SPA150 AHTS導(dǎo)流罩制作安裝工藝
2015-12-12 10:03:50卓慈承唐凱凱
船舶標(biāo)準(zhǔn)化工程師 2015年1期
關(guān)鍵詞:焊縫結(jié)構(gòu)
卓慈承,鄭 俊,唐凱凱
(浙江造船有限公司,浙江寧波 315400)
0 引言
浙江造船有限公司(以下簡(jiǎn)稱“公司”)所承建的SPA150 AHTS錨作拖帶供應(yīng)船具有150T系柱拖力拖帶海洋結(jié)構(gòu)物,具備向海洋平臺(tái)輸送液貨、散裝干貨及其它材料和設(shè)備,具有對(duì)失火的海洋平臺(tái)和船舶進(jìn)行消防滅火、協(xié)助其它船舶進(jìn)行海上作業(yè)或海難救助、對(duì)海面油污進(jìn)行處理及污油回收作業(yè)等功能。文章介紹了SPA150 AHTS錨作拖帶供應(yīng)船導(dǎo)流罩制作安裝工藝。
1 內(nèi)外壁板加工及胎架制作
1)根據(jù)圖紙完成導(dǎo)流罩內(nèi)外壁板樣箱的制作,同時(shí)制作導(dǎo)流罩內(nèi)外壁板壓模。根據(jù)樣箱對(duì)壓模上下蓋板用冷、熱加工相結(jié)合的方式進(jìn)行加工,使其線型與樣箱完全貼合。
2)本導(dǎo)流罩采用立式制造。根據(jù)導(dǎo)流罩內(nèi)壁線形要求制作工裝胎架(圖1)。要求對(duì)工裝胎架在直徑方向整體預(yù)放6mm收縮量。并在胎架上開設(shè)導(dǎo)流罩內(nèi)壁拼板縫過焊孔,以為內(nèi)壁定位作參照。

圖1 導(dǎo)流罩工裝胎架及尺寸
3)對(duì)導(dǎo)流罩工裝胎架進(jìn)行測(cè)量,并使各測(cè)量值在公差范圍內(nèi)。
4)對(duì)壓模上下蓋板及內(nèi)外壁板四邊中心分別進(jìn)行標(biāo)記。將導(dǎo)流罩內(nèi)外壁板分別送“烤箱”進(jìn)行加熱,直至烤紅。取出后將壓模上下蓋板、導(dǎo)流罩壁板標(biāo)記進(jìn)行一一對(duì)應(yīng),再上油壓機(jī)對(duì)壁板軋制成型。待壁板冷卻后,用樣箱對(duì)其進(jìn)行校驗(yàn),并對(duì)線型壓制不到位處進(jìn)行微調(diào)。
2 導(dǎo)流罩制作
1)根據(jù)壓制及修正后壁板實(shí)際尺寸及樣箱邊界,對(duì)壁板四周余量進(jìn)行割除。各邊按圖2開設(shè)坡口,與圓鋼角接處不開坡口。

圖2 坡口形式
2)吊裝內(nèi)壁中壁板上胎架,要求與胎架緊密貼合,板寬中心距圓鋼中心距離為1635mm(圖3中①),并與工裝胎架點(diǎn)焊固定。
3)吊裝加厚筋板上胎架,要求內(nèi)緣緊貼胎架,底端距基線 800mm(見圖3),并與胎架及內(nèi)壁中壁板點(diǎn)焊固定。
4)將導(dǎo)流罩內(nèi)壁艏艉壁板以兩兩相組的形式分4組進(jìn)行拼板,滿足要求后將內(nèi)壁艏壁板上胎架工裝(圖3中②)與胎架緊密貼合,同時(shí)調(diào)整每組壁板間裝配間隙,并與胎架鋸齒結(jié)構(gòu)點(diǎn)焊固定。
5)將導(dǎo)流罩艏部?120mm圓鋼進(jìn)行分段加工,在割除余量后進(jìn)行焊接,對(duì)接接頭開“X”型坡口,要求全焊透,留一接頭不焊,以供加厚筋板裝配,上工裝胎架定位固定,圓鋼圈中心直徑為?4759+6mm,中心距基線860mm(圖3中③)。
6)吊裝內(nèi)壁艉壁板上工裝胎架,要求與胎架緊密貼合,調(diào)整每組壁板間裝配間隙,彼此點(diǎn)焊固定,并與相應(yīng)結(jié)構(gòu)點(diǎn)焊固定(圖3中④)。

