含內容之多、之復雜遠遠超出其他行業。要使現代造船技術取得進步,可以考慮采用科學的簡化處理方法,如編碼來表達復雜的造船信息,以利于計算機存儲和處理。
編碼是人們通過對某類事物或概念進行分析、概括和規范后,并賦予其一定規律性的、易于人或計算機識別和處理的符號、圖形、顏色、縮減的文字等等。它是人們統一認識、統一觀點、交換信息的一種技術手段。
建造船舶時使用編碼,是應用成組技術的相似性,將船舶設計、船舶生產、船舶管理中的相似特征,以數字和字母相結合的形式來表征;換句話說,就是用按一定規則組合起來的符號和代號來代表船舶設計、船舶生產、船舶管理中各種事物的名稱、屬性、特征和狀態等。
上世紀九十年代,中船總公司所屬企業普遍引進了TRIBON造船軟件系統,進一步促進了我國船舶企業對編碼系統化的進程,經過多年的編制、研究、應用與改進,已經形成了較完善成熟的編碼體系。
2 在船舶涂裝設計中應用編碼的重要性
現代造船模式是指在統籌優化理論指導下應用成組技術原理,圍繞中間產品,按區域組織生產,殼、舾、涂作業在時間、空間上有序分道,最終實現設計、生產、管理一體化,均衡、連續地總裝造船。涂裝作業滲透于船體和舾裝作業的各個階段,在船舶設計工作中,船舶涂裝設計占有相當重要的地位。
2.1 編碼在船舶涂裝設計中的應用是轉換造船模式的需要
2.1.1 合理的編碼是新舊造船模式轉換的前提
編碼是通過分析企業物流和信息流的關系與內在聯系,采用代碼標識各個生產階段,從而為生產組織者提供正確決策的依據。同時,船舶建造編碼技術的應用,將對企業的生產方式、生產過程、組織機構乃至人們的觀念帶來一場變革。
2.1.2 編碼是現代造船模式的信息載體
現代造船模式是在現代科技發展的大背景下產生的,即按區域組織生產,在實現殼、舾、涂作業在時間、空間上有序分道基礎上,以便最終實現設計、生產、管理一體化,均衡、連續地總裝造船。根據現代造船模式的需求,對大量復雜的信息有條理、有邏輯地組織編碼,在一定范圍內建立設計、生產管理上的統一代碼標識,就能為實現均衡、連續地總裝造船提供前提條件。
2.1.3 編碼體現了造船企業管理的現代化
現代化編碼管理歸根結底是人員管理的模擬、再現和提高。通過船舶建造編碼把施工階段、施工流程、施工方法、施工場地做詳盡地描述,為現代化信息管理創造了條件。
2.1.4 編碼是工作標準化的重要部分
標準化工作是促進先進科學技術轉化為生產力的一個十分重要而有效的手段。通過編碼建立的技術和管理標準,形成一種簡潔明了的語言,以這種語言系統地描述船舶建造過程,并把它貫徹到整個作業組織中去,從而進一步完善造船企業管理工作的標準化。
2.2 編碼在船舶涂裝設計中的應用是在船舶設計中推廣計算機應用的需要
2.2.1 編碼是計算機應用的基礎
編碼系統是應用計算機管理的重要基礎,應用編碼系統,可以幫助計算機軟件系統識別船舶建造過程中不同的事件和物體。
2.2.2 編碼是實現信息集成的關鍵
通過編碼將各類信息有效地進行整合處理,能夠在最大程度上保證信息集成的系統性、準確性,從而提高各項工作的效率。
2.2.3 編碼是提高計算機技術應用的有效方法
