AH32鋼板坯連鑄凝固傳熱過程數值模擬
2015-12-23 07:11:50趙建偉張樹才李可斌張江濤劉福斌李花兵
材料與冶金學報 2015年1期
趙建偉,張樹才,李可斌,張江濤,劉福斌,李花兵
(1.山西太鋼不銹鋼股份有限公司 技術中心,太原030003;2.東北大學 材料與冶金學院,沈陽110819)
船舶工作環境惡劣,船體外殼要承受海水的化學腐蝕、電化學腐蝕和海洋生物、微生物的腐蝕,還要承受較大的風浪沖擊和交變負荷作用,再加上船舶加工成型復雜等原因,對船體結構用鋼要求嚴格[1~3].連鑄坯質量主要受過熱度、拉速與冷卻條件的控制[4~6],而數學模擬方法是優化連鑄工藝參數進而提高鑄坯質量的有效手段;通過研究鑄坯凝固過程的規律和工藝控制措施,可以提高鑄機生產能力,改善和控制鑄坯質量,實現過程的動態控制[7~12].
本文針對AH32 鋼板坯連鑄過程,建立了垂直拉坯方向傳熱的二維切片跟蹤鑄坯凝固傳熱數學模型,利用有限元軟件ANSYS 對板坯連鑄凝固過程進行模擬,為連鑄工藝參數優化提供指導.
1 模型的建立
1.1 板坯凝固傳熱方程
鑄坯自結晶器內鋼水彎月面處以一定的拉速移動,熱量從鑄坯中心向坯殼表面傳遞,由于鑄坯軸向傳熱比徑向傳熱小得多,故可忽略沿z 方向的傳熱.基于鑄坯在凝固過程中的對稱性,取1/4斷面處為研究對象.如圖1所示,設厚為dx,寬為dy,高為dz 的鑄坯微元體,應用二維切片跟蹤法得到方坯的傳熱方程如下[13]:

式中:λ 為鋼的導熱系數,Cp為鋼的比熱容,ρ為鋼的密度.
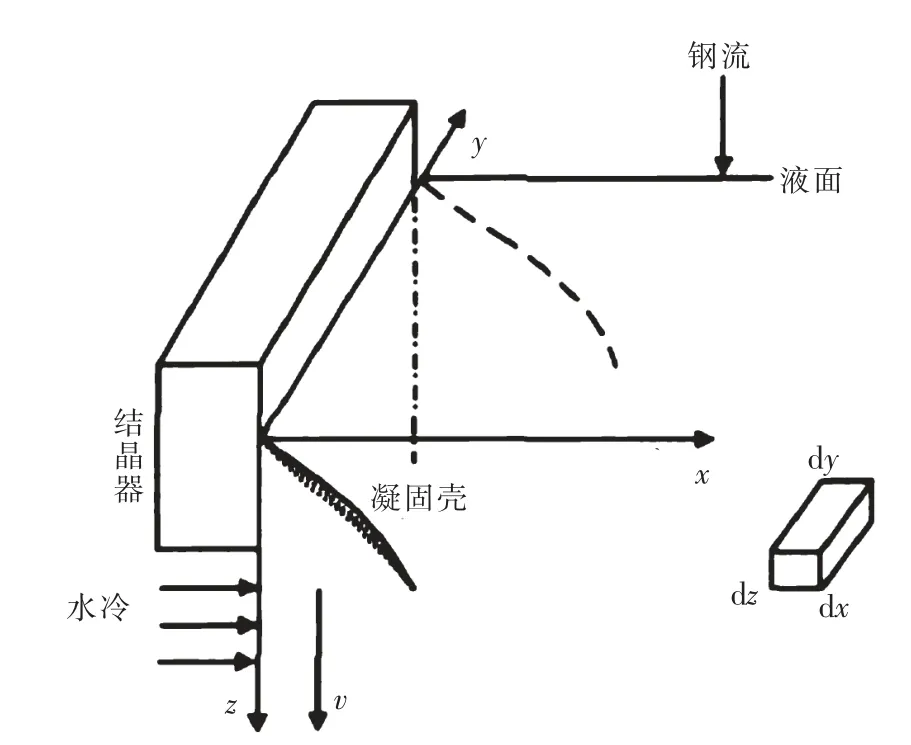
圖1 連鑄凝固示意圖Fig.1 Schematic diagram of solidification during continuous-casting
1.2 假設條件
根據連鑄工藝及鑄坯傳熱特點作如下假設[14~16]:鑄坯密度不隨溫度變化;不考慮鑄坯軸向傳熱,僅考慮切片寬度和厚度方向的傳熱;在鑄坯凝固過程中凝固潛熱的釋放呈線性變化;將鑄坯沿拉坯方向離散成若干個切片;在計算過程中,只考慮鑄坯斷面的1/4;在連鑄機的同一個冷卻區內冷卻強度保持恒定.
