齒輪類零件電子束焊接的質量控制
2015-11-16 06:05:28郝豐林陳正國羅聰
金屬加工(熱加工) 2015年19期
■郝豐林,陳正國,羅聰
電子束焊接在汽車行業用于變速箱齒輪零件的焊接已經得到廣泛應用,但是由于許多企業沒有專門的電子束焊接工程師,冷加工工藝人員、部分熱處理工程師對電子束焊接齒輪的特點及焊接工藝了解較少,操作工沒有按照要求的焊接規范進行操作,焊接過程控制不當,在電子束焊接的應用過程中不同程度上遇到一些焊接質量問題,如齒圈焊后翹曲、脫焊、焊接裂紋等問題,給企業造成巨大損失。由此,造成工藝人員對電子束焊接產品的恐懼,談“焊”色變。
齒輪類零件一般都選用優質碳素鋼或合金結構鋼作為原材料,因此材料的成分不同、熱處理狀態不同,其焊接性就有明顯差異。影響焊接的因素是化學成分,主要指鋼材的碳含量與碳當量,還有硫、磷等雜質對焊接影響很大。
1. 鋼材的碳含量與碳當量
鋼的含碳量高,可促進S、P等雜質在焊縫中形成低熔點的共晶物質,加大熱裂敏感性;同時較高的含碳量增加了材料的淬硬性,使鋼材的強度、硬度升高,塑性、韌性下降,加大了冷裂的趨勢。因此,隨著含碳量的提高,焊接性明顯下降。在合金結構鋼中除了碳之外,其他的合金元素如Mn、Ni、Cr、Mo、V、Cu、Si等,對材料的力學性能及焊接性都有不同程度的影響。為了評估鋼材的焊接性,將各種元素按其對鋼材淬硬、冷裂及脆化等現象的影響作用大小折算成碳的相當含量,稱為碳當量。其中以國際焊接學會(IIW)所推薦的CE和JIS標準所規定的Ceq應用較為廣泛。
作為判斷鋼材焊接性的依據,碳當量值越高,焊縫及熱影響區就越容易產生裂紋。一般認為材料碳當量小于0.4%時,鋼材的焊接性良好,一般不需要預熱和嚴格控制熱輸入;而當材料碳當量大于0.4%時,為了避免出現裂紋,就需要采取較嚴格的工藝措施,如預熱、緩冷、嚴格控制熱輸入。
2. 鋼中S、P等雜質的含量
從金屬結晶理論可知,先結晶的金屬較純,后結晶的金屬雜質較多并富集在晶界,由S、P等雜質所形成的低熔點物質被排擠在柱狀晶體交遇的中心部位,形成一種所謂“液態薄膜”,此時如果焊縫受到拉應力,則在此部位極易產生開裂。因此,我們認為由于S、P等元素形成的低熔點液態薄膜是產生結晶裂紋的內在因素,還有焊縫組織受到足夠的拉伸應力是產生結晶裂紋的必要條件,焊縫形狀的不同,將直接影響接頭的受力狀態。對于熔深寬比大的電子束焊縫,由于其所承受的焊接殘余應力正好作用在焊縫柱狀晶粒交遇的結晶面上,而該位置正是低熔點的雜質富集,晶粒之間聯系較差的部位,因而極易在此引起結晶裂紋。由此可見,由于電子束焊縫的形狀特點使其產生結晶裂紋的可能性大大增加,對于焊接齒輪又是關鍵部件,為提高焊縫的抗裂性能,只有嚴格控制被焊鋼材的S、P等雜質的含量,根據國外有關資料介紹,當碳含量超過0.03%時(質量分數),S、P兩種元素的含量之和應嚴格控制在0.02%之內。但是事實上焊接材料采用的鋼材技術要求,WP≤0.03%、WS≤0.03%,就是說在極限狀態下WP+S≤0.03%+0.03%=0.06%,產品焊接后也沒有出現問題。