圖3 導(dǎo)流罩結(jié)構(gòu)定位及裝配步驟
7)吊裝各軸向筋板部件上胎架。以加厚筋板為基準(zhǔn),按圖4所示角度劃線,并對(duì)各軸向筋板進(jìn)行定位,點(diǎn)焊固定。
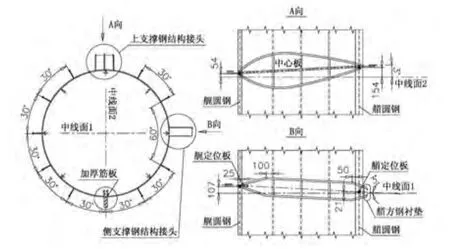
圖4 軸向筋板、上、側(cè)支撐鋼結(jié)構(gòu)接頭定位尺寸
8)上支撐鋼結(jié)構(gòu)上的方鋼襯墊應(yīng)在上內(nèi)圍壁前定位、焊接完畢,其定位數(shù)據(jù)如圖5所示。同理,側(cè)支撐鋼結(jié)構(gòu)上方鋼襯墊也要求按圖5所示數(shù)據(jù)定位安裝完成,同時(shí)要求將圖4所示艏方鋼襯墊裝焊到位。

圖5 方鋼定位尺寸
9)吊裝上、側(cè)支撐鋼結(jié)構(gòu)接頭上內(nèi)圍壁,并根據(jù)圖4尺寸進(jìn)行定位。
10)按文章第 2部分 5)的要求對(duì)導(dǎo)流罩艉部?60mm 圓鋼進(jìn)行加工、焊接。圓鋼圈中心直徑為?4218+6mm,中心距基線2770mm(圖3中⑥)。
11)安裝各周向筋板部件。根據(jù)圖3所示定位尺寸進(jìn)行調(diào)整,并與軸向筋板、各內(nèi)壁板等結(jié)構(gòu)進(jìn)行點(diǎn)焊固定。
12)以上各環(huán)節(jié)定位焊長(zhǎng)度要求約30mm,間距約200mm。
13)完成導(dǎo)流罩結(jié)構(gòu)焊前測(cè)量,并使各測(cè)量值在公差范圍內(nèi)。
14)導(dǎo)流罩內(nèi)壁板結(jié)構(gòu)焊接。

圖6 環(huán)形對(duì)接縫焊接步驟
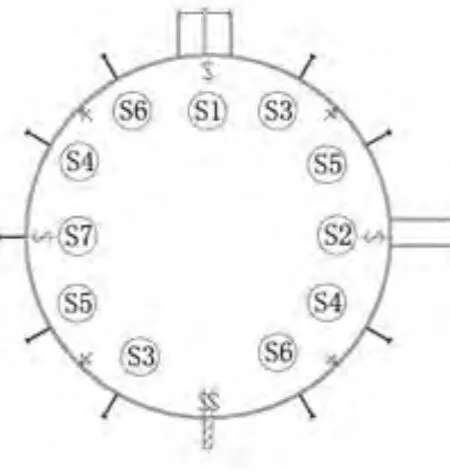
圖7 軸向筋板焊接步驟
(1)完成內(nèi)壁艏、中、艉壁板間環(huán)形對(duì)接縫的焊接。要求安排4名Ⅱ類及以上焊工,采用CO2多層焊,小電流、對(duì)稱退步焊,焊接順序如圖6所示。先焊非構(gòu)架面一側(cè),蓋面焊暫不焊,對(duì)構(gòu)架面一側(cè)焊縫用碳弧氣刨清根直至出白后再進(jìn)行焊接,最后完成非構(gòu)架面一側(cè)焊縫蓋面焊。要求每一道焊縫長(zhǎng)度約1000mm,完成第一道焊縫后,再按圖示順序開始第二道焊縫的焊接。如此重復(fù),完成環(huán)形對(duì)接縫的焊接。
(2)完成內(nèi)壁板各垂直拼板縫的焊接,要求對(duì)稱、小電流施焊。
(3)完成上下圓鋼與內(nèi)壁板的環(huán)形焊縫的焊接,焊接工藝參見(1)。
(4)完成各軸向筋板與內(nèi)壁板等結(jié)構(gòu)的焊接工作,焊接步驟如圖7所示。
(5)完成各軸向筋板與艏艉端圓鋼的焊接。
(6)完成各周向筋板與內(nèi)壁板的角接焊縫的焊接,再完成各周向筋板端部與軸向筋板的角接焊縫的焊接工作。
(7)根據(jù)焊接后實(shí)際變形及收縮情況,校驗(yàn)導(dǎo)流罩內(nèi)壁各層直徑,使各數(shù)據(jù)滿足精控要求。
(8)完成內(nèi)壁板與加厚筋板接頭的焊接工作,接口裝配尺寸參見圖2(b)。
(9)內(nèi)壁結(jié)構(gòu)各對(duì)接焊縫要求全焊透,角接縫焊腳高約為5mm,所有全焊透焊縫要求 100%UT檢驗(yàn)。
(10)所涉及仰焊工作要求由Ⅲ類焊工完成。
15)根據(jù)涂裝工藝要求,完成導(dǎo)流罩內(nèi)部油漆的施工。并在如圖8云線所示空間適當(dāng)位置(圖3所示周向筋板⑦)點(diǎn)焊6×50×50mm板材,其上開小孔,在導(dǎo)流罩外板蓋板前,同時(shí)完成防銹粉包的固定。