1.3 初始條件
凝固開始即時間=0 時,結晶器彎月面溫度T(x,y):
T(x,y)=T0
式中:T0為澆注溫度,1 543 ℃.
1.4 邊界條件
(1)結晶器:
結晶器溫度邊界條件采用第二類邊界條件[17]:
式中:A 和B 是與結晶器冷卻效果相關的參數,A=2.2752 ×106W/m2,B 的取值可根據結晶器四個側面的冷卻水流量和進出口水溫差計算出的平均熱流確定;vcast為拉速.
(2)在二冷段[18,19]:
1)對于鑄坯寬面:
采用綜合對流換熱系數來考慮噴淋水、輥道及其輻射換熱,鑄坯表面的綜合對流換熱系數hi為:

式中:βr表示修正系數,hspray為噴淋水與鋼的對流換熱系數,σ 為斯蒂芬波爾茲曼常數(5.67 ×10-8W/(m2·K4)),ε 為鑄坯表面的黑度(取0.8),Tcondition為環境溫度.
2)對于鑄坯窄面:
鑄坯表面與周圍環境間的自然對流換熱:

式中:Tsurface為表面溫度.
3)鑄坯表面的輻射散熱:

2 連鑄過程模擬條件
連鑄機基本工藝參數如表1所示.本計算所模擬的厚板坯連鑄機為直弧型連鑄機,結晶器長0.9 mm,二冷段長30 m,二冷區共10 個扇形段,其中,1 至8 為弧形段,9、10 為矯直段,所用總水量2 453.5 L/min;合金成分如表2所示.
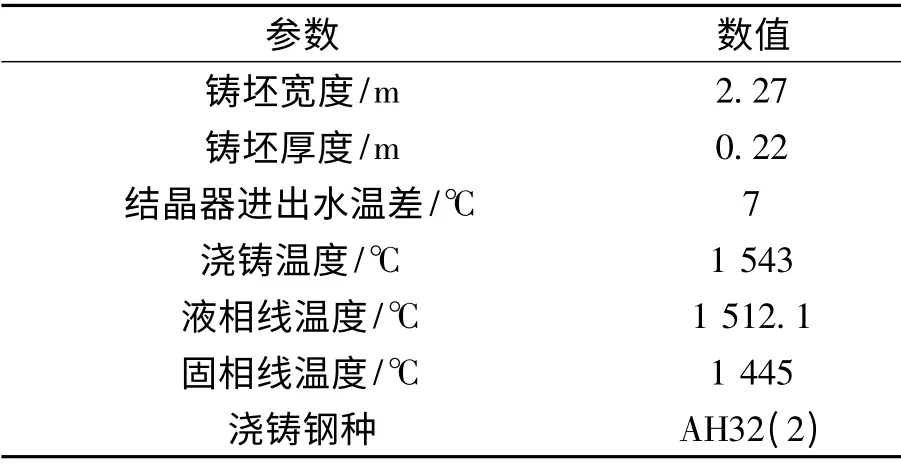
表1 連鑄機工藝參數Table 1 Parameters of continuous caster

表2 AH32 的合金成分(質量分數)Table 2 Composition of AH32 (mass fraction) %
3 模擬結果驗證
利用此模型對AH32 鋼在拉速為1.1 m/min的連鑄過程進行模擬,得出其凝固進程曲線.圖2是凝固殼厚度的計算值同射釘測試結果的對比,兩者基本吻合.