我公司為某汽車廠開發了一款變速器產品,圖樣要求齒輪的材料是TL4521,齒環的材料是TL4227。開發時由于是新產品,鍛造分廠下料人員沒有仔細看要求,把齒環的材料也按TL4521鍛造。不同品種的齒輪要求不同,有熱前焊接的,也有要求熱后焊接的。
(1)初次試制 熱前焊接的產品沒有出現問題,但是熱后焊接的產品出現了裂紋(冷裂紋)。我們通過熱前預熱,焊后緩冷(預熱溫度、緩冷溫度低于回火溫度)的工藝,這樣焊接的齒輪沒有出現裂紋。
(2)第二次試制產品 熱前焊接就出現了裂紋。我們對第一次試制時保留的產品金相進行分析(見圖1、圖2、圖3),對于第二次試制產品的金相進行分析(見圖4、圖5、圖6、圖7)。通過圖7可以看出產品明顯是沿流線裂紋。
這兩次產品試制采用的是同一爐號的鋼材,焊接工藝沒有變化,只有正火金相有區別。因此,我們認為對于已經做好的齒輪齒環重新采用真空正火,然后再焊接。金相見圖8、圖9、圖1 0,這次焊接沒有出現熱裂紋(主要原因可能是清潔度問題、焊接工藝造成的,但這個通過焊接工藝優化,加強過程控制,可以避免)。
因為其他要求焊接的產品沒有出現這種現象,于是我們對TL4521的化學成分進行分析(見表1)。
圖1 (第一次)左側齒部(100×)

圖2 (第一次)右側齒環(100×)
圖3 焊接部位(第一次)(500×)
圖4 焊接部位裂紋(第二次)(200×)
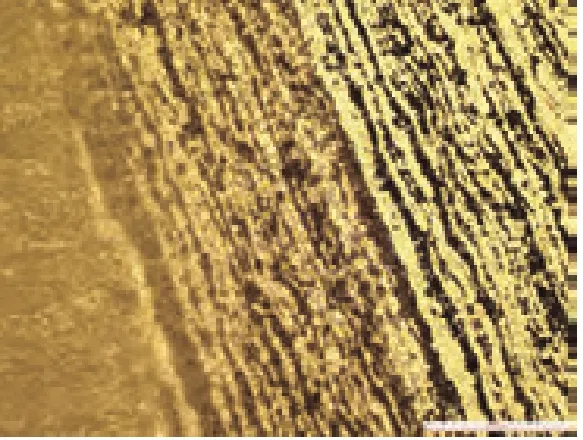
圖5 右側齒部(第二次)(100×)

圖7 焊接裂紋部位(第二次)(100×)
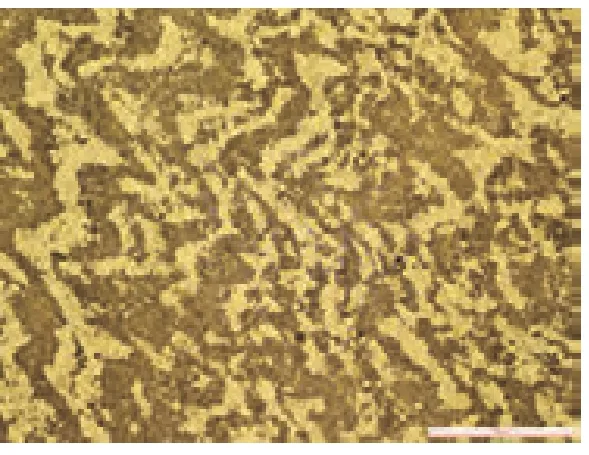
圖9 齒環980℃真空正火(100×)
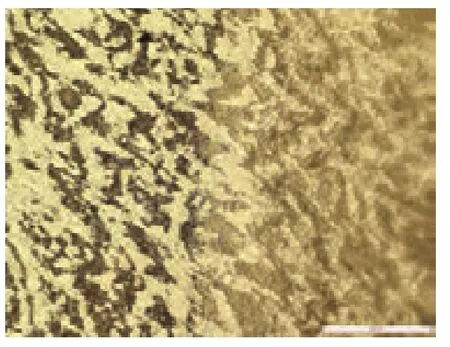
圖6 左側齒環(第二次)(100×)
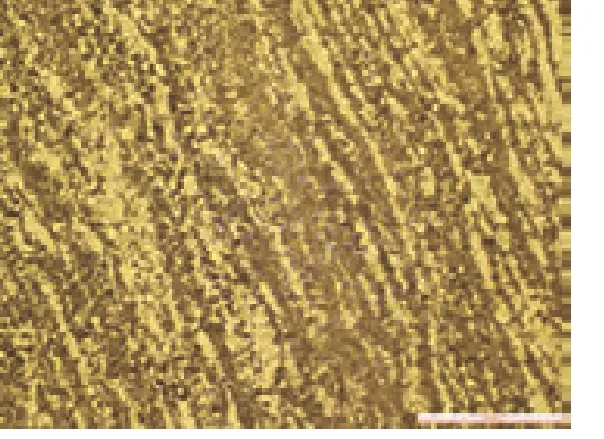
圖8 齒輪980℃真空正火(100×)
圖10 焊接部位(100×)(U形裂紋)
齒環的材料采用直徑40mm的圓鋼,齒輪采用7 0mm的圓鋼。
齒環WP+S=0.025%+0.009% =0.0259%
齒輪WP+S=0.028%+0.009% =0.0289%
齒輪+齒環WP+S= 0.0259%+ 0.0289%=0.0548%
根據材料的合金元素計算碳當量