圖8 防銹粉包放置位置示意
16)根據(jù)實(shí)際要求,對(duì)外壁板開設(shè)塞焊孔,塞焊孔尺寸如圖9所示。
瑪麗的困境可以理解為生活困境和心理困境。瑪麗的丈夫迪克經(jīng)營(yíng)著一個(gè)農(nóng)場(chǎng),由于迪克自身的經(jīng)營(yíng)理念,農(nóng)場(chǎng)相當(dāng)?shù)牟痪皻猓钏绞艿酵{,瑪麗整日只能待在破舊的鐵皮屋里,異常窘迫。與此同時(shí),瑪麗的心理也在遭受著折磨,在殖民主義的環(huán)境下秉承著白人和黑人有別的觀念,跟土人摩西產(chǎn)生了曖昧關(guān)系......筆者將從“自我”、“本我”和“超我”的角度分析造成瑪麗困境的原因。
17)依次吊裝各外壁板上胎架。按要求對(duì)上、側(cè)支撐鋼結(jié)構(gòu)接頭相接處外壁板余量進(jìn)行割除,并根據(jù)圖2(c)、圖2(d)所示開設(shè)坡口。
18)完成外壁板各環(huán)形、垂直對(duì)接焊縫及塞焊的焊接工作,焊接步驟及工藝參見13)點(diǎn)要求,要求全焊透,并對(duì)塞焊孔進(jìn)行磨平。外板與加厚筋板節(jié)點(diǎn)如圖3所示,飛邊25mm。
19)完成上、側(cè)支撐鋼結(jié)構(gòu)接頭內(nèi)蓋板的焊接工作,焊接坡口見圖2(d),要求全焊透,同時(shí)保持上、側(cè)支撐鋼結(jié)構(gòu)接頭筋板連續(xù)(圖10)。

圖9 塞焊孔尺寸

圖10 上支撐鋼結(jié)構(gòu)蓋板及BX2Q部件裝焊
20)如圖10所示,完成BX2Q部件與上支撐結(jié)構(gòu)的內(nèi)部結(jié)構(gòu)及剩余塞焊板的裝焊工作,要求整體焊接完畢后垂直于圖4中心面1。完成N5052R、N5053R散貼板的封板工作,其上塞焊孔尺寸參見圖9,封板前完成上支撐結(jié)構(gòu)內(nèi)部油漆的施工。
21)脫胎。根據(jù)焊接后導(dǎo)流罩內(nèi)壁實(shí)際收縮情況,對(duì)胎架工裝鋸齒結(jié)構(gòu)進(jìn)行修割,使導(dǎo)流罩與胎架能順利脫離。
22)完成導(dǎo)流罩結(jié)構(gòu)焊后測(cè)量,并要求制作完成后內(nèi)壁直徑為0~4mm正公差。
23)按要求完成導(dǎo)流罩密性試驗(yàn)工作。
3 導(dǎo)流罩中心的確定
1)如圖11所示,在A點(diǎn)(艉圓鋼艉端)所在環(huán)形剖面,假定一中心點(diǎn)O,并以O(shè)點(diǎn)為端點(diǎn)向內(nèi)壁測(cè)量各個(gè)方向半徑值R1、R2、R3、……、R16等,以此比較出內(nèi)壁在哪個(gè)方向失圓,并確認(rèn)出實(shí)際圓心O1。