從圖2 可以看出在結晶器內,坯殼生長速度較快,其主要原因是結晶器內,坯殼薄且向外傳熱熱流密度較大,坯殼凝固快;隨著坯殼的變厚,坯殼的傳熱成為控制性環節,兩相區沿結晶器長度方向逐漸增加,而液芯的厚度逐漸減小;在凝固后期,固/液界面處凝固潛熱釋放總量隨著液芯減少而減少,導致坯殼厚度的增長速率有一定程度的提升.
在結晶器出口坯殼厚度為19.4 mm,在距彎月面21.05 m 位置坯殼厚度達到半個鑄坯厚度(110 mm),即完全凝固.射釘測試結果是在距結晶器液面20.86 m 的位置,絕對誤差為0.19 m.
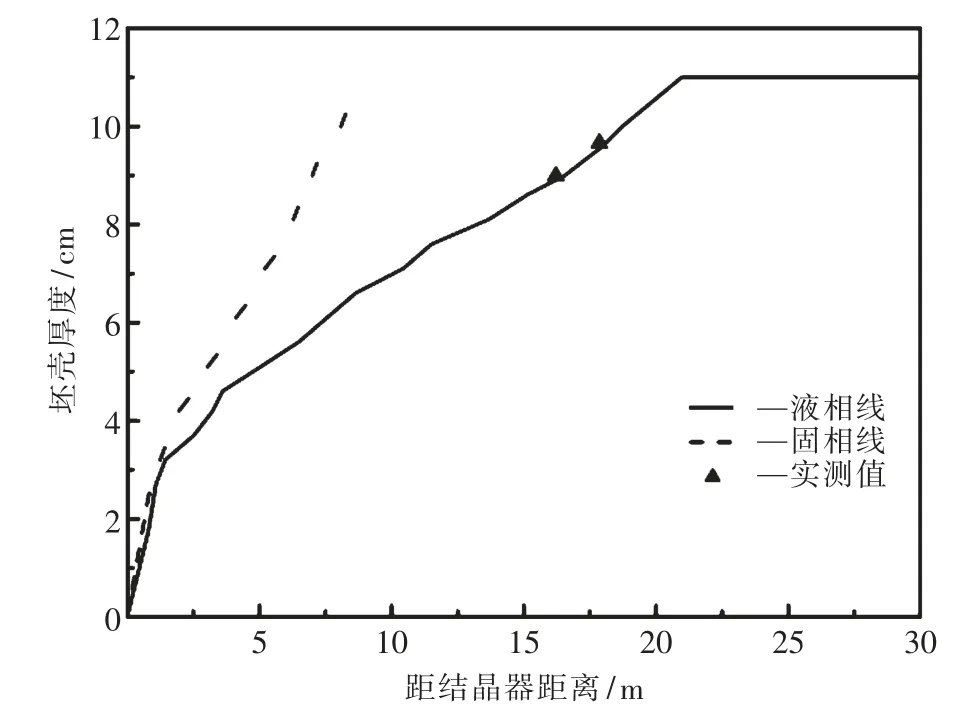
圖2 拉速1.1 m/min 時坯殼厚度計算值與實測值對比Fig.2 Calculated and measured shell thickness when casting speed is 1.1 m/min
4 模擬結果及其分析
4.1 鑄坯拉速對鑄坯表面溫度的影響
圖3 為過熱度15 ℃,拉速分別為1.0 m/min、1.1 m/min 時的鑄坯表面溫度變化情況.