根據標準計算出的碳當量大于0.4%,應該對產品焊接工藝進行控制。但是產品出現熱裂紋,就是調整工藝也很難避免。我們認為這個產品主機廠已經試制成功,并且批量生產好多年,是否我們采購的材料不符合圖樣要求,或說圖樣對于產品焊接有什么特殊要求。于是我們對產品圖樣進行核查,發現齒環材料圖樣要求是TL4227,根據我們以往的概念,齒環、齒輪應該采用同一種材料,而不是兩種材料。TL4227的化學成分見表2。
我們根據化學成分分析,其類似于16Mn Cr 5的材料,Mn的含量很高。TL4521+TL4227焊接就不出現裂紋嗎?我們認為只要分析焊接裂紋處的微區成分就可以找出原因。于是我們又委托某大學對裂紋處的成分采用掃描電鏡分析,分析結果:焊接區域化學成分不均勻。微區中硫的含量是基體的0.32/0.028=11.43倍;碳的含量是基體的58.73/0.18=326.3倍。
由于基體部位碳、硫含量嚴重超標,造成在此形成熱裂紋。但是要弱化硫的影響采用含高Mn的材料,恰好TL4227就是這種材料,這樣在焊接的過程中形成Mn S,而Mn S的熔點為1610℃,Ni S的熔點為797℃,Fe S的熔點為985℃。有資料認為Mn/S的比值大于40最好,這樣焊接時由于Mn的存在,與S結合形成Mn S,這樣可以保證不再出現熱裂紋。
TL4521:Mn/S=0.72/0.028 =25.7倍
TL4227:Mn/S=1.25/0.028 =44.6倍
材料微區含碳量嚴重超標,主要由于TL4521材料合金元素含量很高,合金元素沿軋制方向偏析形成帶狀組織,通常鋼液在冷卻凝固過程中以枝狀晶的方式長大,在不同時期凝固的晶內和枝晶間的化學成分不均勻,存在合金元素偏析。帶狀組織分一次帶狀和二次帶狀之分。合金元素的帶狀偏析會造成碳元素的條帶狀偏析,不同條塊區域的相變溫度就存在差異,在熱處理或加工后的冷卻過程中,先共析鐵素體優先在碳含量低、Ar3高的位置析出,同時向相鄰區奧氏體中排出碳,進一步造成碳的不均勻分布。這個過程在奧氏體化的冷卻過程中發生,冷卻越慢,先共析鐵素體轉變越充分,碳元素分布越不均勻。由于這幾種原因造成微區含碳量嚴重超標。
于是我們按照圖樣要求,對齒環材料進行更換,對齒坯正火金相嚴格控制,采用上限溫度正火,延長正火時間來改善正火后金相組織。后來的產品嚴格按照焊接工藝執行,焊前預熱焊后緩冷的工藝,所有產品沒有出現裂紋。焊接金相見圖11。
圖11 焊接部位(100×)
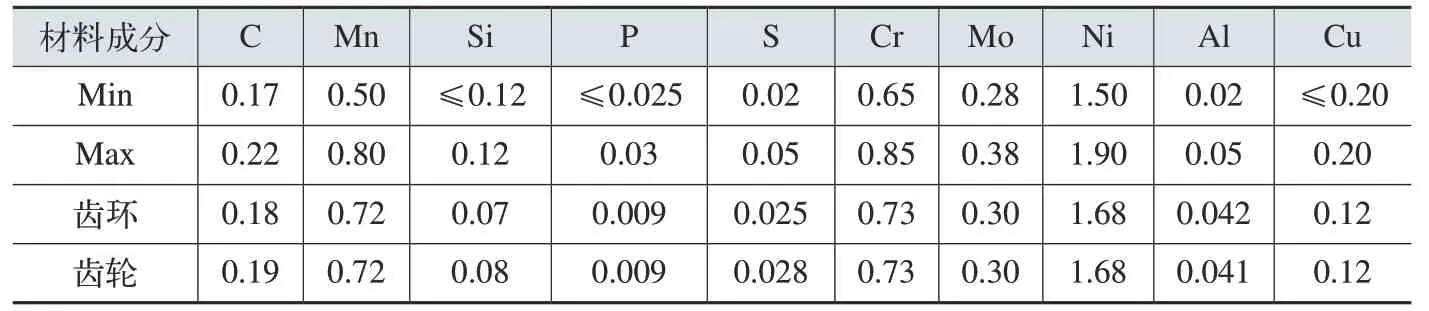
表1 TL4521化學成分(質量分數) (%)

表2 TL4227化學成分(質量分數) (%)
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
