電動機小吊掛制造和焊接工藝改進
2015-11-16 06:05:04謝貴生趙東超苗國民
金屬加工(熱加工)
2015年16期
關鍵詞:焊縫
謝貴生 趙東超 苗國民
1. 概述
電力機車鐵心沖片疊壓型機座牽引電動機位于機車底部,其一端通過大吊掛連接到機車輪軸上,另一邊靠小吊掛組件中的小吊掛通過連接桿將電動機連接到機車底盤上(見圖1)。電動機在運行中受交變疲勞載荷和較大的動應力,小吊掛組件要承受電動機自重以及驅動載荷的作用,使得其結構受力情況惡化,導致電動機運行過程中小吊掛組件弧板與鐵心沖片間的焊縫出現了裂紋,圖1為小吊掛組件在電動機上的位置,圖2為開裂焊縫的位置。小吊掛組件弧板與鐵心沖片焊縫開裂失效,不僅影響傳動效率,還會產生重大惡性鐵路事故。
2. 故障電動機和制造過程
根據設計要求,弧板與定子鐵心沖片焊縫(見圖3)焊腳為8~10mm。經普查故障電動機,發現電動機小吊掛組件焊縫開裂失效主要發生在弧板與鐵心沖片上側焊縫的弧板側的焊腳附近,長度130mm左右,焊縫焊角為5~10mm不等,且分散性較大。弧板與鐵心沖片實際間隙約4mm,與設計間隙0.5mm存在巨大差異。同時經普查生產現場在制品,發現小吊掛組件中弧板與鐵心沖片的局部裝配間隙在3mm左右,表明焊接過程也帶來較大的焊接變形。

圖1 小吊掛組件的安裝結構

圖2 小吊掛組件開裂焊縫位置
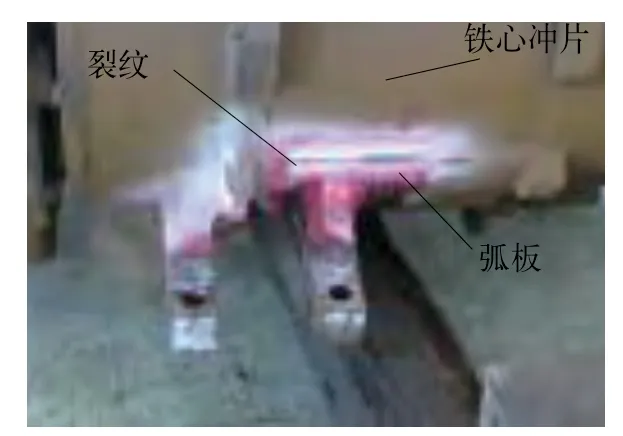
圖3 弧板與定子鐵心沖片焊縫

圖4 弧板與鐵心沖片間的焊縫裂紋
3. 原制造工藝分析
導致點固焊后裝配間隙變大的主要原因與小吊掛組件的制造過程有關。小吊掛組件的制造過程分為兩類:其一是弧板熱壓成形后焊接小吊掛并退火;……
登錄APP查看全文
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
燕山大學學報(2014年2期)2014-03-11 15:28:16