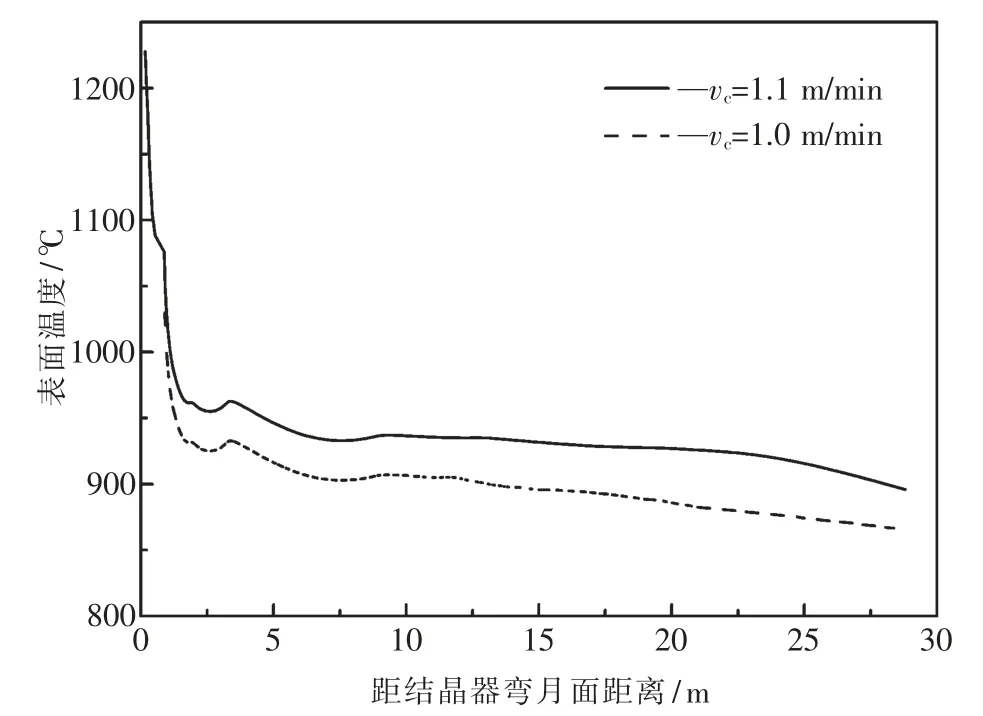
圖3 拉速對鑄坯表面溫度的影響Fig.3 Effect of casting speed on surface temperature of casting product
從圖3 可以看出,在過熱度相同條件下,隨著拉速的提高,鑄坯表面溫度顯著升高.在冷卻水總量相同時,拉速提高,比水量降低,導致鑄坯表面溫度升高.AH32 鋼在920~1050 ℃范圍內有較好的高溫塑性.模擬結果表明,當拉速為1.1 m/min時,鑄坯表面溫度基本上處于該溫度范圍內,有利于在彎曲和矯直時防止鑄坯表面裂紋的產生.另外,拉速較高有利于生產率的提高.
4.2 過熱度對鑄坯坯殼生長的影響
圖4 和圖5 表示AH32 鋼拉速為1.1 m/min時,不同過熱度下,鑄坯坯殼厚度隨距液面距離的變化.由圖可以看出,過熱度從15 ℃增加到25 ℃時,鑄坯的凝固液芯長度由21.05 m 增加到22.02 m,可見,過熱度的加大延長了鑄坯的凝固時間.
過熱度提高到25 ℃使鑄坯的總體溫度提高1~2 ℃,使整個凝固過程稍有延長;根據鑄坯中心等軸晶形核理論,結晶器熔池的溫度過高會融化從彎月面等處漂流來的晶核,抑制了中心等軸晶的發育.