造船計算機開發本身也是一項系統工程,它包括初步設計、詳細設計、系統實施、系統運行與測試、系統維護等階段,其中開發工作最難的是初步設計與詳細設計階段,這兩個設計階段包括了用戶需求分析、模塊功能分析、數據流程及其關系等工作。
由于編碼采用科學方法,對關鍵信息的內在關系進行分類和理順,能夠與計算機系統的數據關系、數據流程、功能模型建立一種對應關系,許多數據庫的結構關系可以參照編碼的結構而定義,有的編碼結構甚至可以很容易地轉換為計算機應用的數據庫結構,因此,較容易開展初步設計、詳細設計階段工作,有效地提高了計算機技術應用的開發效率。
3 企業標準《涂裝生產設計圖號編碼》在船舶涂裝生產設計中的應用
下面以某企業根據“轉換生產管理模式”及“深化造船生產設計”的要求,依據區域化造船需要和編碼系統基本框架制訂的標準《涂裝生產設計圖號編碼》來說明編碼的結構與編碼方法。
該標準是應用于涂裝生產設計圖樣的圖號編碼,規定了涂裝生產設計圖樣和技術文件的圖號編碼原則及編碼方法。
3.1 W圖
3.1.1 W圖編碼結構
W圖編碼由五節九位字符組成,編碼表述了資料類別、設計部門、工藝階段、船體結構分段(含總段) 及作業部門的信息。其編碼結構如表1所示。
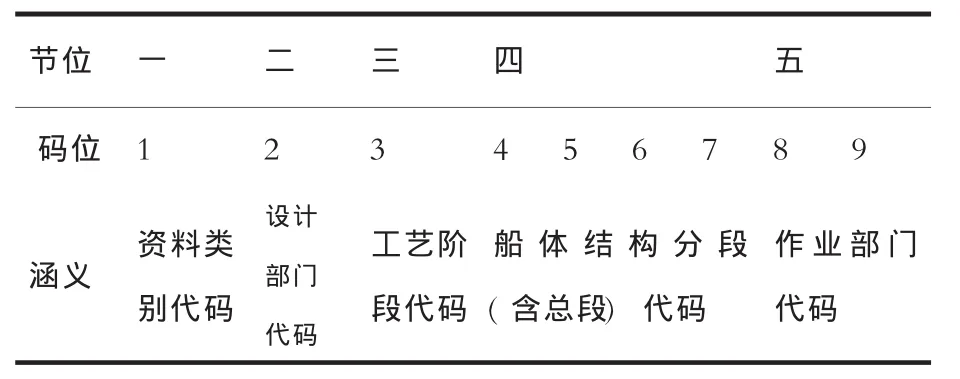
表1 W圖編碼結構
3.1.2 W圖編碼實例
資料類別代碼為W,在船舶涂裝生產設計的圖樣文件中,W專門用來表示《分段除銹涂裝清冊》。
如:典型W圖技術文件《分段除銹涂裝清冊》,按標準要求其編碼為WCH201P18。其中W是指立體分段涂裝清冊;C是指設計室為涂裝室;H是指分段階段;201P是指201分段左舷;18是指涂裝分廠施工。
3.2 V圖
3.2.1 V圖編碼結構
V圖編碼由五節九位字符組成,編碼表述了資料類別、設計部門、工藝階段、船上區域名及序號的信息。其編碼結構如表2所示。
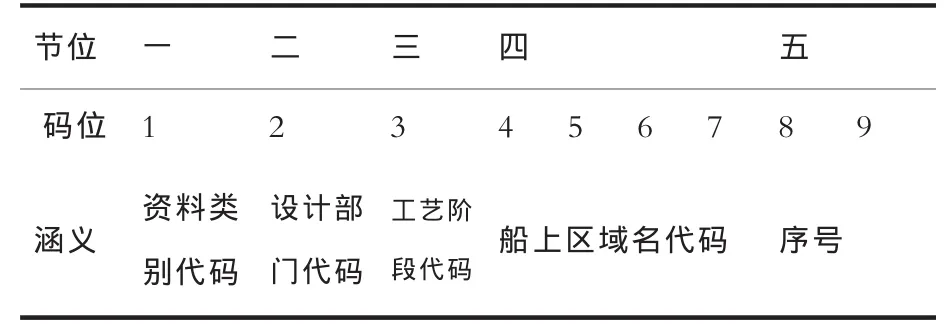
表2 V圖編碼結構
3.2.2 V圖編碼實例
資料類別編碼為V,表示專用工藝文件。在編輯工藝階段編碼時,若一個工藝涉及幾個工藝階段的施工,則以第一施工工藝階段為主;序號由兩位數字組成,從01~99依次排列,即在資料類別、設計部門、工藝階段及船上區域各級編碼相同情況下的序號排列。
如:V圖典型文件《設備油漆修補工藝》,按標準要求其編碼為VCTZ---01,其中V是指專用工藝;C是指設計室為涂裝室;T是指交船、掃尾階段;Z---是指全船區域;01是指第1號文件。
3.3 A、K、M、N圖
3.3.1 A、K、M、N圖編碼結構
A、K、M、N圖編碼由四節五位字符組成,編碼表述了資料類別、設計部門、工藝階段及序號的信息。其編碼結構如表3所示。
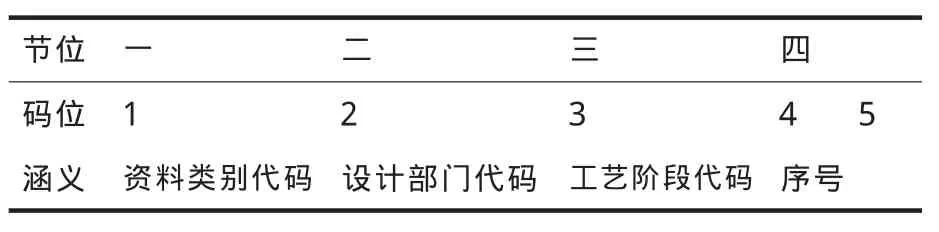
表3 A、K、M、N圖編碼結構
3.3.2 A、K、M、N圖編碼實例
