鋼套小孔加工裝置優化設計
2015-11-22 06:24:04閆文平
機械制造 2015年4期
□ 閆文平
吉林電子信息職業技術學院 機電技術學院 吉林吉林 132021
鋼套小孔加工裝置優化設計
□ 閆文平
吉林電子信息職業技術學院 機電技術學院 吉林吉林 132021
根據套類零件的作用及零件上小孔尺寸、位置精度的特點,設計了專用鉆孔裝置。設計的重點是要保證鋼套上小孔的尺寸精度和對稱度的精度;其次是要保證鋼套安裝定位后,對刀準確,保證鉆頭進退不折斷且排屑方便,在使用過程中定位可靠,方便操作及調整。
鋼套小孔 加工裝置 優化設計
套類零件主要分為襯套和軸套。襯套的使用范圍很廣,工業領域中很多部件如閥門、滑動軸承等部件都會使用襯套。在閥門應用領域,襯套被安裝在閥蓋內,套住閥桿來減少閥門的泄露,達到密封作用;在滑動軸承應用領域,襯套的使用能減少軸承和軸座之間的磨損,避免軸和孔之間的間隙增大。襯套的作用概括為能減少設備的磨損、振動和噪聲,并有防腐蝕的效果,還能方便機械設備的維修,簡化設備的結構和制造工藝。軸套主要是與軸類零件配套,起到限制傳動件的軸向位置,起到軸肩的作用,例如減速器上的軸套。
如圖1所示為與軸配合的鋼套零件圖,距離鋼套左端面60±0.1 mm位置有一直徑為5 mm的小孔,該小孔相對鋼套中心對稱面的對稱度為0.01 mm。鋼套左端面與鋼套的軸線垂直度要求為0.02 mm。因此,當大批量生產該套類零件時,設計一套專用鉆孔裝置,用以提高生產效率和保證零件上的對稱度、垂直度要求十分必要。
為解決此問題,本文應用夾具設計原理,根據定位元件和夾緊元件的作用,設計了專用夾緊裝置,保證了φ5 mm小孔的加工質量。
1 小孔加工分析
1.1 套上小孔結構分析
如圖1所示,小孔結構在套類零件上比較常見,結構簡單。但是,在生產批量大、套類零件尺寸較小、小孔尺寸精度、位置精度要求嚴格的情況下,在普通鉆床上用虎鉗裝夾加工該小孔,很難保證加工精度和生產效率。
1.2 套上小孔加工分析