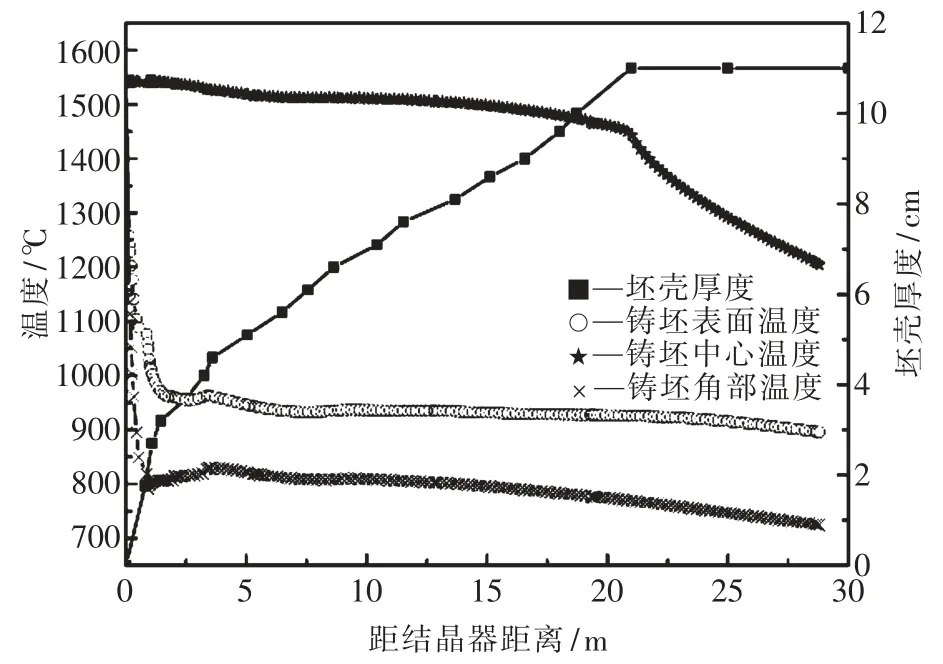
圖4 拉速為1.1 m/min、過熱度為15 ℃時鑄坯溫度場和坯殼厚度隨距液面距離的變化Fig.4 Temperature field of casting product and shell thickness,when casting speed is 1.1 m/min and superheat degree is 15 ℃
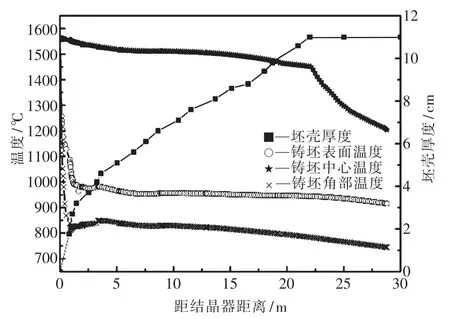
圖5 拉速為1.1 m/min、過熱度為25 ℃時鑄坯溫度場和坯殼厚度隨距液面距離的變化Fig.5 Temperature field of casting product and shell thickness,when casting speed is 1.1m/min and superheat degree is 25 ℃
5 結 論
(1)本文應用ANSYS 軟件對AH32 鋼2 270 mm×220 mm 板坯連鑄過程進行了模擬,建立了二維切片跟蹤模型并計算連鑄機內所有切片在連鑄板坯寬度和厚度方向的溫度分布,采用工業測溫實驗進行驗證,結果表明,該模型可以較為準確地模擬連鑄板坯凝固過程.
(2)模擬結果表明,船板鋼在拉速1.1 m/min條件下,過熱度為15 ℃時,凝固末端位置在距結晶器液面21.05 m 的位置,過熱度為25 ℃時,凝固末端位置在距結晶器液面22.02 m 的位置.
(3)計算出坯殼厚度的變化曲線,為制定合理的二冷制度,確定動態輕壓下的壓下位置提供可靠的依據.
[1]陳妍,齊殿威,吳美慶.國內外高強度船板鋼的研發現狀和發展[J].特鋼,2011,32(5):26-30.
(Chen Yan,Qi Dianwei,Wu Meiqing.Present status and progress of high strength ship plate steel at home and abroad[J].Special steel,2011,32(5):26-30.)
[2]張建波,彭謙之,周海濤,等.船用高強度鋼AH32 熱變形行為的研究[J].材料熱處理技術,2012,18:1-7.
(Zhang Jianbo,Peng Qianzhi,Zhou Haitao,et al.Hot deformation behavior of AH32 steel[J].Material & heat treatment,2012,18:1-7.)
[3]楊玉,葉其斌,敖列哥,等.控軋控冷工藝對AH32 船板鋼組織與性能的影響[J].金屬熱處理,2011,36(12):16-19.
(Yang Yu,Ye Qibin,Ao Liege,et al.Influence of control rolling and cooling on microstructure and mechanical properties of AH32 ship-plate steel[J].Heat treatment of metals,2011,36(12):16-19.)
[4]柳素芬.板坯連鑄二冷配水與鑄坯質量的研究[D].秦皇島:燕山大學,2012.
