大型油底殼半金屬型鑄造工藝
2015-11-16 06:05:32陳家木夏貴光劉海軍樊小敏
金屬加工(熱加工) 2015年19期
■ 陳家木,夏貴光,劉海軍,樊小敏
我公司為某合資發動機企業開發的一種大型油底殼,外形尺寸1000mm×340mm×300mm,材質為AC2B,產品壁厚要求4~5mm,總重量約14kg,屬于典型的大平面結構。該產品不允許存在縮孔、縮松、裂紋等缺陷,要求承受0.15MPa水壓試驗不得滲漏。
1. 鑄件工藝分析
該油底殼鑄件為大平面薄壁板狀結構,如圖1所示。鑄件外形結構為階梯狀敞口結構,第一階梯高度110mm,第二階梯高度300mm,長度1000mm,寬度340mm。熱節大小為φ 25~φ30mm,主要分布在安裝法蘭面兩側油標孔位置。綜合訂單數量及產品對外觀及部分尺寸要求精度較高,只有采用金屬型才能滿足產品精度,同時可進行批量生產。
2. 工藝方案確定
為確保生產出合格鑄件,在材質選取及工藝設計時進行了以下多方面考慮。
(1)原有產品材質要求為AC2 B,主要化學成分:wSi=5.0%~7.0% ,wCu=2.0%~4.0% ,其余為A l。抗拉強度σb≥15 0MPa,伸長率≥1%,硬度≥70HBW。該合金屬于亞共晶Al-Si-Cu系合金,屬于寬結晶范圍合金,傾向于體積凝固。其液態金屬過冷度小,容易形成分散性的縮孔及熱裂缺陷,不適于金屬型重力鑄造深型腔薄壁鑄件。通過與客戶溝通,最終選定材質Al Si10Mg,該材質主要化學成分:wSi=9.0%~10.5% ,wMg=0.15%~0.4%,其余為Al。抗拉強度σb≥170MPa,伸長率≥4%,硬度≥62HBW,在滿足原有材料力學性能情況下,材質接近共晶成分,結晶溫度范圍較窄,不含Cu,傾向于順序凝固,液態凝固中體積收縮時,可以不斷得到液體的補充,產生分散性縮松的傾向小,產生熱裂傾向也小,更適宜薄壁零件生產。
(2)大平面薄壁板狀結構鑄件使用金屬型生產時極易產生縮裂、澆不足、氣嗆等缺陷。究其原因主要是因為:鋁合金受阻收縮率達到0.8%~1.0%,長度方向尺寸變化大,而金屬型在鑄造時,由于鑄型或型芯材料沒有退讓性,如果鑄件凝固基本完成,此時應力大于合金抗拉強度而產生裂紋。由于金屬型不像砂芯那樣透氣,在鑄型形成氣阻,使合金液體不能充滿而造成澆不足或氣嗆。為解決此類問題,我們開創性地采用半金屬型鑄造,即外型采用金屬型鑄造,保證鑄件精度及生產效率,內腔采用覆膜砂砂芯取代上模,利用砂芯的退讓性和透氣性解決大型薄壁板狀結構鑄件在金屬型鑄造中易出現的問題。
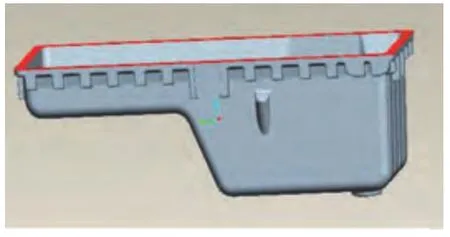
圖1 油底殼鑄件結構
(3)為簡化金屬型并實現順序凝固的目的,采用頂注式澆注系統,考慮到鋁液充型順暢和鑄件結構,決定從安裝法蘭面兩短邊引入澆道,安裝面周邊熱節設置冒口。兩游標孔通過設置帶有補縮通道的小砂芯實現補縮。