加工套上小孔時需要限制5個自由度 (3個移動自由度和2個轉動自由度)。在普通鉆床上通常采用通用夾具——平口虎鉗裝夾,缺點是:鋼套外圓柱面與虎鉗夾緊工作面屬于線接觸,不易夾緊。在加工過程中,由于切削力的作用,會使鋼套夾緊位置發生移動,破壞正確定位,導致鉆出的小孔位置和尺寸精度降低。且加工雙面小孔時,必須在加工一個孔后,將鋼套旋轉180°再次夾緊加工小孔,造成生產效率降低。
實踐證明,只要有1%的變形和位移,就會產生小孔的對稱度、位置度的誤差及上下小孔位置的偏差,同時生產效率會降低50%~60%。
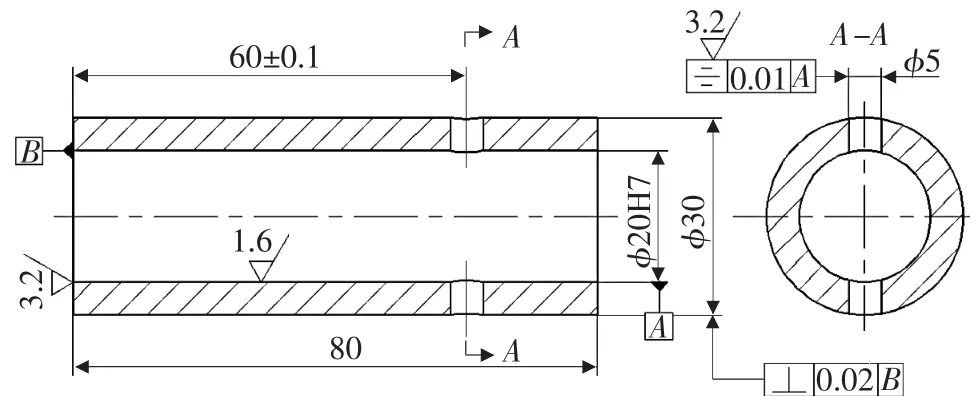
▲圖1 鋼套零件圖
2 小孔加工裝置結構設計
一般情況下,套類零件上的小孔被安排在比較靠后的工序來鉆出,在此,可以利用加工過的鋼套左端面和外圓柱表面作為定位精基準加工φ5 mm小孔,用以保證尺寸60±0.1 mm和小孔相對鋼套中心對稱面對稱度為0.01 mm的要求。
2.1 小孔加工裝置定位元件的選用
(1)定位元件。選擇加工定位夾角為90°的V槽圓筒和固定擋板,限制6個自由度;
(2)夾緊元件。選擇用螺紋連接將鉆模板與活動擋板連接,起到夾緊作用;
(3)導向元件。鉆模板和鉆套各一個,引導鉆頭,保證鉆頭不易折斷。
如圖2所示為加工小孔裝置結構的裝配實體圖。該小孔加工裝置由8個零件(包括:圓柱銷、鉆模板、鉆套、螺釘、活動擋板、V槽圓筒底板和固定擋板)裝配構成。其中V槽圓筒、底板和固定擋板焊接成一個組件,其裝配圖如圖3所示。
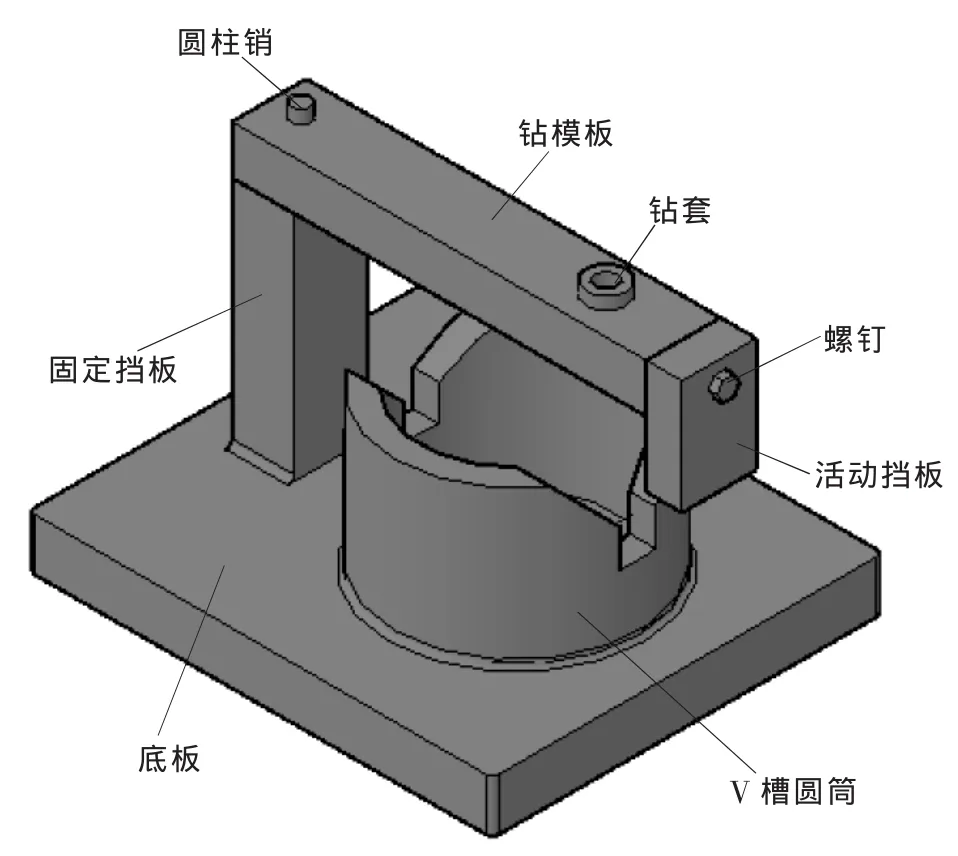
▲圖2 鉆模裝配實體圖
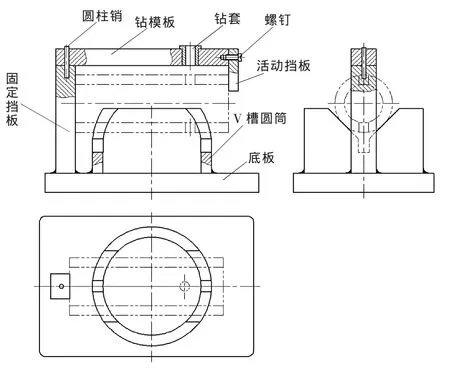
▲圖3 φ5 mm小孔加工裝置裝配圖
2.2 小孔加工裝置工作原理
將該鉆模安裝在鉆床上,將螺釘松開,拆下活動擋板;以圓柱銷為中心旋轉帶有鉆套的鉆模板;將需要鉆孔的鋼套放置在V槽圓筒上,使鋼套的左端面緊靠焊接在底板左側的固定擋板上,V槽圓筒相當于長V型塊,限制4個自由度(2個移動自由度和2個轉動自由度),左側固定擋板上限制2個自由度(1個移動自由度和1個轉動自由度),這種定位方式屬于完全定位,符合加工要求;將帶有鉆套的鉆模板旋轉復位,再將活動擋板用螺釘旋緊固定工件,保證工件的左端面靠緊固定擋板。