(Liu Sufen.Research on the secondary cooling of continuous casting and the quality of slab[D].Qinhuangdao:yanshan University,2012.)
[5]蔡開科,孫彥輝,韓傳基.連鑄坯質量控制零缺陷戰略[J].連鑄,2011,S1:288-298.
(Cai Kaike,Sun Yanhui,Han Chuanji.The“Zero Defect”philosophy of controlling strand quality for steel continuous casting[J].Continuous casting,2011,S1:288-298.)
[6]Brimacombe J K.The challenge of quality in continuous casting processes[J].Metallurgical and materials transactions A,1999,30A,1899-1912.
[7]賈光霖,齊雅麗,張志國,等.合金鋼連鑄坯動態凝固過程數值模擬[J].東北大學學報(自然科學版),2004,25(2):129-132.
(Jia Guanglin,Qi Yali,Zhang Zhiguo,et al.Dynamic modelling for solidification process of CC alloy steel billets[J].Journal of Northeastern University(Natural science),2004,25(2):129-132.)
[8]Thomas B G,Zhang Lifeng.Mathematical modeling of fluid flow in continuous casting[J].ISIJ International,2001,41(10):1181-1193.
[9]Kajitani T,Drezet J M,Rappaz M.Numerical simulation of deformation-induced segregation in continuous casting of steel[J].Metallurgical and materials transactions A,2001,32(6):1479-1491.
[10]Tang Lixin,Liu Jiyin,Rong Aiying,et al.A mathematical programming model for scheduling steelmaking-continuous casting production[J].European journal of operational research,2000,120(2):423-435.
[11]Thomas B G.Modeling of the continuous casting of steel-past,present,and future[J].Metallurgical and materials transactions B,2002,33(6):795-812.
[12]Yoon J K.Applications of numerical simulation to continuous casting technology[J].ISIJ International,2008,48(7):879-884.
[13]朱苗勇,杜鋼,閻立懿.現代冶金學[M].北京:冶金工業出版社,2009.
(Zhu Miaoyong,Du Gang,Yan Liyi.Modern metallurgy[M].Beijing:Metallurgical industry press,2009.)
[14]Seppo L,Markku U,Heli K,et al.Effect of thermophysical material data on heat transfer in continuous casting[J].Modeling of casting,welding and advanced solidification process,2003,43(6):733.
[15]張志祥,閔義,姜茂發.37Mn5 連鑄圓坯凝固過程數學模擬[J].東北大學學報:自然科學版,2010,31(7):966-969.
(Zhang Zhixiang,Min Yi,Jiang Maofa.Mathematical simulation of continuous casting process of round billet solidification of 37Mn5 steel[J].Journal of Northeastern University(Natural science),2010,31(7):966-969.)
[16]張曉明.實用連鑄連軋技術[M].北京:化學工業出版社,2008.
(Zhang Xiaoming.Practical continuous casting and rolling technology[M].Beijing:Chemical industry press,2008.)
[17]馮亮花,朱苗勇,劉坤.連鑄板坯凝固末端位置的研究[J].鋼鐵,2009,44(5):23-26.
(Feng Lianghua,Zhu Miaoyong,Liu Kun.Study on the position of final solidifying end of continuous casting slab[J].Iron and steel,2009,44(5):23-26.)
[18]趙莉萍,麻永林,王寶峰,等.不銹鋼板坯連鑄溫度場及凝固末端位置的研究[J].包頭鋼鐵學院學報,2002,21(1):16-18.
(Zhao Liping,Ma Yonglin,Wang Baofeng,et al.Study on the solidification and temperature field in slab casting of stainless steel[J].Journal of Baotou University of iron and steel technology,2002,21(1):16-18.)
[19]李林敏,劉中秋,李寶寬.連鑄結晶器氣泡粒徑影響因素的水模型實驗研究[J].材料與冶金學報,2014,13(4):252-256.
(Li linmin,Liu Zhongqiu,Li Baokuan.A water model study on the bubble diameter and the factors in the continuous casting mold[J].Journal of Materials and Metallurgy,2014,13(4):252—256.)