圖11 中心點(diǎn)的確定
2)同理,找出圖11所示B點(diǎn)(內(nèi)壁中壁板艏端)所在環(huán)形剖面圓心O2。
3)制作如圖12所示“十”字型拉線測(cè)量工裝,并分別裝焊于上述A、B點(diǎn)所在環(huán)形剖面(左右對(duì)稱),同時(shí)要求測(cè)量工裝?30mm圓孔圓心分別通過A、B點(diǎn)所在環(huán)形剖面圓心O1、O2,固定牢固。
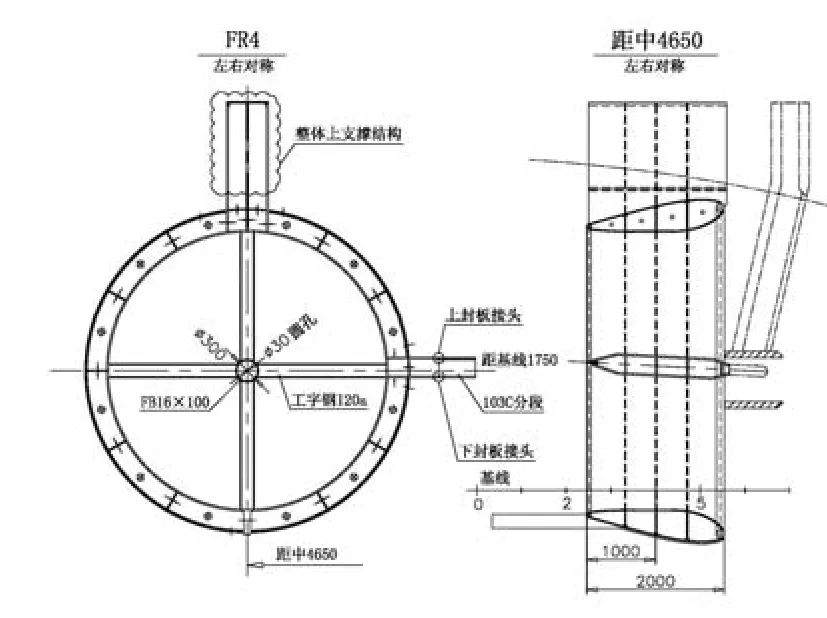
圖12 導(dǎo)流罩定位
4 定位安裝、裝焊
1)通過葫蘆等裝置將如圖12所示的導(dǎo)流罩整體上支撐結(jié)構(gòu)吊裝并插入船體結(jié)構(gòu)相應(yīng)外底板開孔。
2)根據(jù)長(zhǎng)軸系初拉線要求,定位導(dǎo)流罩。使第3部分所確定A、B所在環(huán)形剖面“十”字測(cè)量工.裝圓孔中心與輪機(jī)軸線相吻合,并考慮到導(dǎo)流罩支撐結(jié)構(gòu)為“L”型結(jié)構(gòu),易引起焊接收縮,故其定位尺寸確定如下:導(dǎo)流罩中心距基線為1750mm、距中心為4650mm+4mm(即向舷側(cè)預(yù)放4mm焊接收縮量)、艏艉方向?qū)Я髡郑剪洪L(zhǎng)2000mm)中心在FR4。
3)定位完畢后,用支撐結(jié)構(gòu)將導(dǎo)流罩與船臺(tái)進(jìn)行固定,對(duì)整體上支撐結(jié)構(gòu)、側(cè)支撐結(jié)構(gòu)分別與相應(yīng)船體結(jié)構(gòu)進(jìn)行點(diǎn)焊固定。
4)首先完成導(dǎo)流罩整體上支撐結(jié)構(gòu)與相應(yīng)船體結(jié)構(gòu)的角接工作,要求退步、對(duì)稱焊接。側(cè)支撐結(jié)構(gòu)上下封板接頭坡口整體向上,下封板接頭(圖12)采用CO2襯墊焊,裝配間隙約6mm,坡口夾角約40°;上封板坡口參見圖2(c),要求先焊下封板接頭對(duì)接縫,再完成N174V上蓋板的封板工作。
支撐結(jié)構(gòu)在焊接過程中應(yīng)時(shí)刻對(duì)工裝圓孔中心與輪機(jī)軸線偏差進(jìn)行測(cè)量,要求偏差控制±4mm之內(nèi),即焊接完畢后導(dǎo)流罩中心定位尺寸應(yīng)為:距基線為1750mm±4mm、距中心為4650mm±4mm、艏艉方向?qū)Я髡郑剪洪L(zhǎng)2000mm)中心在FR4±4mm。
5)待輪機(jī)對(duì)導(dǎo)流罩定位驗(yàn)收合格后,拆除“十”字測(cè)量工裝,并對(duì)內(nèi)壁工裝焊接打磨平整、無(wú)凸起。測(cè)量工裝要求妥善保管,以備后續(xù)船重復(fù)利用。
5 結(jié)論
導(dǎo)流罩的自行制作、安裝在公司尚屬首次,在不斷改進(jìn)、完善工藝的情況下,為導(dǎo)流罩的成功制作、安裝提供了理論基礎(chǔ),很好地指導(dǎo)、規(guī)范了現(xiàn)場(chǎng)施工,積累了導(dǎo)流罩自行制作、安裝的成功經(jīng)驗(yàn)。
[1]中國(guó)船級(jí)社.鋼制海船入級(jí)規(guī)范[S].北京: 人名交通出版社, 2006.
[2]黃浩.船體工藝手冊(cè)[M].北京: 國(guó)防工業(yè)出版社,2013.
[3]中國(guó)船舶工業(yè)總公司.CB/T3190-1997, 船體結(jié)構(gòu)焊接坡口形式及尺寸[S].1997-10-17.
[4]汪永茂.船舶導(dǎo)流管制造與焊接工藝研究[J].船舶與海洋工程, 2012 (3): 69-73.
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