最終確定的工藝方案如圖2所示。
3. 工藝改進措施
按圖2的方案進行小批量生產后,經檢查發現鑄件尺寸均符合精度要求且穩定,鑄件無縮裂、澆不足等缺陷。但是在B面易出現鋁液氧化夾渣,試壓滲漏率高達70%以上。鑄件內腔易出現氣嗆凹陷缺陷,影響產品外觀。
通過分析認為,頂注式澆注系統充型不平穩,易引起沖擊和飛濺,使鑄件產生氣孔和氧化夾渣等缺陷,不宜生產高度在200mm以上的鑄件。同時由于覆膜砂透氣性不足,不能及時逸出型腔內氣體和覆膜砂砂芯受熱時產生的氣體,導致內腔表面出現氣嗆缺陷。為此采取以下針對性措施。
(1) 由于半金屬型鑄造和頂注式澆注方式為最佳工藝方式,只有從澆注工藝上考慮改善氧化夾渣缺陷。通過分析鑄件結構發現,A面澆注系統落差有110mm,B面澆注系統鋁液落差有3 0 0m m,為此制訂差步澆注法工藝即:先從A面內澆道澆注10~15s,使B面深腔鋁液上升到120~150mm,再從B面和A面同時進行澆注,如此可以將B面澆注系統鋁液落差降低到200mm以下,從而減少氧化夾渣傾向。
(2) 更改砂芯結構,在覆膜砂芯盒上密集均勻地設置排氣針,使得覆膜砂上均勻分布排氣針孔,澆注時型腔氣體和覆膜砂受熱產生的氣體一是通過排氣針孔可以快速逸出,二是來不及逸出的氣體也可以通過排氣針孔聚集,解決了鑄件內表面氣嗆問題。該措施如圖3 所示。
實施后,鑄件氧化夾渣現象得以消除,內腔氣嗆現象得到解決,鑄件滲漏率降低到10%以下。但是由于排氣針孔存在,內腔出現很多突起,需要人工打磨后經噴丸等表面處理予以消除。處理后鑄件如圖4所示,達到了產品質量要求。

圖2 油底殼工藝方案
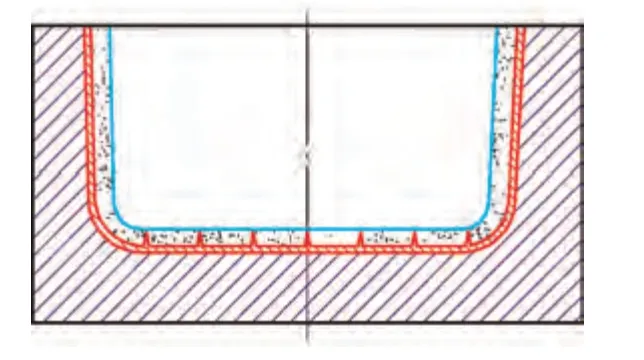
圖3 覆膜砂砂芯改進后示意

圖4 處理后鑄件
4. 結語
(1)對于大平面薄壁板狀結構鑄件,采用金屬型工藝生產時,應充分認識到由于鋁合金凝固收縮時產生的熱裂傾向并制訂有效措施避免熱裂現象發生,利用覆膜砂的退讓性代替部分金屬型型芯,可以有效解決此類問題。
(2)大平面薄壁板狀結構鑄件在材質選擇上,應盡量選擇接近共晶成分、結晶溫度范圍窄、傾向于順序凝固以及熱裂傾向小的材質,通過控制溫度梯度,使鑄件在凝固過程中能持續得到補縮。
(3)大平面薄壁板狀結構鑄件如果充型距離較長,采用雙澆口或者多澆口是一種有效的防止冷隔的工藝方法。
(4)大平面薄壁板狀結構鑄件,凝固過程中易產生氣嗆缺陷,因此需要在模具設計時充分考慮型腔排氣。
[1]王文清,李魁盛.鑄造工藝學[M].北京:機械工業出版社,2007:242-243.
[2]田榮璋.鑄造鋁合金[M].長沙: 中南大學出版社,2006:344-347.
[3]于順陽.現代鑄造設計與生產實用新工藝、新技術、新標準[M].北京:2013,當代中國出版社,742-743.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03