資料類別編碼為A、K、M、N,分別表示目錄、全船性資料、清單或配套表及訂貨圖紙等類文件。與V圖類似,在編輯工藝階段編碼時,若一個工藝涉及幾個工藝階段的施工,則以第一施工工藝階段為主;序號由兩位數字組成,從01~99依次排列,即在資料類別、設計部門和工藝階段各級編碼均相同情況下的序號排列。
如:A圖典型文件《涂裝設計圖紙目錄》,按標準要求其編碼為ACU01,其中A是指目錄類;C是指設計室為涂裝室;U是指指導全船工藝階段的施工;01是指第1號文件。
K圖典型文件《涂裝說明書》,按標準要求其編碼為KCU04,其中K是指工藝、船東認可圖;C是指設計室為涂裝室;U是指指導全船工藝階段的施工;04是指第4號文件。
M圖典型文件《舾裝件除銹涂裝清冊》,按標準要求其編碼為MCC01,其中M是指清單、配套表;第一個C是指設計室為涂裝室;第二個C是指舾裝件涂裝階段;01是指第1號文件。
N圖典型文件《涂料訂貨預估單》,按標準要求其編碼為NCU01,其中N是指訂貨圖;C是指設計室為涂裝室;U是指指導全船工藝階段的施工;01是指第1號文件。
3.4 J、X圖
3.4.1 J、X圖編碼結構
J、X圖編碼由三節五位字符組成,編碼表述了資料類別、設計部門及序號的信息。編碼結構如表4所示。
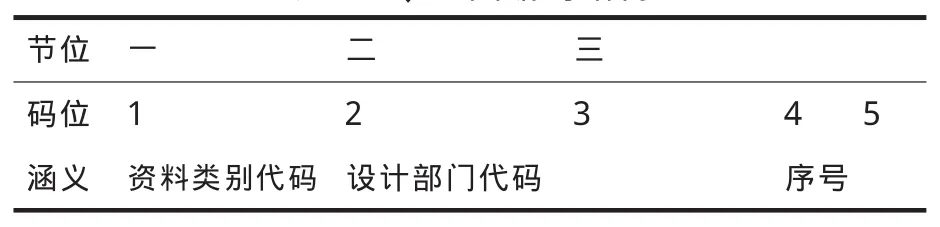
表4 J、X圖編碼結構
3.4.2 A、K、M、N圖編碼實例
資料類別編碼為J、X,分別代表技術通知單及施工處理與材料代用通知單;序號由三位數字組成,從001~999依次排列,即在資料類別、設計部門和工藝階段各級編碼相同情況下的序號排列。
如:J圖典型文件《技術通知單》,按照標準要求其編碼為JC001,其中J是指技術通知單;C是指設計室為涂裝室;001是指第1號通知單。
X圖典型文件《施工處理與材料代用通知單》,按標準要求其編碼為XC001,其中X是指施工處理與材料代用通知單;C是指設計室為涂裝室;001是指第1號通知單。
4 結束語
隨著計算機應用越來越廣泛,編碼的效果也越來越顯著,在現代造船模式中,離開編碼將無法有效地組織生產,也將無法深入地推廣和應用計算機。
通過總結在船舶涂裝生產設計中采用編碼的經驗,已經逐步將編碼推廣到船舶涂裝的物資管理、計劃制訂、質量控制和生產管理等方面。在實際應用中,通過編碼實現船舶涂裝的數字化管理,促進了船舶建造模式的轉換,縮短了造船周期,并最大程度地推廣了計算機在船舶建造中各個環節的應用。
[1]王世利.基于現代造船模式的船體零件編碼研究與應用[D].上海:上海交通大學,2006.
[2]王春,茅云生.船舶舾裝件編碼的建立與推行[J].中國水運(學術版),2006(10):16-17.
[3]張文昊.面向中間產品的船舶構件裝配序列優化研究[D].大連:大連理工大學,2008.
[4]高愛華.基于成組技術原理的殼舾涂一體化設計研究[D].上海:上海交通大學,2007.
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
船舶(2021年4期)2021-09-07 17:32:22
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44