2.3 小孔加工裝置優、缺點及注意事項
2.3.1 優點
該裝置結構簡單、便于操作。其中V槽圓筒對稱性好,且V槽圓筒可容納切屑,有利于切屑的集中排除,防止了刀具的磨損,提高了刀具的耐用度;圓柱銷相當于轉軸,方便帶有鉆套的鉆模板旋轉,為鋼套零件的安裝提供足夠的空間,且旋轉靈活,便于拆卸,磨損后可以直接更換;活動擋板與鉆模板的連接也是常見的螺紋連接,便于拆裝操作和磨損后的更換;固定擋板、底板和V槽圓筒為一焊接組件,結構簡單且牢固可靠。在鉆床上可以用壓板直接安裝,或在底板上加工出T型連接槽,直接用T型槽螺栓連接在機床導軌上即可,安裝拆卸方便。本小孔加工裝置適合批量加工零件,價格低,效率高,能夠很好地保證鋼套上小孔的加工精度。
2.3.2 缺點
缺點一:該裝置的V槽圓筒、底座左側和固定擋板,在對其實行焊接過程中容易出現變形現象,會直接造成鋼套零件外圓柱表面與V槽和底座左側固定擋板與左端面接觸不良的后果,致使小孔加工出現偏斜后果,嚴重時會影響使用。
缺點二:大批量生產時,V槽圓筒限位工作側面磨損后影響定位精度,因為是焊接組件,所以整個組件無法修復,只得丟棄,造成損失。
2.3.3 注意事項
(1)嚴格控制固定擋板與底板的垂直度;
(2)保證鉆模板與底板的平行度及其長度要與鋼套的長度尺寸相適應,否則不能保證活動擋板與工件右端面夾緊的要求。
3 結論
此小孔加工裝置經實踐證明,結構緊湊、合理,操作方便簡單、安全可靠。該裝置特別適用于大批量生產帶有小孔結構的小尺寸鋼套零件的加工,也可以推廣到小型軸上的小孔加工。如果是單件小批量生產類型,使用該加工裝置將會增加產品的加工成本,因此應根據生產類型合理選用。
[1]梁炳文.機械加工工藝與竅門精選[M].北京:機械工業出版社,2005.
[2]黃如林,汪群.金屬加工工藝及工裝設計[M].北京:化學工業出版社,2006.
[3]劉守勇.機械制造工藝及機床夾具[M].北京:機械工業出版社,2011.
(編輯 丁 罡)
TH162
B
1000-4998(2015)04-0059-02
2014年10月